听筒网制备方法与流程
本发明涉及听筒网加工,特别涉及一种听筒网制备方法。
背景技术:
1、听筒网是手机上的零部件,传统的听筒网是采用不锈钢制作而成,但随着市场需求的不断改变,不锈钢或网绢制作而成的听筒网已不能满足市场需求。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种听筒网制备方法,能够加工树脂材质的听筒网。
2、本发明实施例提供一种听筒网制备方法,包括:
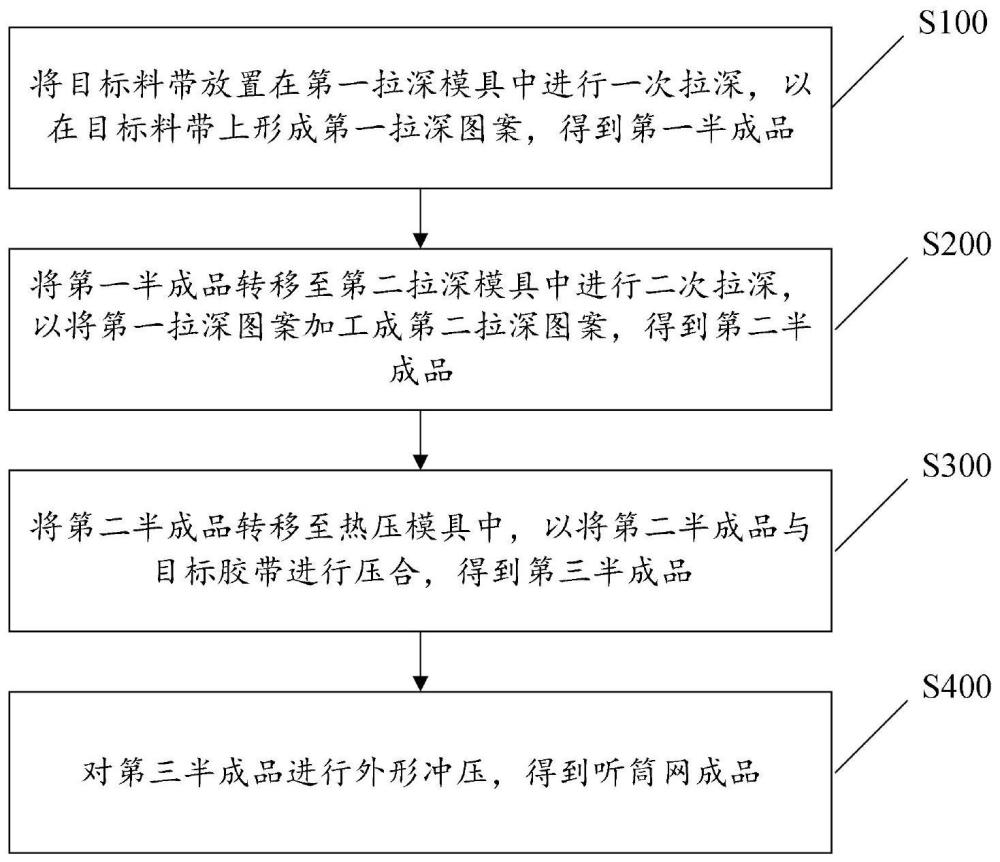
3、将目标料带放置在第一拉深模具中进行一次拉深,以在所述目标料带上形成第一拉深图案,得到第一半成品;
4、将所述第一半成品转移至第二拉深模具中进行二次拉深,以将所述第一拉深图案加工成第二拉深图案,得到第二半成品;
5、将所述第二半成品转移至热压模具中,以将所述第二半成品与目标胶带进行压合,得到第三半成品;
6、对所述第三半成品进行外形冲压,得到听筒网成品。
7、根据本发明的一些实施例,所述目标料带为树脂材质的料带。
8、根据本发明的一些实施例,所述目标料带的材质为mesh材质。
9、根据本发明的一些实施例,所述一次拉深的时间为9~15秒,拉深温度为115±5℃。
10、根据本发明的一些实施例,所述第一拉深图案的拉深高度为0.5~0.55mm。
11、根据本发明的一些实施例,所述二次拉深的时间为15±2秒,拉深温度为105±5℃。
12、根据本发明的一些实施例,所述第二拉深图案的高度为0.65~0.7mm。
13、根据本发明的一些实施例,所述目标胶带包括第一胶带和第二胶带,所述第二半成品叠放在所述第一胶带和所述第二胶带之间。
14、根据本发明的一些实施例,所述热压模具的上模温度为100±10℃,所述热压模具的下模温度为110±10℃,所述热压模具的压合时间为15±2秒。
15、根据本发明的一些实施例,所述对所述第三半成品进行外形冲压,得到听筒网成品,之后还包括:
16、在所述听筒网成品上贴防尘外膜,所述防尘外膜的位置适配于所述第二拉深图案的非凸包面。
17、本发明实施例至少具有如下有益效果:
18、通过一次拉深形成第一拉深图案,然后在第一拉深图案的基础上进行二次拉深,形成听筒网所需的图案结构,可以避免出现一次拉深成型导致的网格破裂或拖网等不良现象。
19、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种听筒网制备方法,其特征在于,包括:
2.根据权利要求1所述的听筒网制备方法,其特征在于,所述目标料带为树脂材质的料带。
3.根据权利要求2所述的听筒网制备方法,其特征在于,所述目标料带的材质为mesh材质。
4.根据权利要求1所述的听筒网制备方法,其特征在于,所述一次拉深的时间为9~15秒,拉深温度为115±5℃。
5.根据权利要求4所述的听筒网制备方法,其特征在于,所述第一拉深图案的拉深高度为0.5~0.55mm。
6.根据权利要求1、4或5所述的听筒网制备方法,其特征在于,所述二次拉深的时间为15±2秒,拉深温度为105±5℃。
7.根据权利要求6所述的听筒网制备方法,其特征在于,所述第二拉深图案的高度为0.65~0.7mm。
8.根据权利要求1所述的听筒网制备方法,其特征在于,所述目标胶带包括第一胶带和第二胶带,所述第二半成品叠放在所述第一胶带和所述第二胶带之间。
9.根据权利要求1或8所述的听筒网制备方法,其特征在于,所述热压模具的上模温度为100±10℃,所述热压模具的下模温度为110±10℃,所述热压模具的压合时间为15±2秒。
10.根据权利要求1所述的听筒网制备方法,其特征在于,所述对所述第三半成品进行外形冲压,得到听筒网成品,之后还包括:
技术总结
本发明公开了一种听筒网制备方法,包括将目标料带放置在第一拉深模具中进行一次拉深,以在目标料带上形成第一拉深图案,得到第一半成品;将第一半成品转移至第二拉深模具中进行二次拉深,以将第一拉深图案加工成第二拉深图案,得到第二半成品;将第二半成品转移至热压模具中,以将第二半成品与目标胶带进行压合,得到第三半成品;对第三半成品进行外形冲压,得到听筒网成品。本发明通过一次拉深形成第一拉深图案,然后在第一拉深图案的基础上进行二次拉深,形成听筒网所需的图案结构,可以避免出现一次拉深成型导致的网格破裂或拖网等不良现象。
技术研发人员:蒋小华,胡青松,陈矛,赵文军
受保护的技术使用者:达联精密电子(珠海)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!