一种耳机滑动支撑臂及其加工工艺的制作方法
本发明属于无线耳机生产制造的,具体涉及一种耳机滑动支撑臂及其加工工艺。
背景技术:
1、如今,随着现代社会的发展和人们对娱乐方式的要求越来越高,对耳机的要求也越来越高,无线耳机以其使用方便被越来越多的人接收和使用。
2、无线耳机通常通过调节滑动臂和支撑臂来适用于各类人群,在现有技术中,如中国专利头戴耳机用连接组件和头戴耳机(申请号:cn201720037903.6)公开一种头戴耳机用连接组件和头戴耳机,头戴耳机用连接组件包括:支撑臂,支撑臂的内部具有沿支撑臂的延伸方向延伸的安装孔,安装孔的孔壁上贴附有防磨损层;滑动臂,滑动臂的一端滑动套接于安装孔中,且与防磨损层贴合,滑动臂的另一端用于连接耳机听筒,支撑臂与滑动臂合围形成一用于容置人体头部的容置空间。
3、上述专利虽然通过使用连接组件可有效提高头戴耳机的使用寿命,但并未考虑到转动需求,且在加工工艺上一般选择为金属融化浇筑成型或塑胶注塑成型,无法满足其强度和外观效果要求,为此,亟需提出一种新型的技术方案以解决上述问题。
技术实现思路
1、本发明的目的之一在于:针对现有技术的不足,提供一种耳机滑动支撑臂,其通过转动结构能够满足转动需求,以及其本身具有较强的支撑能力,能够满足使用需求。
2、为了实现上述目的,本发明采用如下技术方案:
3、一种耳机滑动支撑臂,包括主体和与所述主体相连通的装配结构,所述主体内部设置有转动结构,所述转动结构包括转动主体和与所述转动主体相连接的控制件,所述转动结构设置为月牙形。
4、作为本发明所述的耳机滑动支撑臂的一种改进,所述主体设置为沿第一方向弯曲的圆筒,所述耳机滑动支撑臂为一体成型结构,能够增加所述耳机滑动支撑臂的支撑强度,满足使用需求。
5、作为本发明所述的耳机滑动支撑臂的一种改进,所述转动主体的横截面设置为扇面形,所述转动主体的横截面的圆心角设置为90度,能够满足所述耳机滑动支撑臂的转动需求。
6、作为本发明所述的耳机滑动支撑臂的一种改进,所述控制件设置为两个,分别设置在所述转动主体的两侧。
7、作为本发明所述的耳机滑动支撑臂的一种改进,所述控制件在所述第一方向上的高度低于所述转动主体,所述转动主体和所述控制件的设置,使得当所述耳机滑动支撑臂与其相匹配的上壳连接时,能够完成正负90度的转动需求。
8、作为本发明所述的耳机滑动支撑臂的一种改进,所述主体内部还设置有凹形槽,所述凹形槽沿所述第一方向位于所述转动结构的上方,在所述耳机滑动支撑臂与其匹配的部件连接时,所述凹形槽内部可放置一密封圈,增加连接强度。
9、作为本发明所述的耳机滑动支撑臂的一种改进,所述主体与所述第一方向相反的一端设置有密封件,所述密封件与所述主体相连接,即所述主体设置有所述密封件的一端为密封结构,防止在使用时有灰尘或其它杂物进入零部件内,影响使用寿命。
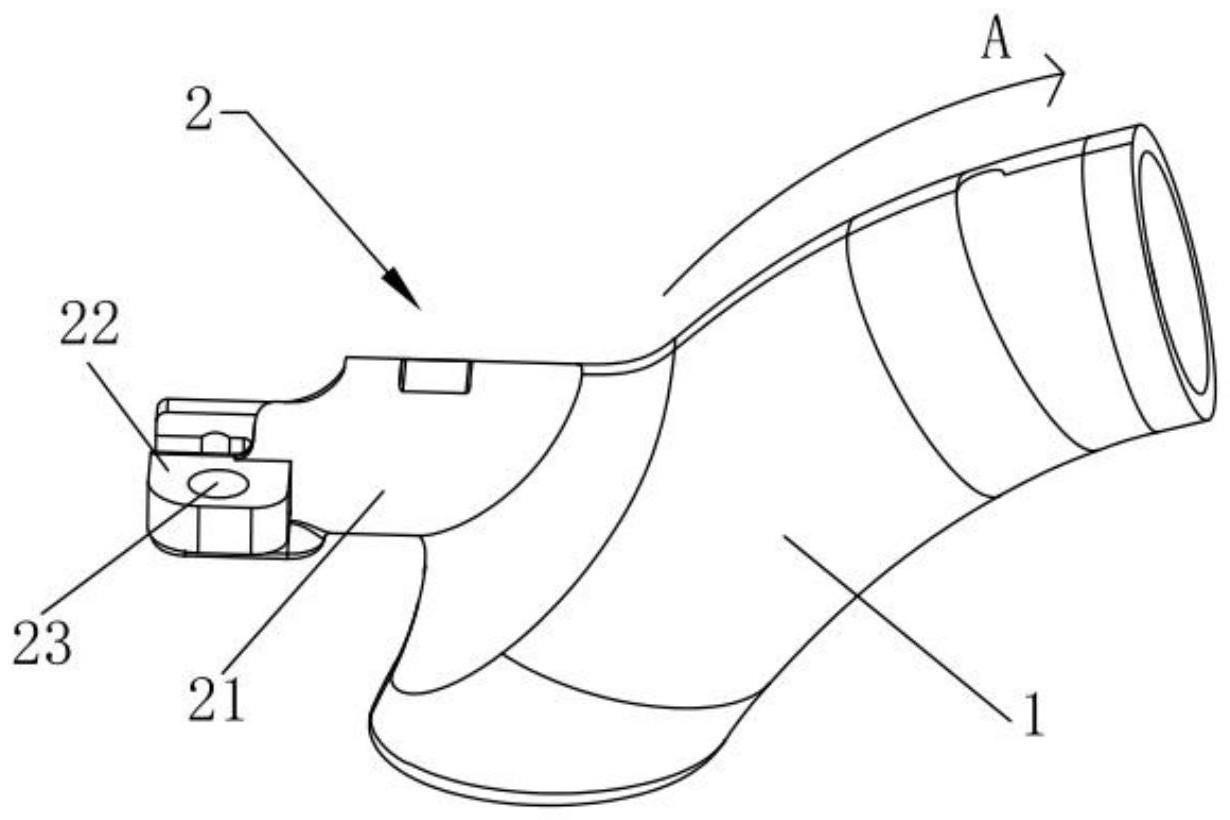
10、作为本发明所述的耳机滑动支撑臂的一种改进,所述装配结构包括连接件和与所述连接件相连接的装配件,所述装配件上设置有装配孔,装配结构用于将所述耳机滑动支撑臂与其相应的耳机本体相连接,满足装配需求,增加连接强度。
11、本发明的目的之二在于:提供一种上述耳机滑动支撑臂的加工工艺,包括以下步骤:
12、步骤1,准备用于加工的型材,使用锻压机在常温对型材进行第一次冷锻,切除冷锻后型材的飞边料,并对型材进行清洗,去除毛刺;
13、步骤2,使用锻压机在常温对型材进行第二次冷锻,切除冷锻后型材的飞边料,并对型材进行清洗,去除毛刺;
14、步骤3,对型材进行固溶处理和时效处理后,对型材进行一分四处理,得到产品,采用四轴cnc将所述转动结构在产品内部加工成型,得到所述耳机滑动支撑臂。
15、作为本发明所述的耳机滑动支撑臂的加工工艺的一种改进,所述步骤1中,在进行第一次冷锻前,进行退火处理,退火处理的温度为480℃,保温2小时,并对退火处理后的型材进行研磨加工,去除毛刺。
16、作为本发明所述的耳机滑动支撑臂的加工工艺的一种改进,所述步骤1和步骤2中锻压机的保压时间为5s,在进行第一次冷锻和第二次冷锻前均将型材表面裹满润滑剂。
17、作为本发明所述的耳机滑动支撑臂的加工工艺的一种改进,所述飞边料为型材四周一圈较薄的部分,能够保障型材填满锻压机中的磨具。
18、作为本发明所述的耳机滑动支撑臂的加工工艺的一种改进,所述步骤3中固溶处理的温度设置为535℃,保温时间设置为3.5小时,使用水冷;时效处理的温度设置为180℃,保温时间设置6小时,使用炉外冷却。
19、作为本发明所述的耳机滑动支撑臂的加工工艺的一种改进,所述步骤3还包括对得到的所述耳机滑动支撑臂进行打磨抛光后,对所述耳机滑动支撑臂进行喷涂或氧化。
20、本发明的有益效果在于,本发明的耳机滑动支撑臂包括主体和与所述主体相连通的装配结构,所述主体内部设置有转动结构,所述转动结构包括转动主体和与所述转动主体相连接的控制件,所述转动结构设置为月牙形。本发明的耳机滑动支撑臂通过转动结构能够满足转动需求,以及其本身具有较强的支撑能力,能够满足使用需求。此外,本发明的耳机滑动支撑臂的加工工艺,加工出的产品具有较高的强度和硬度,表面处理能够增加产品的外观效果,提高生产的质量和效率。
技术特征:
1.一种耳机滑动支撑臂,其特征在于,包括主体(1)和与所述主体(1)相连通的装配结构(2),所述主体(1)内部设置有转动结构(3),所述转动结构(3)包括转动主体(31)和与所述转动主体(31)相连接的控制件(32),所述转动结构(3)设置为月牙形。
2.如权利要求1所述的耳机滑动支撑臂,其特征在于,所述转动主体(31)的横截面设置为扇面形,所述转动主体(31)的横截面的圆心角设置为90度。
3.如权利要求1所述的耳机滑动支撑臂,其特征在于,所述控制件(32)设置为两个,分别设置在所述转动主体(31)的两侧。
4.如权利要求3所述的耳机滑动支撑臂,其特征在于,所述控制件(32)在第一方向(a)上的高度低于所述转动主体(31)。
5.如权利要求4所述的耳机滑动支撑臂,其特征在于,所述主体(1)内部还设置有凹形槽(4),所述凹形槽(4)沿所述第一方向(a)位于所述转动结构(3)的上方。
6.如权利要求4所述的耳机滑动支撑臂,其特征在于,所述主体(1)与所述第一方向(a)相反的一端设置有密封件(5),所述密封件(5)与所述主体(1)相连接。
7.如权利要求1所述的耳机滑动支撑臂,其特征在于,所述装配结构(2)包括连接件(21)和与所述连接件(21)相连接的装配件(22),所述装配件(22)上设置有装配孔(23)。
8.一种如权利要求1-7任一项的耳机滑动支撑臂的加工工艺,其特征在于,包括以下步骤:
9.如权利要求8所述的加工工艺,其特征在于,所述步骤1中,在进行第一次冷锻前,进行退火处理,退火处理的温度为480℃,保温2小时,并对退火处理后的型材进行研磨加工,去除毛刺;所述步骤3中固溶处理的温度设置为535℃,保温时间设置为3.5小时,使用水冷;时效处理的温度设置为180℃,保温时间设置6小时,使用炉外冷却。
10.如权利要求8所述的加工工艺,其特征在于,所述步骤1和步骤2中锻压机的保压时间为5s,在进行第一次冷锻和第二次冷锻前均将型材表面裹满润滑剂;所述步骤3还包括对得到的所述耳机滑动支撑臂进行打磨抛光后,对所述耳机滑动支撑臂进行喷涂或氧化。
技术总结
本发明属于无线耳机生产制造的技术领域,具体涉及一种耳机滑动支撑臂,包括主体和与所述主体相联通的装配结构,所述主体内部设置有转动结构,所述转动结构包括转动主体和所述转动主体相连接的控制件,所述转动结构设置为月牙形。本发明具有较强的支撑能力,能够增加耳机的连接强度。此外,本发明还公开了一种上述耳机滑动支撑臂的加工工艺,加工出的产品具有较高的强度和硬度,表面处理能够增加产品的外观效果,提高生产的质量和效率。
技术研发人员:刘义阳
受保护的技术使用者:东莞市智汇五金有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!