一种防火铝复合板加工用的复合成型设备的制作方法
本发明涉及复合板,具体为一种防火铝复合板加工用的复合成型设备。
背景技术:
1、复合板就是指通过多个同一种板材,或多个不同板材,通过不同的加工,使得多个板材被覆在一起,形成一个整体,以达到在不降低使用效果的前提下节约资源、降低成本的效果。
2、在进行防火铝复合板的加工过程中,需要使用到高压成型机,将复合板进行挤压成型,从而保证其良好的连接,同时可在上成型板和下成型板的作用下,在复合板上成型指定图案,满足不同需求。
3、但目前在进行防火铝复合板成型加工时,需要人为去进行对齐,人为对齐的效率较低,同时无法保证放置的精度,从而影响加工成品效果,同时人为在高压成型机下进行作业,有潜在安全隐患,所以我们提出一种防火铝复合板加工用的复合成型设备。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种防火铝复合板加工用的复合成型设备,解决了人为对齐的效率较低,同时无法保证放置的精度,从而影响加工成品效果,同时人为在高压成型机下进行作业,有潜在安全隐患的问题。
3、(二)技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:一种防火铝复合板加工用的复合成型设备,包括:
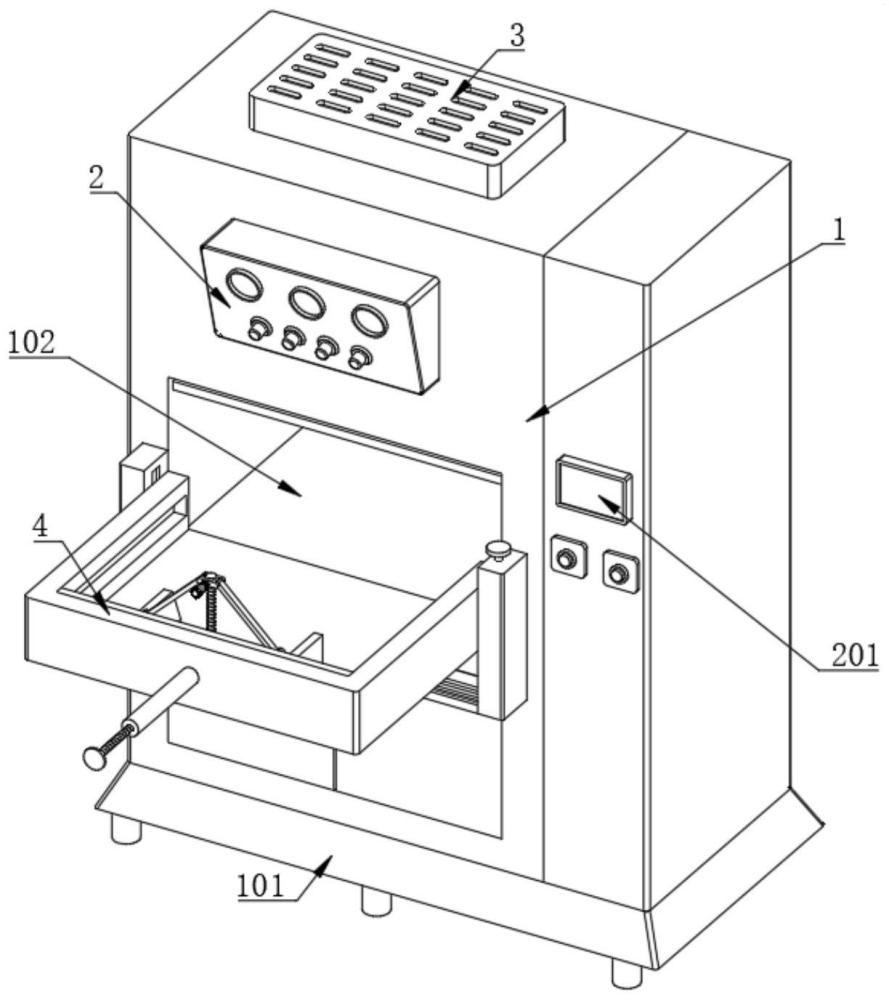
5、高压成型机,所述高压成型机的内部开设有加工腔;
6、显示表,所述显示表设置在高压成型机的正面;
7、放置座,所述放置座处于加工腔的正面;
8、所述高压成型机的外表面设置有调节组件,调节组件包括连接座、两个固定座和两个转动丝杆,所述连接座与两个固定座相连接,两个所述固定座与高压成型机的正面相连接;
9、所述放置座的内壁上设置有限位组件,限位组件包括推动座、正定位座和两个侧定位座,所述推动座滑动连接在放置座的内壁上。
10、优选的,所述高压成型机的下表面设置有底座,所述高压成型机的正面设置有控制屏,所述高压成型机的上表面设置有散热器。
11、优选的,所述连接座的上表面安装有保护框,两个所述转动丝杆转动连接在固定座的内壁上,其中一个所述转动丝杆的一端贯穿固定座向外延伸,向外延伸的一端连接有转轮,所述固定座的内壁上滑动连接有调节座和滑动座。
12、优选的,所述调节座螺纹连接在转动丝杆的外表面,所述滑动座处于调节座的上表面,且所述滑动座滑动连接在转动丝杆的外表面,两个所述滑动座与放置座的两侧相连接,所述放置座通过两个滑动座与两个固定座滑动连接,所述转动丝杆的外表面套接有链轮。
13、优选的,两个所述链轮的外表面设置有链条,所述链条处于保护框的内部,所述放置座的内壁上开设有推动槽,所述推动座滑动连接在推动槽的内壁上,所述推动座的一侧连接有套筒。
14、优选的,所述套筒滑动连接在放置座的内壁上,所述套筒的内壁上开设有限位槽,所述限位槽的内壁上滑动连接有限位座,所述限位座的外表面转动连接有调节丝杆,所述调节丝杆螺纹连接在套筒的内壁上,所述推动座的另一侧与正定位座相连接,所述正定位座的内壁上滑动连接有两个导向杆。
15、优选的,所述导向杆的另一端与侧定位座相连接,所述侧定位座的上表面转动连接有两个转动杆,所述正定位座的上表面设置有固定杆,所述固定杆的外表面滑动连接有导向座,所述导向座的外表面连接有把手。
16、优选的,所述导向座的外表面与两个转动杆转动连接,所述导向座的下表面连接有弹簧,所述弹簧的另一端与正定位座的上表面相连接,所述弹簧处于压缩状态,所述正定位座和两个侧定位座的外表面均开设为斜面。
17、本发明公开了一种防火铝复合板加工用的复合成型设备,其具备的有益效果如下:
18、1、该防火铝复合板加工用的复合成型设备,通过调节组件,使得两个转动丝杆同时进行转动,带动放置座进行移动,完成高度的调节,当放置座调节到合适的高度时,此时防火铝复合板通过放置座推动进入加工腔的内部时,能够与下成型板的上表面相贴合,保证了防火铝复合板的稳定性。
19、2、该防火铝复合板加工用的复合成型设备,根据需要加工的防火铝复合板的尺寸进行调节,便于通过推动推动座,将防火铝复合板推动处于指定的位置,能够进行快速定位,使得通过下成型板和上成型板完成挤压成型。
20、3、该防火铝复合板加工用的复合成型设备,在限位组件的作用下,改变套筒和调节丝杆推动推动座的移动距离,达到对纵向位置的精确定位,此时将防火铝复合板放置在两个侧定位座之间,使得两个侧定位座和正定位座相贴合时,在限位组件的作用下,完成对防火铝复合板的定位。
技术特征:
1.一种防火铝复合板加工用的复合成型设备,包括:
2.根据权利要求1所述的一种防火铝复合板加工用的复合成型设备,其特征在于:所述高压成型机(1)的下表面设置有底座(101),所述高压成型机(1)的正面设置有控制屏(201),所述高压成型机(1)的上表面设置有散热器(3)。
3.根据权利要求1所述的一种防火铝复合板加工用的复合成型设备,其特征在于:所述连接座(5)的上表面安装有保护框(502),两个所述转动丝杆(6)转动连接在固定座(501)的内壁上,其中一个所述转动丝杆(6)的一端贯穿固定座(501)向外延伸,向外延伸的一端连接有转轮(605),所述固定座(501)的内壁上滑动连接有调节座(601)和滑动座(602)。
4.根据权利要求3所述的一种防火铝复合板加工用的复合成型设备,其特征在于:所述调节座(601)螺纹连接在转动丝杆(6)的外表面,所述滑动座(602)处于调节座(601)的上表面,且所述滑动座(602)滑动连接在转动丝杆(6)的外表面,两个所述滑动座(602)与放置座(4)的两侧相连接,所述放置座(4)通过两个滑动座(602)与两个固定座(501)滑动连接,所述转动丝杆(6)的外表面套接有链轮(603)。
5.根据权利要求4所述的一种防火铝复合板加工用的复合成型设备,其特征在于:两个所述链轮(603)的外表面设置有链条(604),所述链条(604)处于保护框(502)的内部,所述放置座(4)的内壁上开设有推动槽(701),所述推动座(7)滑动连接在推动槽(701)的内壁上,所述推动座(7)的一侧连接有套筒(8)。
6.根据权利要求5所述的一种防火铝复合板加工用的复合成型设备,其特征在于:所述套筒(8)滑动连接在放置座(4)的内壁上,所述套筒(8)的内壁上开设有限位槽(803),所述限位槽(803)的内壁上滑动连接有限位座(802),所述限位座(802)的外表面转动连接有调节丝杆(801),所述调节丝杆(801)螺纹连接在套筒(8)的内壁上,所述推动座(7)的另一侧与正定位座(9)相连接,所述正定位座(9)的内壁上滑动连接有两个导向杆(907)。
7.根据权利要求6所述的一种防火铝复合板加工用的复合成型设备,其特征在于:所述导向杆(907)的另一端与侧定位座(901)相连接,所述侧定位座(901)的上表面转动连接有两个转动杆(904),所述正定位座(9)的上表面设置有固定杆(902),所述固定杆(902)的外表面滑动连接有导向座(903),所述导向座(903)的外表面连接有把手(906)。
8.根据权利要求7所述的一种防火铝复合板加工用的复合成型设备,其特征在于:所述导向座(903)的外表面与两个转动杆(904)转动连接,所述导向座(903)的下表面连接有弹簧(905),所述弹簧(905)的另一端与正定位座(9)的上表面相连接,所述弹簧(905)处于压缩状态,所述正定位座(9)和两个侧定位座(901)的外表面均开设为斜面。
技术总结
本发明公开一种防火铝复合板加工用的复合成型设备,涉及复合板领域。该防火铝复合板加工用的复合成型设备,包括高压成型机和显示表,所述高压成型机的内部开设有加工腔,所述显示表设置在高压成型机的正面。该防火铝复合板加工用的复合成型设备,通过调节组件,将放置座调节到合适的高度,保证了防火铝复合板的稳定性,在限位组件的作用下,改变套筒和调节丝杆推动推动座的移动距离,达到对纵向位置的精确定位,此时将防火铝复合板放置在两个侧定位座之间,使得两个侧定位座和正定位座相贴合时,在限位组件的作用下,完成对防火铝复合板的定位。
技术研发人员:施忠礼,杨满意,魏锋
受保护的技术使用者:江苏华美特金属科技有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!