一种微型药柱批量浇注工装的制作方法
本技术涉及批量浇药工装,尤其涉及一种微型药柱批量浇注工装。
背景技术:
1、微动力固体火箭发动机在国内属于比较新的产品,对于它的浇药部分来说也是一个比较新的领域。由于微动力固体火箭发动机直径比较小,单发质量只有几百克,而一锅药剂的最小量在上百千克,必须采取多发同时浇注。
2、现有的浇药厂家每锅药量在几百公斤,少量浇筑会使大量推进剂成为废药,利用率低下,导致浪费。
技术实现思路
1、为了弥补以上不足,本实用新型提供了一种微型药柱批量浇注工装,皆在改善,少量浇筑会使大量推进剂成为废药,利用率低下,导致浪费的问题。
2、为实现上述目的,本实用新型提供了如下技术方案:
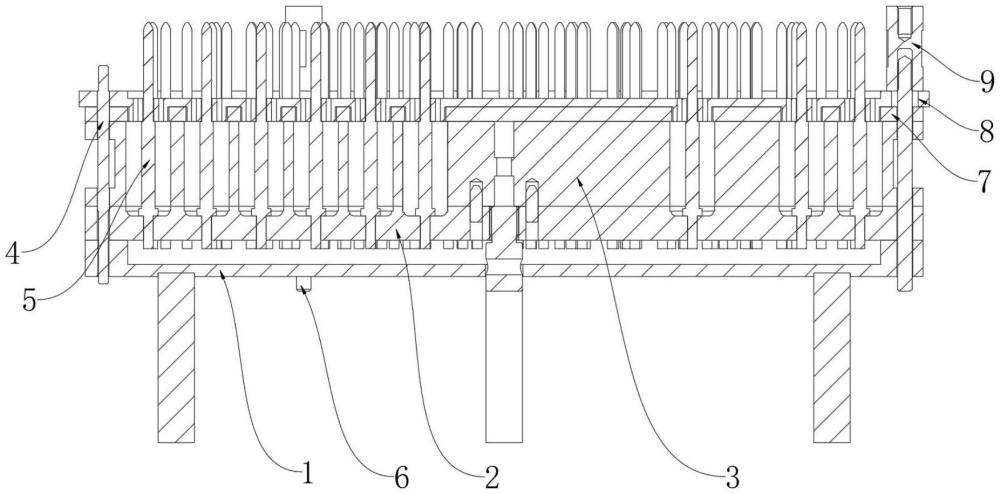
3、一种微型药柱批量浇注工装,包括底座组件,所述底座组件的上表面设置有芯模底板组件,所述芯模底板组件的外壁设置有芯模主体,所述底座组件的内部设置有定位拉杆,所述芯模主体的内部设置有芯模,所述芯模的上表面设置有芯模压板,所述芯模压板的上表面设置有芯模盖板,所述定位拉杆的外壁贯穿设置在底座组件和芯模盖板的内部,所述定位拉杆的上表面设置有连接头,所述底座组件的下表面设置有拉杆。
4、通过上述技术方案,通过底座组件对芯模底板组件安装定位,再通过芯模主体安装在芯模底板组件内部,通过芯模压板固定芯模,再通过芯模盖板固定芯模压板,通过定位拉杆连接芯模压板和芯模盖板。
5、进一步地,所述芯模可根据药柱内孔设计大小决定芯棒的直径和长度。
6、通过上述技术方案,从而达到方便脱模的效果。
7、进一步地,所述芯模均匀设置有140余个。
8、通过上述技术方案,从而达到快速浇注的效果。
9、进一步地,所述工装材料为较轻的铝材质制作而成。
10、通过上述技术方案,从而达到减轻工装重量的效果。
11、本实用新型具有如下有益效果:
12、本实用新型中,通过一次批量浇注的方法,一次可浇注140余发,使推进剂固化在工装模具中,将有效提高浇药效率和药剂的利用率。
技术特征:
1.一种微型药柱批量浇注工装,包括底座组件(1),其特征在于:所述底座组件(1)的上表面设置有芯模底板组件(2),所述芯模底板组件(2)的外壁设置有芯模主体(3),所述底座组件(1)的内部设置有定位拉杆(4),所述芯模主体(3)的内部设置有芯模(5),所述芯模(5)的上表面设置有芯模压板(7),所述芯模压板(7)的上表面设置有芯模盖板(8),所述定位拉杆(4)的外壁贯穿设置在底座组件(1)和芯模盖板(8)的内部,所述定位拉杆(4)的上表面设置有连接头(9),所述底座组件(1)的下表面设置有拉杆(6)。
2.根据权利要求1所述的一种微型药柱批量浇注工装,其特征在于:所述芯模(5)可根据药柱内孔设计大小决定芯棒的直径和长度。
3.根据权利要求1所述的一种微型药柱批量浇注工装,其特征在于:所述芯模(5)均匀设置有140余个。
4.根据权利要求1所述的一种微型药柱批量浇注工装,其特征在于:所述工装材料为较轻的铝材质制作而成。
技术总结
本技术涉及批量浇药工装技术领域,公开了一种微型药柱批量浇注工装,包括底座组件,所述底座组件的上表面设置有芯模底板组件,所述芯模底板组件的外壁设置有芯模主体,所述底座组件的内部设置有定位拉杆,所述芯模主体的内部设置有芯模,所述芯模的上表面设置有芯模压板,所述芯模压板的上表面设置有芯模盖板,所述定位拉杆的外壁贯穿设置在底座组件和芯模盖板的内部,所述定位拉杆的上表面设置有连接头,所述底座组件的下表面设置有拉杆。本技术中,通过一次批量浇注的方法,一次可浇注140余发,使推进剂固化在工装模具中,将有效提高浇药效率和药剂的利用率。
技术研发人员:邓斌,张建琪,徐朝启,郭洲,杨娜
受保护的技术使用者:陕西圆锥航天动力科技有限公司
技术研发日:20230911
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!