一种防火板连续生产设备的制作方法
本技术涉及耐火建材生产,具体的涉及一种防火板连续生产设备。
背景技术:
1、防火板是表面装饰用耐火建材,主要用于建筑墙体,屋面保温,复合板保温,冷库、空调、车辆、船舶的防火隔热,保温采暖,装潢雕刻等用途非常广泛。但是现有的防火板生产设备生产效率较低,每道工序结束后都需要进行搬运至下道工序继续进行加工,因此为了解决此问题设计一种防火板连续生产设备则显得尤为重要。
技术实现思路
1、本实用新型为了解决上述问题设计了一种防火板连续生产设备,通过采用上述结构可以自动连续完成对防火板的生产,大大提高了工作效率;而且可以根据调节输送进预成型辊组的预浸料的层数来调节成型后板材的厚度,起到了增加实用性能的作用。
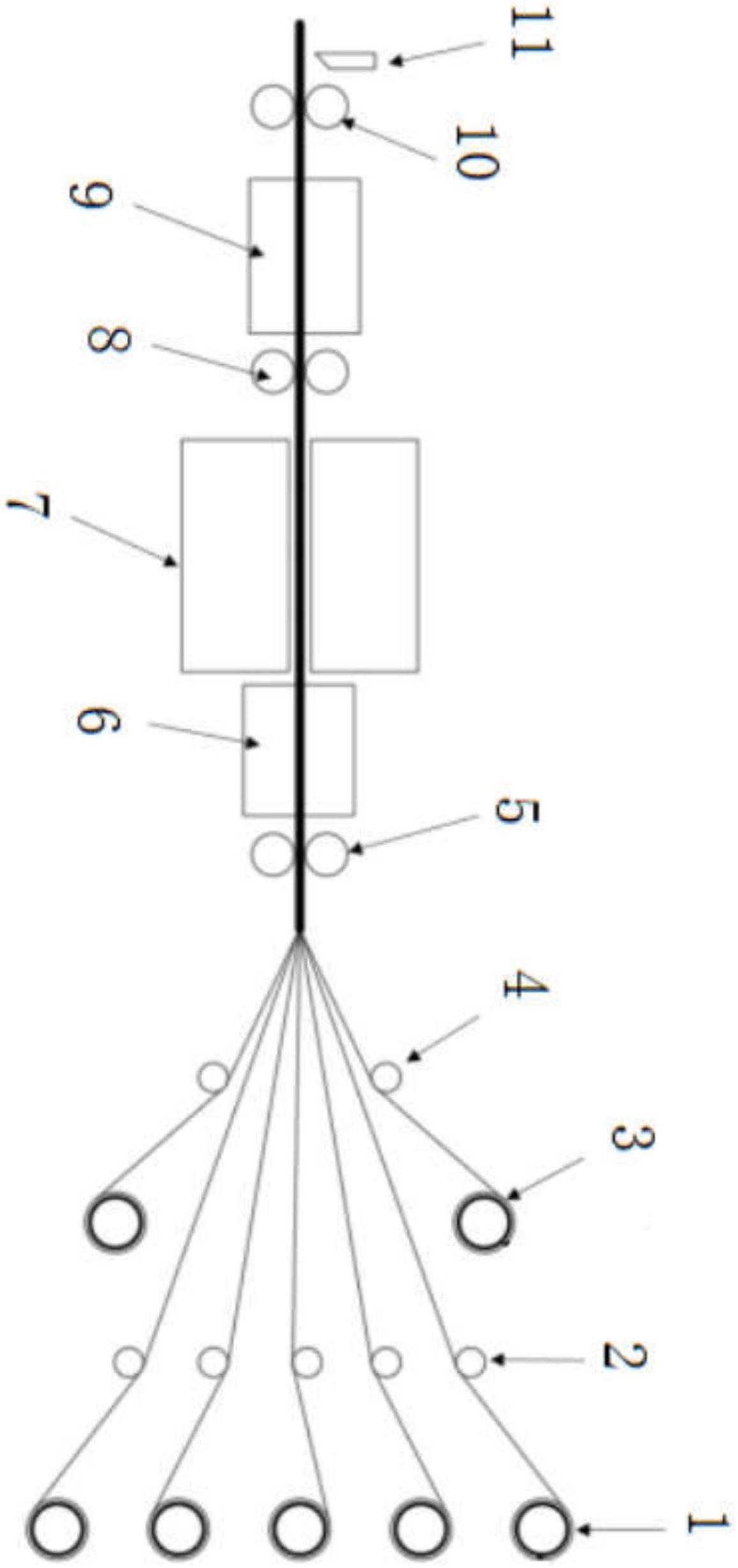
2、为解决上述的技术问题,本实用新型提供了一种防火板连续生产设备,其特征在于:包括第一张力辊组、第二张力辊组、第一导向辊、第二导向辊、预成型辊组、第一冷却装置、板材挤压成型装置、成型件导向夹持辊组、第二冷却装置、传动辊组和板材裁切装置,所述的第一张力辊组、第二张力辊组、预成型辊组、第一冷却装置、板材挤压成型装置、成型件导向夹持辊组、第二冷却装置、传动辊组和板材裁切装置从右往左依次设置,所述的第一张力辊组上套设有预浸料筒,预浸料筒上的预浸料通过第一导向辊向预成型辊组输送,所述的第二张力辊组设置有两个,两个第二张力辊组呈“一”字型排列,所述的第二张力辊组上套设有装饰纸料筒,两个装饰纸料筒上的装饰纸各通过一个第二导向辊覆盖在预浸料的上下表面并与预浸料一起向预成型辊组输送,两个装饰纸料筒上的装饰纸通过预成型辊组复合在预浸料的上下表面形成初始防火板,初始防火板在预成型辊组的作用下穿过第一冷却装置进入板材挤压成型装置,通过板材挤压成型装置进行挤压成型,成型后的防火板在成型件导向夹持辊组的作用下穿过第二冷却装置并在传动辊组的作用下输送入板材裁切装置,通过板材裁切装置进行裁切。
3、进一步:所述的第一张力辊组设置有五个,五个第一张力辊组呈“一”字型排列,五个第一张力辊组上的预浸料各通过一个第一导向辊复合在一起一同向预成型辊组进行输送,五个第一张力辊组上的预浸料从上到下复合在一起,两个装饰纸料筒上的装饰纸分别复合在最上层预浸料的上表面以及最下层预浸料的下表面。
4、又进一步:所述的第一张力辊组和所述的第二张力辊组都是由u型安装架、装料辊筒、张力调节辊轴和导向辊轴所组成,所述的导向辊轴、张力调节辊轴和装料辊筒从左往右依次安装在u型安装架内,所述u型安装架的左端呈敞开状,所述的装料辊筒上可拆卸地套设有预浸料筒或装饰纸料筒,预浸料筒上的预浸料以及装饰纸料筒上的装饰纸沿着导向辊轴向预成型辊组输送,所述的张力调节辊轴通过调节机构与预浸料筒上的预浸料或者装饰纸料筒上的装饰纸相接触,所述的调节机构包括调节板、调节螺栓、第一导杆和第一弹簧,所述的调节板水平设置在u型安装架内,所述的张力调节辊轴安装在调节板的底部,所述调节板正上方的u型安装架上开设有与调节螺栓相匹配的螺纹通孔,所述的调节螺栓穿过螺纹通孔并活动连接在调节板的顶部,所述的第一导杆竖直固定在调节板的顶部,所述第一导杆的上端穿过u型安装架并与其活动连接,所述的调节板通过第一弹簧与u型安装架相连,所述的第一弹簧环绕在第一导杆的外侧。
5、又进一步:所述的预成型辊组是由第一安装框体、下成型辊、上成型辊、挤压板和电动缸所组成,所述的第一安装框体固定在第一支撑架上,所述第一安装框体的左右两端开设有用于初始防火板进出的第一通槽,所述的下成型辊设置在第一安装框体内,所述的上成型辊位于下成型辊的正上方并安装在挤压板的底部,所述的挤压板水平设置在第一安装框体内,所述的电动缸安装在第一安装框体的顶部并且其的出轴端伸入至第一安装框体内与挤压板相连。
6、又进一步:所述的成型件导向夹持辊组包括第二安装框体、第一下支撑辊、第一上支撑辊、第一旋转驱动电机,所述的第二安装框体固定在第二支撑架上,所述第二安装框体的左右两侧都开设有用于成型后防火板穿过的第二通槽,所述的第一下支撑辊设置有两个,两个第一下支撑辊水平固定在第二安装框体内,所述的第一上支撑辊设置在两个第一下支撑辊之间,所述的第一上支撑辊的高度高于第一下支撑辊并且其通过升降机构连接在第二安装框体内的顶部,所述的第一上支撑辊与第一旋转驱动电机相连并通过第一旋转驱动电机驱动进行旋转。
7、又进一步:所述的升降机构包括第一升降板、第一螺杆、第一导向杆和第二弹簧,所述的第一升降板水平设置在第二安装框体内,所述的第一上支撑辊连接在第一升降板的底部,所述的第一螺杆和第一导向杆分别竖直固定在第一升降板的顶部,所述第一螺杆远离第一升降板的一端以及第一导向杆远离第一升降板的一端分别伸出至第二安装框体外部,所述第二安装框体内外两侧的第一螺杆上各连接有一个锁紧螺母,所述的第二安装框体通过内外两侧的锁紧螺母夹紧固定在第一螺杆上,所述的第一导向杆与第二安装框体活动连接,所述的第一升降板还通过第一弹簧与第二安装框体相连,所述的第一弹簧环绕在第一导向杆的外侧。
8、又进一步:所述的第一冷却装置和所述的第二冷却装置都为风冷装置。
9、又进一步:所述的传动辊组包括第三安装框体、第二下支撑辊、第二上支撑辊、第二升降板、第二导杆、第三弹簧和第二旋转驱动电机,所述的第二下支撑辊设置在第三安装框体内并与第二旋转驱动电机相连,所述的第二上支撑辊连接在第二升降板的底部并位于第二下支撑辊的正上方,所述的第二导杆竖直固定在第二升降板的顶部,所述第二导杆的上端穿过第三安装框体并与其活动连接,所述的第三弹簧环绕在第二导杆的外侧并且其的两端分别与第三安装框体和第二升降板相连,所述第三安装框体的左右两端开设有用于成型防火板进出的第三通槽。
10、再进一步:所述的板材挤压成型装置是由上模具和下模具所组成,所述的下模具固定在工作台上,所述的上模具设置在下模具的正上方并与合模电动缸相连,所述的上模具通过合模电动缸驱动与下模具配合进行挤压成型。
11、采用上述结构后,本实用新型通过采用上述结构可以自动连续完成对防火板的生产,大大提高了工作效率;而且可以根据调节输送进预成型辊组的预浸料的层数来调节成型后板材的厚度,起到了增加实用性能的作用。
技术特征:
1.一种防火板连续生产设备,其特征在于:包括第一张力辊组(1)、第二张力辊组(3)、第一导向辊(2)、第二导向辊(4)、预成型辊组(5)、第一冷却装置(6)、板材挤压成型装置(7)、成型件导向夹持辊组(8)、第二冷却装置(9)、传动辊组(10)和板材裁切装置(11),所述的第一张力辊组(1)、第二张力辊组(3)、预成型辊组(5)、第一冷却装置(6)、板材挤压成型装置(7)、成型件导向夹持辊组(8)、第二冷却装置(9)、传动辊组(10)和板材裁切装置(11)从右往左依次设置,所述的第一张力辊组上套设有预浸料筒,预浸料筒上的预浸料通过第一导向辊向预成型辊组输送,所述的第二张力辊组设置有两个,两个第二张力辊组呈“一”字型排列,所述的第二张力辊组上套设有装饰纸料筒。
2.根据权利要求1所述的一种防火板连续生产设备,其特征在于:所述的第一张力辊组设置有五个,五个第一张力辊组呈“一”字型排列,五个第一张力辊组上的预浸料各通过一个第一导向辊(2)复合在一起一同向预成型辊组进行输送,五个第一张力辊组上的预浸料从上到下复合在一起,两个装饰纸料筒上的装饰纸分别复合在最上层预浸料的上表面以及最下层预浸料的下表面。
3.根据权利要求1所述的一种防火板连续生产设备,其特征在于:所述的第一张力辊组和所述的第二张力辊组都是由u型安装架(12)、装料辊筒(13)、张力调节辊轴(14)和导向辊轴(15)所组成,所述的导向辊轴、张力调节辊轴和装料辊筒从左往右依次安装在u型安装架内,所述u型安装架的左端呈敞开状,所述的装料辊筒上可拆卸地套设有预浸料筒或装饰纸料筒,预浸料筒上的预浸料以及装饰纸料筒上的装饰纸沿着导向辊轴向预成型辊组输送,所述的张力调节辊轴通过调节机构与预浸料筒上的预浸料或者装饰纸料筒上的装饰纸相接触,所述的调节机构包括调节板(16)、调节螺栓(18)、第一导杆(17)和第一弹簧(19),所述的调节板水平设置在u型安装架内,所述的张力调节辊轴安装在调节板的底部,所述调节板正上方的u型安装架上开设有与调节螺栓相匹配的螺纹通孔,所述的调节螺栓穿过螺纹通孔并活动连接在调节板的顶部,所述的第一导杆竖直固定在调节板的顶部,所述第一导杆的上端穿过u型安装架并与其活动连接,所述的调节板通过第一弹簧与u型安装架相连,所述的第一弹簧环绕在第一导杆的外侧。
4.根据权利要求1所述的一种防火板连续生产设备,其特征在于:所述的预成型辊组是由第一安装框体(20)、下成型辊(21)、上成型辊(22)、挤压板(23)和电动缸(24)所组成,所述的第一安装框体固定在第一支撑架上,所述第一安装框体的左右两端开设有用于初始防火板进出的第一通槽,所述的下成型辊设置在第一安装框体内,所述的上成型辊位于下成型辊的正上方并安装在挤压板的底部,所述的挤压板水平设置在第一安装框体内,所述的电动缸安装在第一安装框体的顶部并且其的出轴端伸入至第一安装框体内与挤压板相连。
5.根据权利要求1所述的一种防火板连续生产设备,其特征在于:所述的成型件导向夹持辊组包括第二安装框体(25)、第一下支撑辊(26)、第一上支撑辊(27)、第一旋转驱动电机,所述的第二安装框体固定在第二支撑架上,所述第二安装框体的左右两侧都开设有用于成型后防火板穿过的第二通槽,所述的第一下支撑辊设置有两个,两个第一下支撑辊水平固定在第二安装框体内,所述的第一上支撑辊设置在两个第一下支撑辊之间,所述的第一上支撑辊的高度高于第一下支撑辊并且其通过升降机构连接在第二安装框体内的顶部,所述的第一上支撑辊与第一旋转驱动电机相连并通过第一旋转驱动电机驱动进行旋转。
6.根据权利要求5所述的一种防火板连续生产设备,其特征在于:所述的升降机构包括第一升降板(28)、第一螺杆(31)、第一导向杆(30)和第二弹簧(29),所述的第一升降板水平设置在第二安装框体内,所述的第一上支撑辊连接在第一升降板的底部,所述的第一螺杆和第一导向杆分别竖直固定在第一升降板的顶部,所述第一螺杆远离第一升降板的一端以及第一导向杆远离第一升降板的一端分别伸出至第二安装框体外部,所述第二安装框体内外两侧的第一螺杆上各连接有一个锁紧螺母,所述的第二安装框体通过内外两侧的锁紧螺母夹紧固定在第一螺杆上,所述的第一导向杆与第二安装框体活动连接,所述的第一升降板还通过第一弹簧与第二安装框体相连,所述的第一弹簧环绕在第一导向杆的外侧。
7.根据权利要求1所述的一种防火板连续生产设备,其特征在于:所述的第一冷却装置和所述的第二冷却装置都为风冷装置。
8.根据权利要求1所述的一种防火板连续生产设备,其特征在于:所述的传动辊组包括第三安装框体(32)、第二下支撑辊(33)、第二上支撑辊(34)、第二升降板(35)、第二导杆(37)、第三弹簧(36)和第二旋转驱动电机,所述的第二下支撑辊设置在第三安装框体内并与第二旋转驱动电机相连,所述的第二上支撑辊连接在第二升降板的底部并位于第二下支撑辊的正上方,所述的第二导杆竖直固定在第二升降板的顶部,所述第二导杆的上端穿过第三安装框体并与其活动连接,所述的第三弹簧环绕在第二导杆的外侧并且其的两端分别与第三安装框体和第二升降板相连,所述第三安装框体的左右两端开设有用于成型防火板进出的第三通槽。
9.根据权利要求1所述的一种防火板连续生产设备,其特征在于:所述的板材挤压成型装置是由上模具和下模具所组成,所述的下模具固定在工作台上,所述的上模具设置在下模具的正上方并与合模电动缸相连,所述的上模具通过合模电动缸驱动与下模具配合进行挤压成型。
技术总结
本技术涉及一种防火板连续生产设备,其特征在于:包括第一张力辊组、第二张力辊组、第一导向辊、第二导向辊、预成型辊组、第一冷却装置、板材挤压成型装置、成型件导向夹持辊组、第二冷却装置、传动辊组和板材裁切装置,所述的第一张力辊组、第二张力辊组、预成型辊组、第一冷却装置、板材挤压成型装置、成型件导向夹持辊组、第二冷却装置、传动辊组和板材裁切装置从右往左依次设置,所述的第一张力辊组上套设有预浸料筒,预浸料筒上的预浸料通过第一导向辊向预成型辊组输送。本设计通过采用上述结构可以自动连续完成对防火板的生产,大大提高了工作效率。
技术研发人员:杨洁,何利万,田益明,黄振振,刘席,郭皖莹
受保护的技术使用者:中复(常州)新材料有限公司
技术研发日:20220922
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!