一种仿皮复合材料及压缩注塑制造方法与流程
1.本发明涉及3c数码产品技术领域,具体为一种仿皮复合材料及压缩注塑制造方法。
背景技术:
2.3c数码产品的外壳上通常会采用表面贴皮和喷涂手感漆的方法,以提高产品的手感和质感,但贴皮和喷涂手感漆的外壳在长期使用后,由于不同材质间的贴合程度不够紧密,导致产品表面容易出现分层或脱落现象;同时,该方法在实际应用时,需要增加贴合和喷涂工艺,这会提高产品的生产成本,降低生产效率;其次,贴皮和喷涂手感漆提升的是产品的手感和质感,对于产品外观的提升没有明显的效果。
技术实现要素:
3.本发明的目的在于提供一种仿皮复合材料及压缩注塑制造方法,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种仿皮复合材料,包括表面膜、注塑层和底膜,所述底膜包括第二pc层和工艺层,第二pc层的下表面设置有工艺层,第二pc层的上表面设置有注塑层,注塑层的上表面设置有表面膜,表面膜包括tpu层和第一pc层,且第一pc层设置于注塑层的上表面,第一pc层的上表面设置有tpu层。
5.优选的,所述工艺层包括纹理层、电镀层和丝印层,第二pc层的下表面设置有纹理层,纹理层的下表面设置有电镀层,电镀层的下表面设置有丝印层。
6.优选的,所述表面膜的厚度为0.2-0.3mm,注塑层的厚度为0.4-0.5mm,底膜的厚度为0.125-0.15mm。
7.一种仿皮复合材料的压缩注塑制造方法,包括步骤一,制备表面膜;步骤二,制备底膜;步骤三,冲切成型;步骤四,压缩注塑;步骤五,精雕加工;
8.其中上述步骤一中,选用tpu和pc共挤复合制成表面膜;
9.其中上述步骤二中,选用pc膜片作为第二pc层,在第二pc层的一个表面上制作出工艺层,即依次制作纹理层、电镀层和丝印层,得到底膜;
10.其中上述步骤三中,取上述步骤中所制备的表面膜和底膜,经冲切后制成所需的外形尺寸;
11.其中上述步骤四中,将步骤三中冲切成型的表面膜放入前模,使tpu层与模具面接触,将步骤三中冲切成型的底膜放入后模,使工艺层与模具面接触,选用pc颗粒,将其熔化后注入模具中,进行一体压缩注塑,形成注塑层,得到成品仿皮复合材料;
12.其中上述步骤五中,取步骤四中所制备的成品仿皮复合材料,采用cnc精雕机加工出所需外形结构,得到所需的产品。
13.cnc精雕机采用的是深圳市久久犇自动化设备股份有限公司的型号js-t660-v2.3的智能雕铣机进行加工。
14.优选的,所述步骤二中,纹理层采用uv转印技术制作,电镀层采用光学镀膜技术制作,丝印层采用丝印技术制作。
15.优选的,所述步骤二中,第二pc层上可丝印产品logo。
16.优选的,所述步骤四中,前模的模具面上设置有产品纹理。
17.与现有技术相比,本发明的有益效果是:本发明相较于贴皮和喷涂手感漆的产品,采用一体压缩注塑工艺,制成免贴合一体成型仿皮产品,免去了贴合和喷涂工艺,从而降低生产成本,提高了生产效率;本发明的表面膜、注塑层和底膜的结合位置采用相同的pc材质,能有效提高片层间结合的紧密性,避免出现离层或脱落问题;本发明通过工艺层,可以实现任意颜色和各种光学纹理效果,解决了贴皮和喷涂手感漆外观单调问题。
附图说明
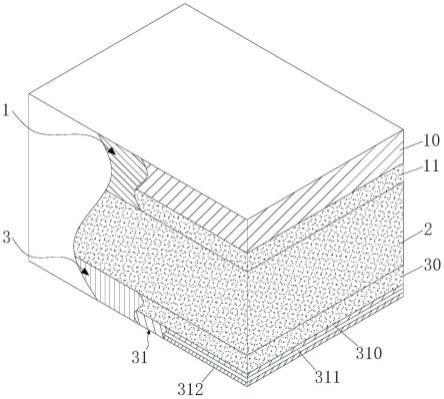
18.图1为本发明的整体立体剖切结构示意图;
19.图2为本发明的方法流程图;
20.图中:1、表面膜;10、tpu层;11、第一pc层;2、注塑层;3、底膜;30、第二pc层;31、工艺层;310、纹理层;311、电镀层;312、丝印层。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.请参阅图1,本发明提供的一种实施例:一种仿皮复合材料,包括表面膜1、注塑层2和底膜3,底膜3包括第二pc层30和工艺层31,第二pc层30的下表面设置有工艺层31,第二pc层30的上表面设置有注塑层2,注塑层2的上表面设置有表面膜1,表面膜1包括tpu层10和第一pc层11,且第一pc层11设置于注塑层2的上表面,第一pc层11的上表面设置有tpu层10;工艺层31包括纹理层310、电镀层311和丝印层312,第二pc层30的下表面设置有纹理层310,纹理层310的下表面设置有电镀层311,电镀层311的下表面设置有丝印层312;表面膜1的厚度为0.2-0.3mm,注塑层2的厚度为0.4-0.5mm,底膜3的厚度为0.125-0.15mm。
23.请参阅图2,本发明提供的一种实施例:一种仿皮复合材料的压缩注塑制造方法,包括步骤一,制备表面膜;步骤二,制备底膜;步骤三,冲切成型;步骤四,压缩注塑;步骤五,精雕加工;
24.其中上述步骤一中,选用tpu和pc共挤复合制成表面膜1;
25.其中上述步骤二中,选用pc膜片作为第二pc层30,在第二pc层30的一个表面上丝印产品logo,并制作出工艺层31,即依次制作纹理层310、电镀层311和丝印层312,得到底膜3;其中,纹理层310采用uv转印技术制作,电镀层311采用光学镀膜技术制作,丝印层312采用丝印技术制作;
26.其中上述步骤三中,取上述步骤中所制备的表面膜1和底膜3,经冲切后制成所需的外形尺寸;
27.其中上述步骤四中,将步骤三中冲切成型的表面膜1放入前模,使tpu层10与带有
产品纹理的模具面接触,将步骤三中冲切成型的底膜3放入后模,使工艺层31与模具面接触,选用pc颗粒,将其熔化后注入模具中,进行一体压缩注塑,形成注塑层2,得到成品仿皮复合材料;
28.其中上述步骤五中,取步骤四中所制备的成品仿皮复合材料,采用cnc精雕机加工出所需外形结构,得到所需的产品。
29.利用上述实施例中所提供的仿皮复合材料及压缩注塑制造方法制备3d手机后盖,对其进行可靠性测试,结果如下表:
30.[0031][0032]
基于上述,本发明的优点在于,本发明首先通过采用tpu和pc共挤复合制成表面膜1,然后利用表面处理工艺在第二pc层30上制备出工艺层31,得到底膜3,最后将表面膜1和底膜3通过注塑工艺熔融一体成型,使第一pc层11和第二pc层30通过注塑层2紧密结合,从而使产品结构更为紧密,同时,tpu层10可实现表面膜1的皮质手感,纹理层310和电镀层311可实现各种光学纹理效果,丝印层312可实现任意颜色;其中,第一pc层11、第二pc层30和注塑层2均为透明层。
[0033]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1