一种可以站立的5D魔术模杯的制作方法
一种可以站立的5d魔术模杯
技术领域
[0001]
本实用新型涉及创新内衣技术领域,具体为一种可以站立的5d魔术模杯。
背景技术:
[0002]
模杯是一块棉经过高温的模具定型而成的杯(即压杯),然后拿这些杯去车成一个文胸。一个文胸由鸡心,后拉片,面布,杯,像根车成的。里面的杯是夹棉杯车成的就是夹杯文胸,是模杯车成的就是模杯文胸。
[0003]
但是,现在的产品大多数仍然是传统形式,立体感不强,不能完全贴合人体曲线,传统3d产品已经不能满足现在女性追求更完美曲线的要求,此问题亟待解决。
技术实现要素:
[0004]
本实用新型的目的在于提供一种可以站立的5d魔术模杯,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:一种可以站立的5d魔术模杯,包括模杯主体,所述模杯主体包括一体成型的模杯和连片,所述模杯主体可以站立,所述模杯中心线任意一点与中心线端点所在平面的夹角范围是0-180
°
。
[0006]
优选地,模杯下凹的承托曲面呈弓形。
[0007]
与现有技术相比,本实用新型的有益效果是:
[0008]
本实用新型是一种适合人身体曲线有弧度的模杯,研究实用新型能站立的模杯,颠覆传统,根据人体的曲线,与传统产品相比,更舒适,跟随人身体变化更贴合达到舒适的效果,改变传统模具的做法,能适应同尺码不同杯型的需求,起到通用作用,d级以上除外。
附图说明
[0009]
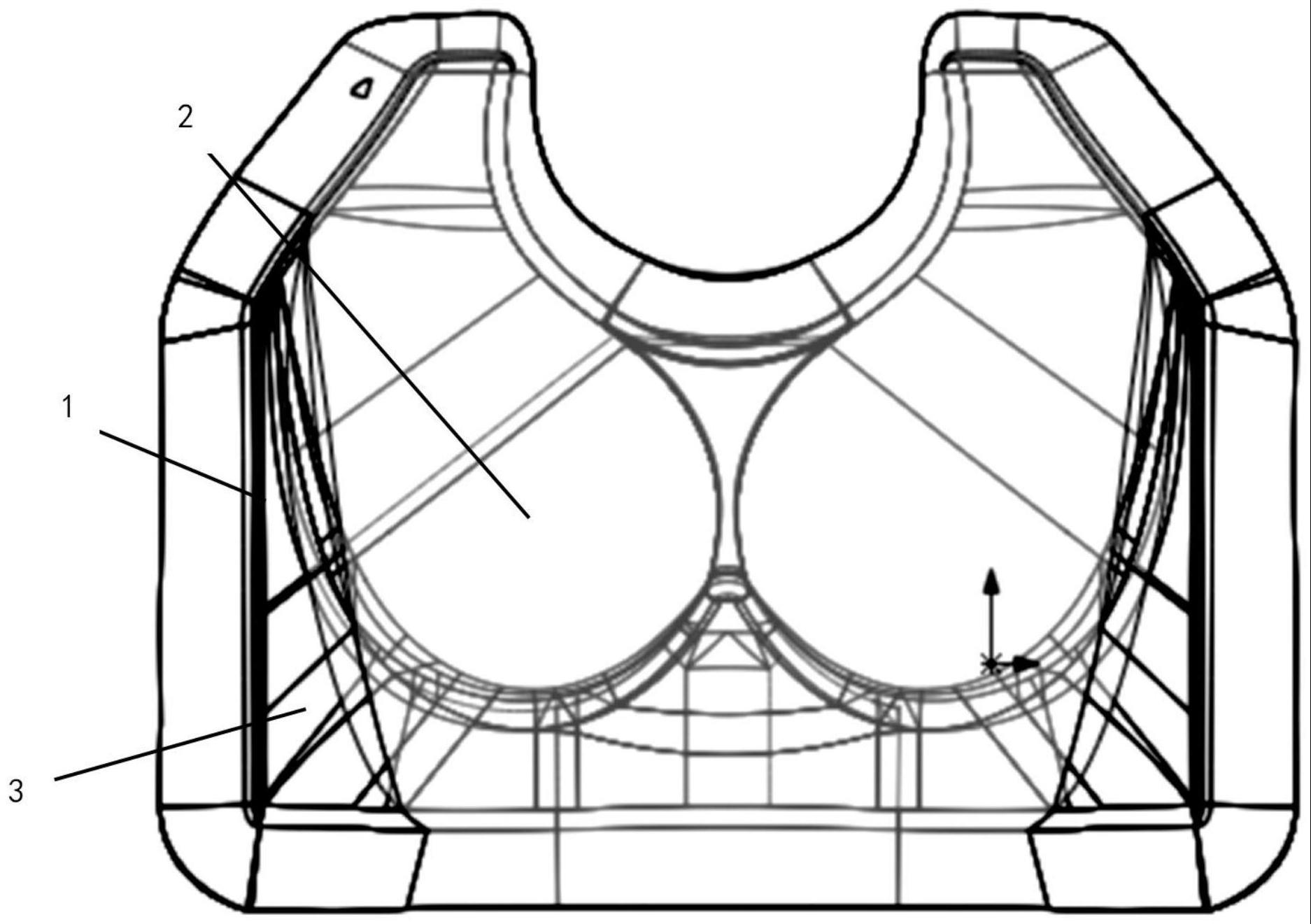
图1为一种可以站立的5d魔术模杯及其制造方法的结构示意图;
[0010]
图2为一种可以站立的5d魔术模杯及其制造方法的模型图。
具体实施方式
[0011]
请参阅图1~2,本实用新型实施例中,一种可以站立的5d魔术模杯,包括模杯主体 1,所述模杯主体1包括一体成型的模杯2和连片3,所述模杯主体1可以站立,所述模杯 2中心线任意一点与中心线端点所在平面的夹角范围是0-180
°
。
[0012]
一种可以站立的5d魔术模杯的制造方法,包括如下步骤,材料前处理:
[0013]
①
面料用3mm泡棉单贴布另一面不过胶;
②
底料用3mm泡棉单贴布,光棉那面过胶;
③
手推泡棉为10mm-12mm;
④
环保热熔胶网;
⑤
六角定型纱网;
[0014]
半成品处理:此款模杯分为两次成型,一次温度为:上模170-210℃,下模170-210℃,时间80-200秒,压力值为3-8kg;二次温度为:上模170-210℃,下模170-210℃,时间 200-400秒,压力值为3-8kg;一次成型面料加10mm手推泡棉合定,二次成型依次加六角定型
纱、环保热熔胶网、12mm手推泡棉、盖上底料后上下合模按设定时间热压成型后取出,即定型完成。待模杯冷却后按边沿线修剪,整体模杯即完成。
[0015]
模杯下凹的承托曲面呈弓形。
[0016]
实施例一:
[0017]
一种可以站立的5d魔术模杯的制造方法,包括如下步骤,材料前处理:
[0018]
①
面料用3mm泡棉单贴布另一面不过胶;
②
底料用3mm泡棉单贴布,光棉那面过胶;
③
手推泡棉分为10mm/12mm两种规格;
④
环保热熔胶网;
⑤
六角定型纱网;
[0019]
半成品处理:此款模杯分为两次成型,一次温度为:上模170℃,下模210℃,时间 80秒,压力值为8kg;二次温度为:上模170℃,下模170℃,时间200秒,压力值为8kg;一次成型面料加10mm手推泡棉合定,二次成型依次加六角定型纱、环保热熔胶网、12mm 手推泡棉、盖上底料后上下合模按设定时间热压成型后取出,即定型完成。待模杯冷却后按边沿线修剪,整体模杯即完成。
[0020]
模杯下凹的承托曲面呈弓形。
[0021]
实施例二:
[0022]
一种可以站立的5d魔术模杯的制造方法,包括如下步骤,材料前处理:
[0023]
①
面料用3mm泡棉单贴布另一面不过胶;
②
底料用3mm泡棉单贴布,光棉那面过胶;
③
手推泡棉分为10mm/12mm两种规格;
④
环保热熔胶网;
⑤
六角定型纱网;
[0024]
半成品处理:此款模杯分为两次成型,一次温度为:上模210℃,下模210℃,时间 200秒,压力值为8kg;二次温度为:上模210℃,下模210℃,时间400秒,压力值为8kg;一次成型面料加10mm手推泡棉合定,二次成型依次加六角定型纱、环保热熔胶网、12mm 手推泡棉、盖上底料后上下合模按设定时间热压成型后取出,即定型完成。待模杯冷却后按边沿线修剪,整体模杯即完成。
[0025]
模杯下凹的承托曲面呈弓形。
[0026]
实施例三:
[0027]
一种可以站立的5d魔术模杯的制造方法,包括如下步骤,材料前处理:
[0028]
①
面料用3mm泡棉单贴布另一面不过胶;
②
底料用3mm泡棉单贴布,光棉那面过胶;
③
手推泡棉分为10mm/12mm两种规格;
④
环保热熔胶网;
⑤
六角定型纱网;
[0029]
半成品处理:此款模杯分为两次成型,一次温度为:上模180℃,下模180℃,时间 90秒,压力值为7kg;二次温度为:上模180℃,下模210℃,时间400秒,压力值为8kg;一次成型面料加10mm手推泡棉合定,二次成型依次加六角定型纱、环保热熔胶网、12mm 手推泡棉、盖上底料后上下合模按设定时间热压成型后取出,即定型完成。待模杯冷却后按边沿线修剪,整体模杯即完成。
[0030]
模杯下凹的承托曲面呈弓形。
[0031]
实施例四:
[0032]
一种可以站立的5d魔术模杯的制造方法,包括如下步骤,材料前处理:
[0033]
①
面料用3mm泡棉单贴布另一面不过胶;
②
底料用3mm泡棉单贴布,光棉那面过胶;
③
手推泡棉分为10mm/12mm两种规格;
④
环保热熔胶网;
⑤
六角定型纱网;
[0034]
半成品处理:此款模杯分为两次成型,一次温度为:上模195℃,下模180℃,时间 120秒,压力值为6kg;二次温度为:上模180℃,下模180℃,时间300秒,压力值为6kg;一次成
型面料加10mm手推泡棉合定,二次成型依次加六角定型纱、环保热熔胶网、12mm 手推泡棉、盖上底料后上下合模按设定时间热压成型后取出,即定型完成。待模杯冷却后按边沿线修剪,整体模杯即完成。
[0035]
模杯下凹的承托曲面呈弓形。
[0036]
实施例五:
[0037]
一种可以站立的5d魔术模杯的制造方法,包括如下步骤,材料前处理:
[0038]
①
面料用3mm泡棉单贴布另一面不过胶;
②
底料用3mm泡棉单贴布,光棉那面过胶;
③
手推泡棉为10mm-12mm;
④
环保热熔胶网;
⑤
六角定型纱网;
[0039]
半成品处理:此款模杯分为两次成型,一次温度为:上模200℃,下模200℃,时间 120秒,压力值为6kg;二次温度为:上模200℃,下模200℃,时间300秒,压力值为6kg;一次成型面料加10mm手推泡棉合定,二次成型依次加六角定型纱、环保热熔胶网、12mm 手推泡棉、盖上底料后上下合模按设定时间热压成型后取出,即定型完成。待模杯冷却后按边沿线修剪,整体模杯即完成。
[0040]
模杯下凹的承托曲面呈弓形。
[0041]
以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1