无纬布及其热压复合方法和设备与流程
本发明涉及无纬布制造领域,尤其涉及一种无纬布及其热压复合方法和设备。
背景技术:
1、随着各个领域对高强度复合材料要求的日益提高,复合材料在满足强度高、抗冲击性强、质量轻等要求。
2、公开号为cn104097359b的专利文献公开了一种多纤维组分复合连续无纬布的制造方法,包括以下步骤,
3、1)制备含胶单向纤维预浸料:将纤维长丝通过分丝架及多重分丝辊进行铺丝,将均匀铺丝后的纤维长丝浸入含有胶黏剂的胶槽内,所述胶槽内还设有分丝辊,将浸胶后的纤维长丝铺附于离型材料表面,复合有离型材料的纤维长丝经送卷系统牵引进入烘干设备中烘干,烘干后通过第一收卷装置得到成卷的含胶单纤维层。
4、2)取两卷含胶单纤维层,以一定的角度输送至两个不同的剥离装置,所述剥离装置将所述含胶单纤维层中含胶纤维长丝与所述离型材料剥离,所述离型材料经回收装置回收后重复利用,剥离出的两卷含胶纤维长丝包括第一含胶纤维长丝及第二含胶纤维长丝,所述第一含胶纤维长丝与第二收卷装置相连,所述第二收卷装置牵引所述第一含胶纤维长丝运动,所述第二含胶纤维长丝以45~90°的相对角度与所述第一含胶纤维长丝进行复合,复合温度大于等于室温且小于等于70℃,得到复合纤维层,沿所述复合纤维层宽幅方向对所述第二含胶纤维长丝进行裁切;
5、3)制备双层连续复合无纬布材料:所述第二收卷装置牵引所述第一含胶纤维长丝移动设定距离,重复进行步骤2),至所述第一含胶纤维长丝表面均复合有所述第二含胶纤维长丝,即制得所述双层连续复合无纬布;
6、4)制备多层连续复合无纬布材料:选择不同纤维材料的含胶单纤维层,依次重复进行步骤2)和步骤3)的操作,制得复合层数为2~8层的复合无纬布材料。
7、现有技术中,虽然完成无纬布的热压复合,但是由于无纬布裁断的位置距离热压复合位置较远,这就导致第二层含胶的单向无纬布的余量较大,进而使复合无纬布需要有较大的修边量,这样不仅致使材料浪费,而且也会降低复合无纬布的生产效率。
技术实现思路
1、为了解决现有技术中如何降低双层无纬布生产成本的问题,本发明的目的在于提供一种无纬布及其热压复合方法和设备,实现单层无纬布的自动牵引进给、自动裁剪、自动热压复合,精细化调整两层无纬布之间的相对位置,减小双层无纬布热压复合之后的修边量。
2、为了实现上述的目的,本发明采用了以下的技术方案:一种无纬布的热压复合方法,应用一种设备,该设备包括基层置物架、复合层置物架、收卷架和热压复合装置;基层置物架、热压复合装置和收卷架依次设置,复合层置物架设置在热压复合装置侧面;基层置物架上安装有用于放置基层无纬布卷的第一支撑杆,复合层置物架上安装有用于放置复合层无纬布卷的第二支撑杆,收卷架上安装用于收卷复合无纬布的收卷轴;其特征在于:热压复合模包括机架,机架上安装有上模、下模、电热丝、夹爪、用于向上模和下模供热的模温机和两对夹板;下模固定在机架上,上模能够升降的方式安装在机架上,上模位于下模的上方,夹爪滑动安装在下模上方,电热丝以能够升降的方式安装在复合层置物架和机架之间;两对夹板分设在电热丝的两侧;无纬布的热压复合方法的具体步骤如下:
3、步骤1). 下料:第一支撑杆上伸出的基层无纬布从上模和下模之间穿过后缠绕在收卷轴上; 复合层无纬布从位于电热丝和复合层置物架之间的一对夹板之间伸出;
4、步骤2). 定长:夹爪向复合层置物架靠近并夹住复合层无纬布,夹爪拉扯复合层无纬布远离复合层置物架,使复合层无纬布从电热丝上方和另一对夹板之间伸出,并且伸入基层无纬布和上模之间;当复合层无纬布伸出的长度达到基层无纬布的幅宽后,夹爪停止移动;
5、步骤3). 裁断:而后两对夹板将复合层无纬布夹住,而后电热丝上移将复合层无纬布裁断;
6、步骤4). 定位:而后夹板将复合层无纬布松开,电热丝复位,夹爪再次移动将复合层无纬布铺在基层无纬布上;
7、步骤5). 热压:上模下移靠近下模,上模和下模夹紧并加热基层无纬布和复合层无纬布,使基层无纬布上的树脂和复合层无纬布上的树脂熔融后融合在一起成为双层无纬布;
8、步骤6). 收卷:上模上移远离下模,收卷轴转动使双层无纬布从上模和下模之间移出;
9、连续生产时,重复上述步骤2)至步骤6),将复合层无纬布定长裁断,并以片状的形状粘接在条状的基层无纬布上。
10、作为优选,其中一对夹板包括第一夹板和第二夹板,第一夹板和第二夹板设置在电热丝和复合层置物架之间,第一夹板固定在机架上,第二夹板以可升降的方式设置在第一夹板上方;上述步骤2)中,复合层置物架靠上伸出的复合层无纬布从第一夹板和第二夹板之间伸出,第二夹板下移将复合层无纬布夹住;而后夹爪夹住复合层无纬布后,第二夹板上移将复合层无纬布松开,夹爪拉扯复合层无纬布进入基层无纬布和上模之间。
11、作为优选,机架上安装有第二气缸,第二气缸的伸缩端与第二夹板相连。
12、作为优选,另一对夹板包括第三夹板和第四夹板,第三夹板和第四夹板均以可升降的方式安装在机架上;第三夹板和第四夹板位于电热丝和机架之间;上述步骤3)中,第三夹板和第四夹板相向移动将复合层无纬布夹住;而后电热丝上移将复合层无纬布裁断。
13、作为优选,第四夹板和第二夹板固定连接;上述步骤2)和步骤3)中,第四夹板和第二夹板同步移动。
14、作为优选,第四夹板和第二夹板高度相同。
15、作为优选,机架上安装有第一气缸,两个第一气缸的伸缩端上设有安装板,安装板上插接有第二连接座,第二连接座和安装板之间设有第二弹簧,第三夹板安装在第二连接座上。
16、作为优选,安装板上安装有两个第一连接座,电热丝的两端设置有分别与两个第一连接座连接;第三夹板高于电热丝。
17、应用上述无纬布的热压复合方法制成的无纬布.
18、实现无纬布的热压复合方法的热压复合设备。
19、本发明的技术方案的有益效果为:上述方案中,复合层无纬布能够被稳定的定长的裁断,并且能够将裁断的复合层无纬布平铺在基层无纬布上,如此可以尽量的缩减复合层无纬布的余量,提高复合层无纬布的利用率;通过控制夹爪移动,可以控制复合层无纬布的裁断长度,使被裁断的复合层无纬布的长度可以与基层无纬布的幅宽匹配;通过电热丝将复合层无纬布及粘接在其上的薄膜通过熔断的方式进行裁断,进而使复合层无纬布的断面平整且粘结在一起,不会出现飞丝等瑕疵;通过上述方案能够使生产线的控制系统更加简单,生产线更加紧凑,工序更少,生产成本更低,资源浪费更少。
技术特征:
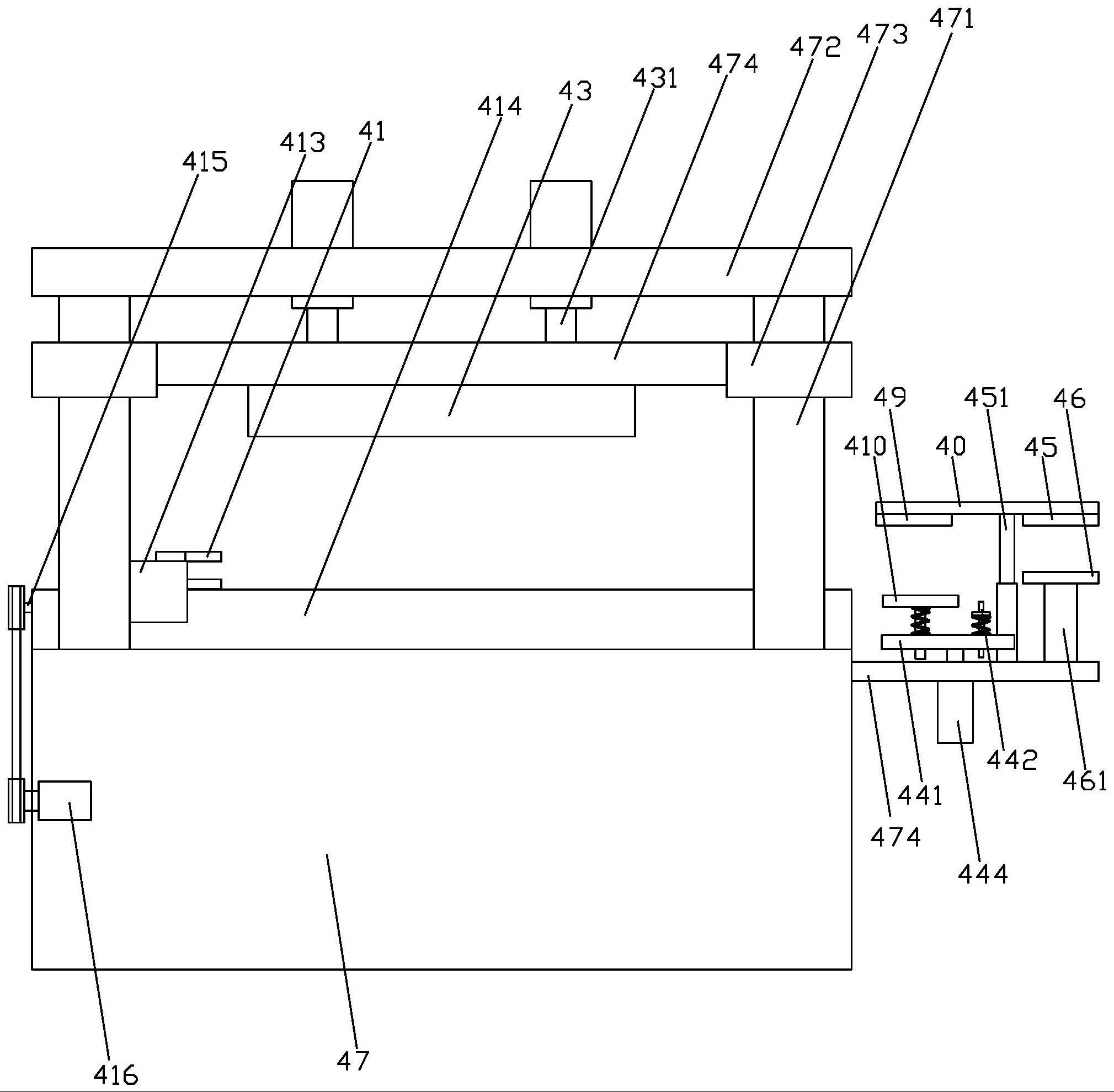
1.一种无纬布的热压复合方法,应用一种设备,该设备包括基层置物架(1)、复合层置物架(2)、收卷架(3)和热压复合装置(4);基层置物架(1)、热压复合装置(4)和收卷架(3)依次设置,复合层置物架(2)设置在热压复合装置(4)侧面;基层置物架(1)上安装有用于放置基层无纬布卷的第一支撑杆(11),复合层置物架(2)上安装有用于放置复合层无纬布卷的第二支撑杆(21),收卷架(3)上安装用于收卷复合无纬布的收卷轴(31);其特征在于:热压复合模包括机架(47),机架(47)上安装有上模(43)、下模(42)、电热丝(44)、用于夹住无纬布的夹爪(41)、用于向上模(43)和下模(42)供热的模温机和两对夹板;下模(42)固定在机架(47)上,上模(43)能够升降的方式安装在机架(47)上,上模(43)位于下模(42)的上方,夹爪(41)以能够滑动方式安装在下模(42)上方,电热丝(44)以能够升降的方式安装在复合层置物架(2)和机架(47)之间;两对夹板分设在电热丝(44)的两侧;无纬布的热压复合方法的具体步骤如下:
2.根据权利要求1所述的一种无纬布的热压复合方法,其特征在于:其中一对夹板包括第一夹板(46)和第二夹板(45),第一夹板(46)和第二夹板(45)设置在电热丝(44)和复合层置物架(2)之间,第一夹板(46)固定在机架(47)上,第二夹板(45)以可升降的方式设置在第一夹板(46)上方;
3.根据权利要求2所述的一种无纬布的热压复合方法,其特征在于:机架(47)上安装有第二气缸(451),第二气缸(451)的伸缩端与第二夹板(45)相连。
4.根据权利要求2所述的一种无纬布的热压复合方法,其特征在于:另一对夹板包括第三夹板(410)和第四夹板(49),第三夹板(410)和第四夹板(49)均以可升降的方式安装在机架上;第三夹板(410)和第四夹板(49)位于电热丝(44)和机架(47)之间;
5.根据权利要求4所述的一种无纬布的热压复合方法,其特征在于:第四夹板(49)和第二夹板(45)固定连接;上述步骤2)和步骤3)中,第四夹板(49)和第二夹板(45)同步移动。
6.根据权利要求5所述的一种无纬布的热压复合方法,其特征在于:第四夹板(49)和第二夹板(45)高度相同。
7.根据权利要求4所述的一种无纬布的热压复合方法,其特征在于:机架(47)上安装有第一气缸(444),两个第一气缸(444)的伸缩端上设有安装板(441),安装板(441)上插接有第二连接座(4101),第二连接座(4101)和安装板(441)之间设有第二弹簧,第三夹板(410)安装在第二连接座(4101)上。
8.根据权利要求7所述的一种无纬布的热压复合方法,其特征在于:安装板(441)上安装有两个第一连接座(442),电热丝(44)的两端设置有分别与两个第一连接座(442)连接;第三夹板(410)高于电热丝(44)。
9.应用如权利要求1-8中任一项所述的一种无纬布的热压复合方法制成的无纬布。
10.实现权利要求1-8中任一项所述的一种无纬布的热压复合方法的热压复合设备。
技术总结
本发明公开了一种无纬布及其热压复合方法和设备,该方法包括,下料、定长、裁断、定位、热压和收卷,其中在无纬布裁断的过程中两对夹板将复合层无纬布夹住,而后电热丝上下移动在两对夹板之间将无纬布裁断,而后夹爪拉动被裁断的无纬布,并且调整其在下模上的位置后,在对无纬布进行热压作业,将上下两层无纬布复合;这样可以尽量的缩减复合层无纬布的余量,提高复合层无纬布的利用率。
技术研发人员:周苏萌,欧阳少平,沈泉锦,陈九香
受保护的技术使用者:浙江科博立新材料有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!