一种超薄轻质型复合材料飞行翼及其制备方法与流程
本发明涉及复合材料导弹翼,尤其是涉及一种超薄轻质型复合材料飞行翼及其制备方法。
背景技术:
1、弹翼常指安装在导弹上的翼片,弹翼的作用是为弹体提供升力和控制力,增加弹体飞行里程,同时也对弹体飞行过程中的气动提供控制功能。弹翼还可以稳定航空炸弹下落时的飞行状态,确保航弹以正确的姿势命中目标,同时防止炸弹自身旋转,提高精度。
2、现有同级别的弹翼采用与弹体类似的金属材料制造,但通体金属弹翼虽制造简单,但重量大,一般约为18-25公斤,能耗高,且不具备隐身特性。
3、因此,针对上述问题本发明急需提供一种超薄轻质型复合材料飞行翼及其制备方法。
技术实现思路
1、本发明的目的在于提供一种超薄轻质型复合材料飞行翼及其制备方法,通过制作厚度20mm以内的超薄复材翼面,减轻飞行翼的整体重量,使用高模碳纤维复合材料可实现整体弹翼的小变形特点,进而提升飞行距离。
2、一种超薄轻质型复合材料飞行翼的制备方法,包括如下步骤:
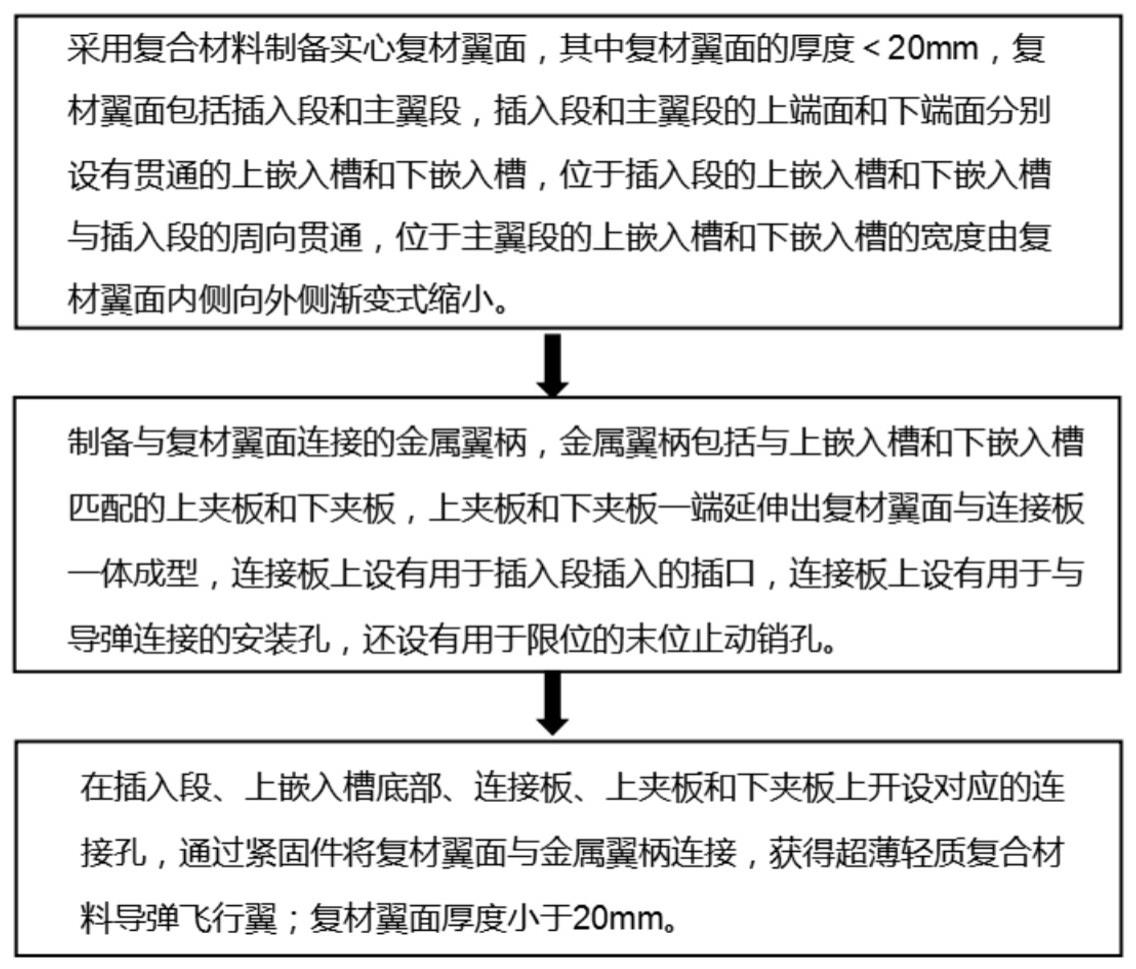
3、采用复合材料制备实心复材翼面,复材翼面厚度小于20mm,复材翼面包括插入段和主翼段,插入段和主翼段的上端面和下端面分别设有贯通的上嵌入槽和下嵌入槽,位于插入段的上嵌入槽和下嵌入槽与插入段的周向贯通,位于主翼段的上嵌入槽和下嵌入槽的宽度由复材翼面内侧向外侧渐变式缩小;
4、制备与复材翼面连接的金属翼柄,金属翼柄包括与上嵌入槽和下嵌入槽匹配的上夹板和下夹板,上夹板和下夹板一端延伸出复材翼面与连接板一体成型,连接板上设有用于插入段插入的插口,连接板上设有用于与导弹连接的安装孔,还设有用于限位的末位止动销孔;
5、在插入段、上嵌入槽底部、连接板、上夹板和下夹板上开设对应的连接孔,通过紧固件将复材翼面与金属翼柄连接,获得超薄轻质复合材料导弹飞行翼。
6、优选的,复合材料为高模碳纤维复合材料。
7、优选的,上夹板和下夹板的长度为主翼段长度的1/8-1/6。
8、优选的,紧固件为铆钉。
9、优选的,上夹板的材质为金属。
10、优选的,连接板的材质为金属。
11、优选的,下夹板的材质为金属。
12、优选的,安装孔截面为圆形。
13、本发明还提供一种超薄轻质型复合材料飞行翼的制备方法获得的轻质型复合材料飞行翼,包括复材翼面,复材翼面包括插入段和主翼段,插入段和主翼段的上端面和下端面分别设有贯通的上嵌入槽和下嵌入槽,位于插入段的上嵌入槽和下嵌入槽与插入段的周向贯通,位于主翼段的上嵌入槽和下嵌入槽的宽度由复材翼面内侧向外侧渐变式缩小;还包括与复材翼面连接的金属翼柄。
14、优选的,金属翼柄包括与上嵌入槽和下嵌入槽匹配的上夹板和下夹板,上夹板和下夹板一端延伸出复材翼面与连接板连接,连接板上设有用于插入段插入的插口,连接板上设有用于与导弹连接的安装孔,还设有用于限位的末位止动销孔。
15、本发明提供的一种超薄轻质型复合材料飞行翼及其制备方法与现有技术相比具有以下进步:
16、制作厚度20mm以内的超薄复材翼面,使用金属翼柄夹复材翼面的连接结构代替现有同级别的通体金属的飞行翼结构,可减轻飞行翼的整体重量,降低功耗的同时产生稳定升力,使得本发明的机翼兼具轻质与变形小两种特性,支持导弹在空中稳定飞行,且使用高模碳纤维复合材料可实现导弹的超长时间飞行模式,通过复材翼面、连接板、上夹板和下夹板上开设的连接孔与固定件又实现整体飞行翼的快速拆装。
技术特征:
1.一种超薄轻质型复合材料飞行翼的制备方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的超薄轻质型复合材料飞行翼的制备方法,其特征在于:复合材料为高模碳纤维复合材料。
3.根据权利要求2所述的超薄轻质型复合材料飞行翼的制备方法,其特征在于: 上夹板(21)和下夹板(22)的长度为主翼段(12)长度的1/8-1/6。
4.根据权利要求3所述的超薄轻质型复合材料飞行翼的制备方法,其特征在于:紧固件为铆钉。
5.根据权利要求4所述的超薄轻质型复合材料飞行翼的制备方法,其特征在于:上夹板(21)的材质为金属。
6.根据权利要求5所述的超薄轻质型复合材料飞行翼的制备方法,其特征在于:连接板(23)的材质为金属。
7.根据权利要求6所述的超薄轻质型复合材料飞行翼的制备方法,其特征在于:下夹板(22)的材质为金属。
8.根据权利要求7所述的超薄轻质型复合材料飞行翼的制备方法,其特征在于:安装孔(231)截面为圆形。
9.一种基于如权利要求1-8中任一项所述的超薄轻质型复合材料飞行翼的制备方法获得的超薄轻质型复合材料飞行翼,其特征在于:包括复材翼面(1),复材翼面(1)包括插入段(11)和主翼段(12),插入段(11)和主翼段(12)的上端面和下端面分别设有贯通的上嵌入槽(121)和下嵌入槽,位于插入段(11)的上嵌入槽(121)和下嵌入槽与插入段(11)的周向贯通,位于主翼段(12)的上嵌入槽(121)和下嵌入槽的宽度由复材翼面(1)内侧向外侧渐变式缩小;
10.根据权利要求9所述的超薄轻质型复合材料飞行翼,其特征在于:
技术总结
本发明涉及一种超薄轻质型复合材料飞行翼及其制备方法;采用复合材料制备实心复材翼面,其中复材翼面的厚度<20mm,复材翼面包括插入段和主翼段,插入段和主翼段的上端面和下端面分别设有贯通的上嵌入槽和下嵌入槽,位于插入段的上嵌入槽和下嵌入槽与插入段的周向贯通,位于主翼段的上嵌入槽和下嵌入槽的宽度由复材翼面内侧向外侧渐变式缩小;制备与复材翼面连接的金属翼柄,金属翼柄包括与上嵌入槽和下嵌入槽匹配的上夹板和下夹板,上夹板和下夹板一端延伸出复材翼面与连接板一体成型,连接板上设有用于与导弹连接的安装孔;通过制作厚度20mm以内的超薄复材翼面,减轻飞行翼的整体重量,使用高模碳纤维复合材料可实现轻质小变形复合材料飞行翼。
技术研发人员:邹云翔,马英伟,季宝锋,唐占文,刘鑫铭,张亮,祁腾飞
受保护的技术使用者:北京爱思达航天科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!