一种滤棒成型设备的放卷装置的制作方法
1.本实用新型涉及烟草制造设备技术领域,尤其涉及一种滤棒成型设备的放卷装置。
背景技术:
2.针对烟草行业常规卷烟滤棒生产工作,主要是烟草行业成型烟机来完成滤棒的生产加工,针对特殊规格的滤嘴当前成型烟机设备满足不了客户需求。由于现有的滤棒的外层结构只有高透纸或水松纸,使得制成的滤嘴香烟的过滤效果低。
3.鉴于此,实有必要提供一种新型的滤棒成型设备的放卷装置以克服上述缺陷。
技术实现要素:
4.本实用新型的目的是提供一种滤棒成型设备的放卷装置,通过制作并放卷适用于在烟嘴中增加沟槽纸,可以对烟气中的有害物质进行截留,显著提高对烟气的过滤效果,抽吸卷烟后可明显降低喉部干刺感、改善抽吸卷烟的舒适性,进而提升卷烟的抽吸品质。
5.为了实现上述目的,本实用新型提供一种滤棒成型设备的放卷装置,包括放卷组件、牵引组件、牵引压合组件以及纸面沟槽压纹组件;所述牵引组件与放卷组件相邻设置,所述牵引压合组件与所述牵引组件和纸面沟槽压纹组件间隔设置,所述放卷组件用于放卷卷纸,所述牵引组件用于牵引放卷后的卷纸,所述牵引压合组件用于引导和压合放卷后的卷纸,所述纸面沟槽压纹组件用于挤压出沟槽纹路。
6.优选的,所述放卷组件包括第一放卷辊柱以及与第一放卷辊柱间隔设置的第二放卷辊柱;所述牵引组件包括第一牵引滚筒以及第二牵引滚筒,所述第一牵引滚筒间隔设置于所述第一放卷辊柱的下方,所述第二牵引滚筒间隔设置于所述第二放卷辊柱的上方。
7.优选的,所述牵引压合组件包括第一引导辊筒、第二引导辊筒、第一压合辊筒以及第二压合辊筒;所述第一引导辊筒与第二引导辊筒相邻设置,所述第一压合辊筒与第二压合辊筒相邻设置。
8.优选的,所述纸面沟槽压纹组件包括第一压纹齿轮以及与所述第一压纹齿轮相邻设置的第二压纹齿轮。
9.优选的,所述滤棒成型设备的放卷装置还包括安装板,所述放卷组件、牵引组件、牵引压合组件以及纸面沟槽压纹组件均安装于所述安装板上。
10.优选的,所述放卷组件还包括安装盘,所述安装盘可拆卸装设于所述安装板上。
11.优选的,所述安装盘上开设有安装孔,所述安装盘安装于所述安装孔内。
12.与现有技术相比,本实用新型提供的一种滤棒成型设备的放卷装置,有益效果在于:1)设置有放卷装置,通过放卷装置制作出双层沟槽纸,并放卷双层沟槽纸进入滤棒成型装置后包裹于滤棒上,可以对烟气中的有害物质进行截留,显著提高对烟气的过滤效果,抽吸卷烟后可明显降低喉部干刺感、改善抽吸卷烟的舒适性,进而提升卷烟的抽吸品质。
13.2)该滤棒成型设备的放卷装置整体结构简单,呈模块化设计,安装拆卸方便。
附图说明
14.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
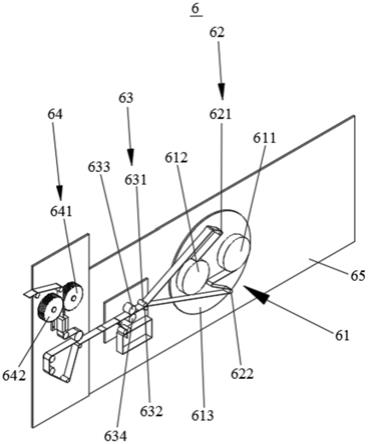
15.图1为本实用新型提供的滤棒成型设备的放卷装置的立体图。
具体实施方式
16.为了使本实用新型的目的、技术方案和有益技术效果更加清晰明白,以下结合附图和具体实施方式,对本实用新型进行进一步详细说明。应当理解的是,本说明书中描述的具体实施方式仅仅是为了解释本实用新型,并不是为了限定本实用新型。
17.需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
18.还需要说明的是,除非另有明确的规定和限定,“安装”、“相连”、“连接”、“固定”、“设置”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况上述术语在本实用新型中的具体含义。
19.此外,术语“第一”、“第二”、仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”、的特征可以明示或者隐含地包括一个或者更多个该特征。此外,“多个”、“若干”的含义是指两个或两个以上,除非另有明确具体的限定。
20.请参阅图1,本实用新型提供一种滤棒成型设备的放卷装置6;包括放卷组件61、牵引组件62、牵引压合组件63以及纸面沟槽压纹组件64;所述牵引组件62与放卷组件61相邻设置,所述牵引压合组件63与所述牵引组件62和纸面沟槽压纹组件62间隔设置,所述放卷组件61用于放卷卷纸,所述牵引组件62用于牵引放卷后的卷纸,所述牵引压合组件用于引导和压合放卷后的卷纸,所述纸面沟槽压纹组件64用于挤压出沟槽纹路。
21.进一步的,所述放卷组件61包括第一放卷辊柱611以及与第一放卷辊柱611间隔设置的第二放卷辊柱612;所述牵引组件62包括第一牵引滚筒621以及第二牵引滚筒622,所述第一牵引滚筒621间隔设置于所述第一放卷辊柱611的下方,所述第一牵引滚筒621用于牵引第一放卷辊柱611放卷的卷纸;所述第二牵引滚筒622间隔设置于所述第二放卷辊柱612的上方,所述第二牵引滚筒622用于牵引第二放卷辊柱612放卷的卷纸;
22.所述牵引压合组件63包括第一引导辊筒631、第二引导辊筒632、第一压合辊筒633以及第二压合辊筒634;所述第一引导辊筒631与第二引导辊筒632相邻设置,所述第一压合辊筒633与第二压合辊筒634相邻设置,所述第一牵引滚筒621和第二牵引滚筒622牵引后的卷纸经过所述第一引导辊筒631与第二引导辊筒632之间的间隙,再经过所述第一压合辊筒633与第二压合辊筒634之间的间隙,所述第一压合辊筒633与第二压合辊筒634对第一放卷
辊柱611和第二放卷辊柱612放卷的卷纸进行压合形成双层纸带;
23.所述纸面沟槽压纹组件64包括第一压纹齿轮641以及与所述第一压纹齿轮641相邻设置的第二压纹齿轮642,压合后的双层纸带经过第一压纹齿轮641和第二压纹齿轮642之间时,所述第一压纹齿轮641和第二压纹齿轮642在双层纸带上压出沟槽,形成双层沟槽纸,形成的双层沟槽纸进入所述滤棒成型装置2后包裹于滤棒的外壁上。
24.进一步的,所述滤棒成型设备的放卷装置还包括安装板65,所述放卷组件61、牵引组件62、牵引压合组件63以及纸面沟槽压纹组件64均安装于所述安装板上65。
25.进一步的,所述放卷组件61还包括安装盘613,所述安装盘613可拆卸装设于所述安装板65上。
26.进一步的,所述安装盘613上开设有安装孔,所述安装盘613安装于所述安装孔内。在本实施例中,所述安装孔呈圆形。
27.使用时,所述第一牵引滚筒621牵引第一放卷辊柱611放卷的卷纸,所述第二牵引滚筒622牵引第二放卷辊柱612放卷的卷纸;所述第一牵引滚筒621和第二牵引滚筒622牵引后的卷纸经过所述第一引导辊筒631与第二引导辊筒632之间的间隙,再经过所述第一压合辊筒633与第二压合辊筒634之间的间隙,所述第一压合辊筒633与第二压合辊筒634对第一放卷辊柱611和第二放卷辊柱612放卷的卷纸进行压合形成双层纸带,压合后的双层纸带经过第一压纹齿轮641和第二压纹齿轮642之间时,所述第一压纹齿轮641和第二压纹齿轮642在双层纸带上压出沟槽,形成双层沟槽纸,形成的双层沟槽纸进入滤棒成型装置后包裹于滤棒上。
28.本实用新型并不仅仅限于说明书和实施方式中所描述,因此对于熟悉领域的人员而言可容易地实现另外的优点和修改,故在不背离权利要求及等同范围所限定的一般概念的精神和范围的情况下,本实用新型并不限于特定的细节、代表性的设备和这里示出与描述的示例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1