耳机生产线多工位通用治具的制作方法
本技术涉及耳机生产治具,特别涉及一种耳机生产线多工位通用治具。
背景技术:
1、耳机包括入耳式和头戴式耳机等,现有的耳机制造过程中需要针对不同类型、型号的耳机采用非标准化定制的治具对耳机进行加工、组装焊接、测试。耳机在生产过程中通过生产线上不同治具装夹并在对应加工工位中完成加工工序。为此,企业需要定制和存放不同类型、型号的治具。
2、中国专利cn 202221867438.6公开一种耳机夹紧治具,耳机夹紧治具包括安装座和盖板,安装座设有第一限位槽,盖板与安装座转动连接,盖板面向安装座的侧部设有第二限位槽,当盖板盖设于安装座上时,第一限位槽与第二限位槽配合形成与待测耳机外形适配的仿形腔,盖板上设有通孔,通孔与第二限位槽连通,并与仿形腔内的待测耳机上的测试区域对应设置。仿形腔对待测耳机起到包围式的夹紧固定的作用,当通过通孔在待测耳机上的测试区域上施压时,待测耳机能够固定于仿形腔内而不会发生晃动,如此便能够提高耳机压感测试结果的准确性,从而有利于保证耳机压感灵敏度的一致性,即有利于保证用户使用耳机时压感体验的一致性。
3、耳机的专用治具一般为金属件,其开模精度要求较高,需要采用高精密cnc技术进行治具开模,其费用较高。成品治具不便于进行改造以适应多种类型、型号的耳机,大大增加了企业的制造成本。耳机在生产线上的不同加工工序需要把产品放置到对应的治具上进行加工,无法在生产线上流转导致治具开模数量大,生产成本高。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的“耳机在生产线上的不同加工工序需要把产品放置到对应的治具上进行加工,无法在生产线上流转导致治具开模数量大,生产成本高”的技术问题。为此,本实用新型提出一种耳机生产线多工位通用治具,治具能够承载待组装的产品在生产线各工位上依次流动并完成焊接组装。且治具模块化设计,便于后期根据不同产品进行改造,减少制造成本。
2、根据本实用新型的一些实施例的耳机生产线多工位通用治具,包括:
3、治具底座,所述治具底座的设置有承载部和连接部,所述承载部用于放置耳机部件,所述连接部与治具架连接,所述治具架分别与多组所述治具底座的所述连接部连接;
4、耳机治具模块,与所述承载部可拆卸连接,所述耳机治具模块内设置有与耳机轮廓相互匹配的容纳腔,待加工的耳机放置于所述容纳腔内,随所述治具底座在生产线各工位上流转并进行组装。
5、根据本实用新型的一些实施例,所述承载部和所述连接部一体成型,所述连接部远离所述承载部的一端设置有连接座,所述连接座与所述治具架连接,所述承载部的表面设置有与所述耳机治具模块连接的安装孔。
6、根据本实用新型的一些实施例,所述连接座从所述连接部的表面凸起设置,所述连接座的中部低于两端,形成定位槽,所述定位槽用于与治具架对位。
7、根据本实用新型的一些实施例,所述连接座的两端设置有连接孔,所述连接孔用于与所述治具架可拆卸连接,所述连接孔沿所述定位槽对称设置,用于提升所述连接部与所述治具架的连接强度。
8、根据本实用新型的一些实施例,所述承载部对应所述容纳腔的底部设置有耳壳限位圈,所述耳壳限位圈的直径为50mm~70mm之间,用于涵盖多种规格的待加工耳机壳。
9、根据本实用新型的一些实施例,所述承载部的周缘轮廓与所述耳机治具模块的周缘轮廓相互匹配。
10、根据本实用新型的一些实施例,所述容纳腔的一侧设置有穿线槽,所述穿线槽一端与所述容纳腔连通,另一端延伸至所述耳机治具模块的侧壁。
11、根据本实用新型的一些实施例,所述容纳腔的一侧设置有脱模槽,所述脱模槽的一端与所述容纳腔连通,另一端延伸至所述耳机治具模块的侧壁,所述脱模槽用于辅助耳机壳从所述容纳腔内脱出。
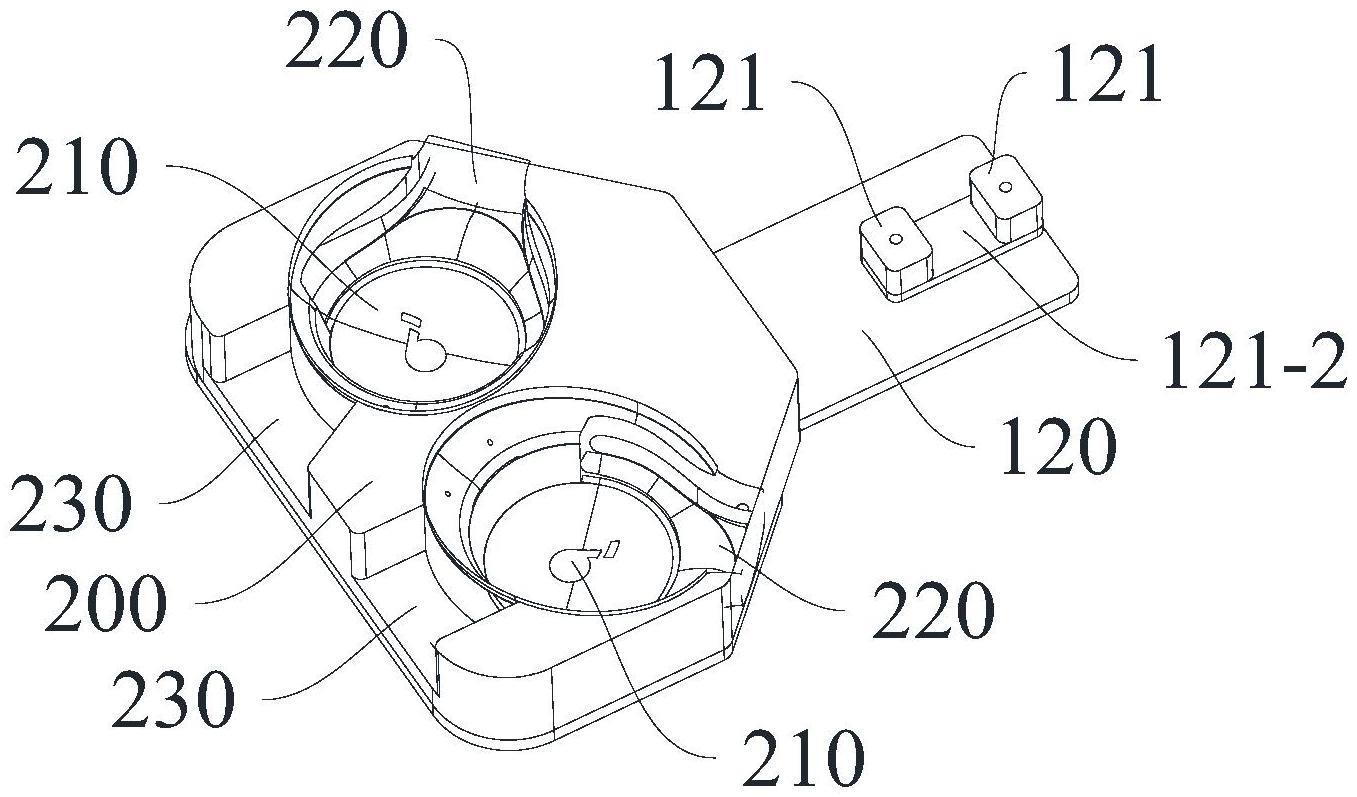
12、根据本实用新型的一些实施例,所述耳机治具模块对称设置有两组所述容纳腔。
13、根据本实用新型的一些实施例,所述承载部的厚度和所述连接部的厚度相等。
14、根据本实用新型的一些实施例的耳机生产线多工位通用治具,至少具有如下有益效果:所述耳机治具模块和所述治具底座能够根据耳机不同型号和规格更换对应的所述耳机治具模块,降低后期模具改造成本。多组所述治具底座通过所述连接部与所述治具架连接,所述治具架在生产线中流转同步带动各所述治具底座移动,耳机在不同工位加工时无需更换治具,提升生产效率。
15、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种耳机生产线多工位通用治具,其特征在于,包括:
2.根据权利要求1所述的耳机生产线多工位通用治具,其特征在于,所述承载部(110)和所述连接部(120)一体成型,所述连接部(120)远离所述承载部(110)的一端设置有连接座(121),所述连接座(121)与所述治具架连接,所述承载部(110)的表面设置有与所述耳机治具模块(200)连接的安装孔(111)。
3.根据权利要求2所述的耳机生产线多工位通用治具,其特征在于,所述连接座(121)从所述连接部(120)的表面凸起设置,所述连接座(121)的中部低于两端,形成定位槽(121-2),所述定位槽(121-2)用于与治具架对位。
4.根据权利要求3所述的耳机生产线多工位通用治具,其特征在于,所述连接座(121)的两端设置有连接孔(121-1),所述连接孔(121-1)用于与所述治具架可拆卸连接,所述连接孔(121-1)沿所述定位槽(121-2)对称设置,用于提升所述连接部(120)与所述治具架的连接强度。
5.根据权利要求1所述的耳机生产线多工位通用治具,其特征在于,所述承载部(110)对应所述容纳腔(210)的底部设置有耳壳限位圈(112),所述耳壳限位圈(112)的直径为50mm~70mm之间,用于涵盖多种规格的待加工耳机壳。
6.根据权利要求5所述的耳机生产线多工位通用治具,其特征在于,所述承载部(110)的周缘轮廓与所述耳机治具模块(200)的周缘轮廓相互匹配。
7.根据权利要求5所述的耳机生产线多工位通用治具,其特征在于,所述容纳腔(210)的一侧设置有穿线槽(220),所述穿线槽(220)一端与所述容纳腔(210)连通,另一端延伸至所述耳机治具模块(200)的侧壁。
8.根据权利要求5所述的耳机生产线多工位通用治具,其特征在于,所述容纳腔(210)的一侧设置有脱模槽(230),所述脱模槽(230)的一端与所述容纳腔(210)连通,另一端延伸至所述耳机治具模块(200)的侧壁,所述脱模槽(230)用于辅助耳机壳从所述容纳腔(210)内脱出。
9.根据权利要求1至8任意一项所述的耳机生产线多工位通用治具,其特征在于,所述耳机治具模块(200)对称设置有两组所述容纳腔(210)。
10.根据权利要求1至8任意一项所述的耳机生产线多工位通用治具,其特征在于,所述承载部(110)的厚度和所述连接部(120)的厚度相等。
技术总结
本技术公开了耳机生产线多工位通用治具,涉及耳机生产治具技术领域,包括治具底座,设置有承载部和连接部,用于放置耳机部件,连接部与治具架连接,治具架分别与多组治具底座的连接部连接;耳机治具模块,与承载部可拆卸连接,耳机治具模块内设置有与耳机轮廓相互匹配的容纳腔,待加工的耳机放置于容纳腔内,随治具底座在生产线各工位上流转并进行组装。根据本技术的耳机生产线多工位通用治具,耳机治具模块和治具底座能够根据耳机不同型号和规格更换对应的耳机治具模块,降低后期模具改造成本。多组治具底座通过连接部与治具架连接,治具架在生产线中流转同步带动各治具底座移动,耳机在不同工位加工时无需更换治具,提升生产效率。
技术研发人员:林坚诚,岑波
受保护的技术使用者:东莞市森麦声学科技有限公司
技术研发日:20230626
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!