一种耐腐蚀抗菌的热镀锌钢板及其生产方法与流程
1.本发明涉及热镀锌钢板技术领域,尤其涉及一种耐腐蚀抗菌的热镀锌钢板及其生产方法。
背景技术:
2.热镀锌板,将薄钢板浸入熔解的锌槽中,使其表面粘附一层锌的薄钢板,主要采用连续镀锌工艺生产,即把成卷的钢板连续浸在熔解有锌的镀槽中制成镀锌钢板;合金化镀锌钢板。这种钢板也是用热浸法制造,但在出槽后,立即把它加热到500℃左右,使其生成锌和铁的合金被膜,这种镀锌板具有良好的涂料的密着性和焊接性。
3.目前热镀锌钢板在使用的过程中,受到外界影响,其容易受到腐蚀,一旦受到腐蚀其表面就容易滋生细菌。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种耐腐蚀抗菌的热镀锌钢板及其生产方法。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种耐腐蚀抗菌的热镀锌钢板,包括钢板本体,所述钢板本体的两侧外壁均镀有锌层,且两个锌层的两侧外壁均涂覆有耐磨层,所述钢板本体的两边外壁均固定有同一个加强钢片,且加强钢片的两侧外壁均开设有等距离分布的填充槽,所述填充槽的内壁填充有抗菌填料,且耐磨钢片的外壁涂覆有耐腐蚀层;
7.优选的,所述抗菌填料为抗菌氟碳涂料,且加强钢板材质与钢板本体的材质相同。
8.优选的,所述加强钢片的厚度为5-10mm,且抗菌填料的厚度与加强钢片的厚度相同。
9.优选的,所述耐磨层为碳化钨合金涂层,且耐磨层的厚度为1-2mm。
10.优选的,所述耐腐蚀层为聚四氟乙烯涂层,且耐腐蚀层的厚度为1-1.5mm。
11.一种耐腐蚀抗菌的热镀锌钢板的制备方法,包括以下步骤:
12.s1:取原料进行开卷并矫直,然后进行裁切得到钢板本体和加强钢片,钢板本体的化学成分重量百分比含量如下:c:1.3-1.8%、si:0.08-0.1%、mn:0.9-1.5%、al:0.4-0.8%、p≤0.003%、s≤0.004%、cr≤1.3%、mo≤0.6%,余量为fe和不可避免的杂质,余量为fe和不可避免的杂质;
13.s2:对s1中的钢板本体进行脱脂和酸洗,然后送入热风室加热固化炉进行烘干,取出后对钢板本体进行锌锅镀锌工序,即可得到锌层,然后再送入热风室加热固化炉进行烘干,即可得到热镀锌钢板;
14.s3:对s2中的锌层表面涂覆一层耐磨层,并送入热风室加热固化炉进行烘干,然后将s1中的加强钢片与钢材本体焊接在一起,再通过打孔机对加强钢片的表面开设多个填充槽;
15.s4:在多个填充槽内填充抗菌材料,送入热风室加热固化炉进行烘干,然后在多个抗菌材料的表面和加强钢片的表面涂覆一层耐腐蚀层,再次送入热风室加热固化炉进行烘干,即可得到耐腐蚀抗菌的热镀锌钢板。
16.本发明的有益效果为:
17.1、本耐腐蚀抗菌的热镀锌钢板,多个抗菌填料主要采用抗菌氟碳涂料,在抗菌的同时还具有优良的防腐蚀性能,耐腐蚀层主要采用碳化钨合金涂层,进一步的增强了本钢板的防腐蚀性能;
18.2、本耐腐蚀抗菌的热镀锌钢板,在锌层的表面涂覆一层耐磨层,增强了密封性,可让锌层不受外界影响,避免氧化,设置了加强钢片,增强了整体了稳定性。
附图说明
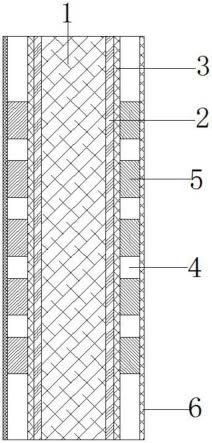
19.图1为本发明提出的一种耐腐蚀抗菌的热镀锌钢板的结构示意图。
20.图中:1钢板本体、2锌层、3耐磨层、4耐磨钢片、5抗菌填料、6耐腐蚀层。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
22.实施例1,参照图1,取原料进行开卷并矫直,然后进行裁切得到钢板本体和加强钢片,钢板本体的化学成分重量百分比含量如下:c:1.3%、si:0.08%、mn:0.9%、al:0.4%、p:0.001%、s:0.001%、cr:0.6%、mo:0.2%,余量为fe和不可避免的杂质,余量为fe和不可避免的杂质。
23.对钢板本体进行脱脂和酸洗,然后送入热风室加热固化炉进行烘干,取出后对钢板本体进行锌锅镀锌工序,即可得到锌层,然后再送入热风室加热固化炉进行烘干,即可得到热镀锌钢板;
24.对锌层表面涂覆一层耐磨层,并送入热风室加热固化炉进行烘干,然后将s1中的加强钢片与钢材本体焊接在一起,再通过打孔机对加强钢片的表面开设多个填充槽;
25.在多个填充槽内填充抗菌材料,送入热风室加热固化炉进行烘干,然后在多个抗菌材料的表面和加强钢片的表面涂覆一层耐腐蚀层,再次送入热风室加热固化炉进行烘干,即可得到耐腐蚀抗菌的热镀锌钢板。
26.实施例2,参照图1,取原料进行开卷并矫直,然后进行裁切得到钢板本体和加强钢片,钢板本体的化学成分重量百分比含量如下:c:1.8%、si:0.1%、mn:01.5%、al:0.8%、p:0.003%、s:0.004%、cr:1.3%、mo:0.6%,余量为fe和不可避免的杂质,余量为fe和不可避免的杂质。
27.对钢板本体进行脱脂和酸洗,然后送入热风室加热固化炉进行烘干,取出后对钢板本体进行锌锅镀锌工序,即可得到锌层,然后再送入热风室加热固化炉进行烘干,即可得到热镀锌钢板;
28.对的锌层表面涂覆一层耐磨层,并送入热风室加热固化炉进行烘干,然后将s1中的加强钢片与钢材本体焊接在一起,再通过打孔机对加强钢片的表面开设多个填充槽;
29.在多个填充槽内填充抗菌材料,送入热风室加热固化炉进行烘干,然后在多个抗
菌材料的表面和加强钢片的表面涂覆一层耐腐蚀层,再次送入热风室加热固化炉进行烘干,即可得到耐腐蚀抗菌的热镀锌钢板。
30.在实施例1中随即抽取一个热镀锌钢板a1和在实施例2中随即抽取一个热镀锌钢板a2,在耐腐蚀实验,可得出a2的耐腐蚀性高于a1,在抗菌实验中,可得出a2抗菌性与a1抗菌性相同,故可得出实施例2中热镀锌钢板性能更为良好。
31.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种耐腐蚀抗菌的热镀锌钢板,包括钢板本体(1),其特征在于,所述钢板本体(1)的两侧外壁均镀有锌层(2),且两个锌层(2)的两侧外壁均涂覆有耐磨层(3),所述钢板本体(1)的两边外壁均固定有同一个加强钢片(4),且加强钢片(4)的两侧外壁均开设有等距离分布的填充槽,所述填充槽的内壁填充有抗菌填料(5),且耐磨钢片(4)的外壁涂覆有耐腐蚀层(6)。2.根据权利要求1所述的一种耐腐蚀抗菌的热镀锌钢板,其特征在于,所述抗菌填料(5)为抗菌氟碳涂料,且加强钢板(4)材质与钢板本体(1)的材质相同。3.根据权利要求1所述的一种耐腐蚀抗菌的热镀锌钢板,其特征在于,所述加强钢片(4)的厚度为5-10mm,且抗菌填料(5)的厚度与加强钢片(4)的厚度相同。4.根据权利要求1所述的一种耐腐蚀抗菌的热镀锌钢板,其特征在于,所述耐磨层(3)为碳化钨合金涂层,且耐磨层(3)的厚度为1-2mm。5.根据权利要求1所述的一种耐腐蚀抗菌的热镀锌钢板,其特征在于,所述耐腐蚀层(6)为聚四氟乙烯涂层,且耐腐蚀层(6)的厚度为1-1.5mm。6.一种耐腐蚀抗菌的热镀锌钢板的制备方法,其特征在于,包括以下步骤:s1:取原料进行开卷并矫直,然后进行裁切得到钢板本体(1)和加强钢片(4),钢板本体(1)的化学成分重量百分比含量如下:c:1.3-1.8%、si:0.08-0.1%、mn:0.9-1.5%、al:0.4-0.8%、p≤0.003%、s≤0.004%、cr≤1.3%、mo≤0.6%,余量为fe和不可避免的杂质,余量为fe和不可避免的杂质;s2:对s1中的钢板本体(1)进行脱脂和酸洗,然后送入热风室加热固化炉进行烘干,取出后对钢板本体(1)进行锌锅镀锌工序,即可得到锌层(2),然后再送入热风室加热固化炉进行烘干,即可得到热镀锌钢板;s3:对s2中的锌层(2)表面涂覆一层耐磨层(3),并送入热风室加热固化炉进行烘干,然后将s1中的加强钢片(4)与钢材本体(1)焊接在一起,再通过打孔机对加强钢片(4)的表面开设多个填充槽;s4:在多个填充槽内填充抗菌材料(5),送入热风室加热固化炉进行烘干,然后在多个抗菌材料(5)的表面和加强钢片(4)的表面涂覆一层耐腐蚀层(6),再次送入热风室加热固化炉进行烘干,即可得到耐腐蚀抗菌的热镀锌钢板。
技术总结
本发明涉及热镀锌钢板技术领域,尤其涉及一种耐腐蚀抗菌的热镀锌钢板及其生产方法,包括钢板本体,所述钢板本体的两侧外壁均镀有锌层,且两个锌层的两侧外壁均涂覆有耐磨层,所述钢板本体的两边外壁均固定有同一个加强钢片,且加强钢片的两侧外壁均开设有等距离分布的填充槽,所述填充槽的内壁填充有抗菌填料,且耐磨钢片的外壁涂覆有耐腐蚀层。本发明多个抗菌填料主要采用抗菌氟碳涂料,在抗菌的同时还具有优良的防腐蚀性能,耐腐蚀层主要采用碳化钨合金涂层,进一步的增强了本钢板的防腐蚀性能,在锌层的表面涂覆一层耐磨层,增强了密封性,可让锌层不受外界影响,避免氧化,设置了加强钢片,增强了整体了稳定性。增强了整体了稳定性。增强了整体了稳定性。
技术研发人员:刘康
受保护的技术使用者:山东富海材料科技有限公司
技术研发日:2022.09.05
技术公布日:2022/12/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1