一种散热膜贴合设备及工艺的制作方法
本发明涉及散热膜的,具体而言,涉及一种散热膜贴合设备及工艺。
背景技术:
1、散热膜是应用于手机屏幕下方的结构组件,因市场对手机屏幕显示功能及要求的提高,散热膜结构随市场需求变化而变化,sus散热膜是处理散热还具有强支撑结构的散热膜,因sus厚度为0.1mm,且硬度达到380hv,设备切割sus会有严重的毛刺和披锋(0.2mm以上),毛刺会造成屏幕刺穿,所以模切工艺及设备无法满足sus散热膜产品的工艺要求,需要新工艺及设备满足产品结构及市场需求。
2、现有技术针对sus散热膜的加工过程存在以下问题:
3、模切工艺过程中因0.1mmsus的硬度达到380hv,模切工艺的模具刀锋较为脆弱,即使进口钢材硬度热处理后才hrc65,加工几千片就损坏一把模具,而且费用昂贵,配合复杂的模切工艺,频繁换模具调机损耗的成本非常高。
4、在手工组装工艺过程中,手工组装是将sus进行蚀刻加工,在用模切工艺完成其他层料的加工,最后用治具手工组装,因产品对组装的精密度要求较高,手工多人配合贴合效率每小时不到100pcs,且人工造成的贴合不良率较高。
技术实现思路
1、本发明的目的在于提供一种散热膜贴合设备及工艺,用以实现提高散热膜贴合效率,降低不良率的技术效果。
2、本发明通过以下技术方案实现:包括第一输送机构、第二输送机构和搬运机构;所述第二输送机构至少有一组;
3、所述第一输送机构和所述第二输送机构均包括用于输送物料的牵引料带,所述牵引料带牵动物料在横向方向移动;
4、所述搬运机构设于所述第一输送机构和所述第二输送机构之间,所述搬运机构包括用于吸取物料的吸盘和用于带动所述吸盘移动的搬运组件,以使将所述第二输送机构输送的物料吸取并纵向移动至所述第一输送机构物料上进行贴合。
5、为了更好的实现本发明,进一步的,
6、所述搬运组件包括纵移固定架,所述纵移固定架上设有滑轨,所述滑轨上滑动配合有纵移滑块,所述纵移滑块的侧壁连接有驱动气缸,所述驱动气缸的伸缩端连接有吸盘,以使所述吸盘能够在纵移固定架的纵向方向移动和能够在纵移固定架的竖向方向移动。
7、为了更好的实现本发明,进一步的,
8、所述第一输送机构的牵引料带分设为输送部和贴合部,所述贴合部对应设有贴合组件,所述贴合组件包括上顶气缸,所述上顶气缸的伸缩端设有排气泡贴合滚轮,所述排气泡贴合滚轮与所述牵引料带接触。
9、为了更好的实现本发明,进一步的,
10、所述搬运机构还包括定位器和纠偏组件,
11、所述定位器设置在纵移固定架的侧壁,位于所述第一输送机构的牵引料带上方,用于校对所述贴合部的贴合位置;
12、所述纠偏组件设置于所述第一输送机构和所述第二输送机构之间,且位于所述吸盘的下方,所述纠偏组件由两个纠偏器构成,两个所述纠偏器并排设置。
13、为了更好的实现本发明,进一步的,
14、所述第一输送机构和所述第二输送机构的一端部还包括设于所述牵引料带上的剥刀和用于收卷废膜的收卷轴。
15、一种散热膜贴合工艺,
16、包括权利要求1所述散热膜贴合设备,所述散热膜由铜箔石墨层、sus钢片和保护膜层从下至上贴合而成,所述第一输送机构用于输送铜箔石墨层,所述第二输送机构有2个,分别用于输送sus钢片和保护膜层,且2个所述第二输送机构分别设于所述第一输送机构的侧部,通过所述搬运机构将物料搬运至第一输送机构上;输送所述sus钢片的所述第二输送机构位于输送所述保护膜层的所述第二输送机构的前方,2个所述第二输送机构同步向所述第一输送机构输送物料并贴合,以使贴合形成所述散热膜。
17、为了更好的实现本发明,进一步的,
18、sus钢片贴合步骤如下:
19、输送sus钢片的第二输送机构,通过牵引料带将sus钢片输送,还设置有剥刀将sus钢片的上层膜和底膜进行剥离;
20、纵移固定架上的定位器对第一输送机构上输送的铜箔石墨层进行定位拍照,并进行电信号处理;
21、驱动搬运机构的吸盘将剥离后的sus钢片吸取,并移动至纠偏组件上方进行纠偏拍照,并进行电信号处理,使其对吸盘的sus钢片进行纠偏;
22、驱动纵移滑块,使sus钢片置于铜箔石墨层的上方;
23、通过驱动上顶气缸,使其排气泡贴合滚轮将sus钢片和铜箔石墨层贴合,形成半成品。
24、为了更好的实现本发明,进一步的,
25、保护膜贴合步骤如下:
26、输送保护膜的第二输送机构,通过牵引料带将保护膜输送,还设置有剥刀将保护膜的上层膜和底膜进行剥离;
27、纵移固定架上的定位器对第一输送机构上输送的半成品进行定位拍照,并进行电信号处理;
28、驱动搬运机构的吸盘将剥离后的保护膜吸取,并移动至纠偏组件上方进行纠偏拍照,并进行电信号处理,使其对吸盘的保护膜进行纠偏;
29、驱动纵移滑块,使保护膜置于半成品的上方进行贴合,形成散热膜。
30、为了更好的实现本发明,进一步的,
31、所述第一输送机构的末端还设有辊轴,通过所述辊轴将散热膜进行收卷。
32、一种散热膜,其特征在于,由上述散热膜贴合工艺制得。
33、本发明的有益效果是:
34、本发明通过设置第一输送机构和第二输送机构,第一输送机构输送铜箔石墨层,第二输送机构有2个,其中一个输送sus钢片,另外一个输送保护膜,还设置搬运机构,将输送在第二输送机构的sus钢片搬运至第一输送机构的铜箔石墨层上并进行贴合形成半成品,另一个第二输送机构将保护膜搬运至第一输送机构上,与半成品进行贴合形成散热膜,第一输送机构和两个第二输送机构同时分开输送,同步贴合从而得到散热膜,该结构设计巧妙、协同配合,运行流畅,贴合精确度高,能够减少人工贴合,提高工作效率。
技术特征:
1.一种散热膜贴合设备,其特征在于,
2.根据权利要求1所述的散热膜贴合设备,其特征在于,
3.根据权利要求2所述的散热膜贴合设备,其特征在于,所述第一输送机构(100)的牵引料带(001)分设为输送部和贴合部,所述贴合部对应设有贴合组件(110),所述贴合组件(110)包括上顶气缸(111),所述上顶气缸(111)的伸缩端设有排气泡贴合滚轮(112),所述排气泡贴合滚轮(112)与所述牵引料带(001)接触。
4.根据权利要求3所述的散热膜贴合设备,其特征在于,
5.根据权利要求1所述的散热膜贴合设备,其特征在于,
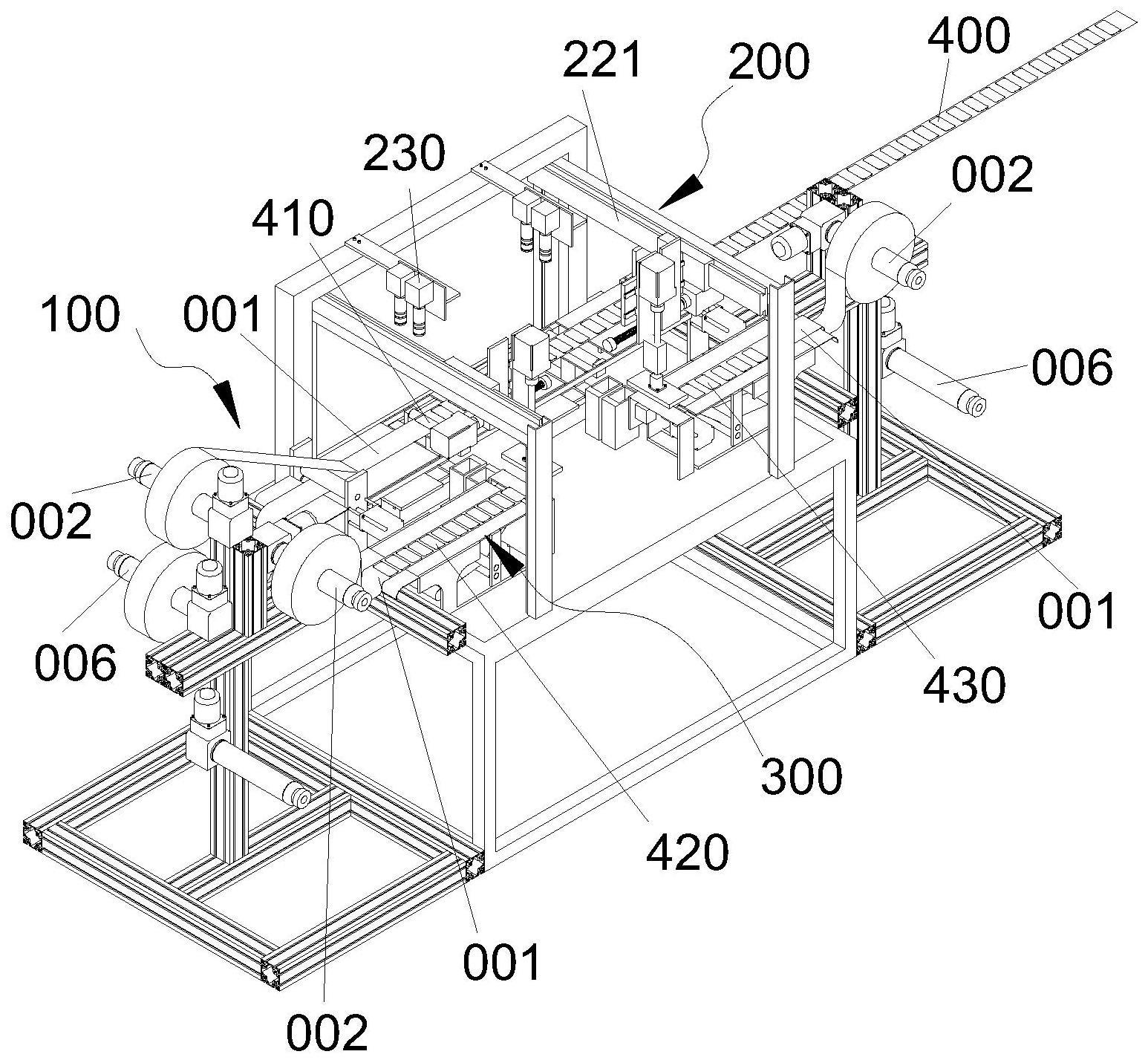
6.一种散热膜贴合工艺,其特征在于,包括权利要求1所述散热膜(400)贴合设备,所述散热膜(400)由铜箔石墨层(410)、sus钢片(420)和保护膜(430)层从下至上贴合而成,所述第一输送机构(100)用于输送铜箔石墨层(410),所述第二输送机构(300)有2个,分别用于输送sus钢片(420)和保护膜(430)层,且2个所述第二输送机构(300)分别设于所述第一输送机构(100)的侧部,通过所述搬运机构(200)将物料搬运至第一输送机构(100)上;输送所述sus钢片(420)的所述第二输送机构(300)位于输送所述保护膜(430)层的所述第二输送机构(300)的前方,2个所述第二输送机构(300)同步向所述第一输送机构(100)输送物料并贴合,以使贴合形成所述散热膜(400)。
7.根据权利要求6所述的散热膜贴合工艺,其特征在于,
8.根据权利要求7所述的散热膜贴合工艺,其特征在于,
9.根据权利要求6~8任一项所述的散热膜贴合工艺,其特征在于,
10.一种散热膜,其特征在于,由权利要求9所述的散热膜(400)贴合工艺制得。
技术总结
本发明提供一种散热膜贴合设备及工艺,涉及散热膜的技术领域,包括第一输送机构、第二输送机构和搬运机构;所述第二输送机构至少有一组;所述第一输送机构和所述第二输送机构均包括用于输送物料的牵引料带,所述牵引料带牵动物料在横向方向移动;所述搬运机构设于所述第一输送机构和所述第二输送机构之间,所述搬运机构包括用于吸取物料的吸盘和用于带动所述吸盘移动的搬运组件,以使将所述第二输送机构输送的物料吸取并纵向移动至所述第一输送机构物料上进行贴合。
技术研发人员:尹文龙,李化玺
受保护的技术使用者:四川欣富瑞科技发展有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!