一种烫发器及其加热组件的制作方法
1.本实用新型属于手持式头发护理工具技术领域,尤其涉及一种烫发器及其加热组件。
背景技术:
2.烫发梳是最新流行的烫发器具,它具有多排梳齿,梳齿间交错排列,使用时,将部分头发置于梳齿之间,在向外拉动头发的同时,使头发充分与高温的梳齿接触,在梳理头发的同时还可以烫直头发;同时在梳理过程中将烫发梳进行一定方向的旋转等,利用卷绕作用使得头发贴近梳体,进而借助烫发板发出的热量将头发烫卷。
3.文献号为cn110179238a的中国发明专利公开了一种新型直发梳,包括手柄以及固定在所述手柄上的梳齿组件,所述梳齿组件包括从上向下依次连接的面盖、第一梳齿板和第二梳齿板,所述第一梳齿板和所述第二梳齿板上均阵列设有若干梳齿结构,所述梳齿结构包括直齿和对称设置在所述直齿两侧的两个侧齿,所述第一梳齿板上的相邻两个所述梳齿结构之间均设有插孔,所述插孔与所述梳齿结构的最大横截面相适配;使得梳齿能够快速预热进行烫发,减少等待时间,同时,梳齿之间波浪形的间隙即能使头发顺利穿过又能给与头发一定的拉力完成烫发过程。但该直发梳的两个梳齿板并非同时受热,第一梳齿板通过第二梳齿板的热传递实现受热,因此,两个梳齿板之间存在受热不均的情况,而影响烫发质量。
技术实现要素:
4.本实用新型所要解决的技术问题是:针对现有技术中两个梳齿板不同时受热而受热不均的缺点,提供一种使梳齿均匀受热的加热组件及采用该加热组件的烫发梳。
5.为实现本实用新型之目的,采用以下技术方案予以实现:包括有加热部件和导热部件,所述导热部件具有长条形的基板,以及沿基板长度方向等间距排列的多个梳齿部。
6.所述基板包括有沿基板宽度方向拼接的第一基板和第二基板,多个所述梳齿部包括交错设置的第一梳齿部和第二梳齿部,各个所述第一梳齿部与第一基板一体成型,各个所述第二梳齿部与第二基板一体成型。
7.所述梳齿部的至少一个壁面具有两个外凸部,两个所述外凸部之间的连线与当前壁面相邻的梳齿部相交。
8.作为优选方案:所述加热部件具有两个发热面,所述第一基板和第二基板上分别设有用于安装加热部件的安装部,或者拼接状态的第一基板与第二基板之间围成安装部,所述安装部使得加热部件的两面均与第一基板、第二基板直接接触,或者加热部件的一面与第一基板直接接触,另一面与第二基板直接接触。
9.作为优选方案:所述安装部的长度方向与所述基板的长度方向之间形成夹角,所述夹角使得加热部件插入所述安装部后能够阻止第一基板与第二基板分离。
10.作为优选方案:所述梳齿部沿平行于基板的截面为中心对称的形状,所述第一基
板和所述第二基板相同,各个所述第一梳齿部和所述第一基板构成第一导热单元,各个所述第二梳齿部和所述第二基板构成第二导热单元,使得第一导热单元和第二导热单元能够具有相同的形状,所述导热部件能够由两个第一导热单元或第二导热单元拼接构成。
11.作为优选方案:所述第一基板和所述第二基板的拼接方式为对插式拼接,所述第一基板或第二基板沿长度方向成型有一个或多个插齿,所述第二基板或第一基板对应各个所述插齿处成型有与插齿配合的插孔或凹槽。
12.作为优选方案:所述第一基板和所述第二基板的拼接方式为对插式拼接,所述第一基板和第二基板沿长度方向成型有多个插板。
13.作为优选方案:所述安装部成型在多个插板上,所述加热部件的宽度与所述安装部的宽度相当,使得加热部件插入所述安装部后能够阻止第一基板与第二基板分离。
14.作为优选方案:所述梳齿部沿平行于基板的截面的中线为弧线,或该截面的中线以弧线为基础在异于中心处具有向弧线的圆心处的平滑凹陷。
15.与现有技术相比较,本实用新型的有益效果是:所述梳齿部由交错设置的第一梳齿部和第二梳齿部排列构成,便于导热部件的铸造成型,且拼接后的导热部件的每两个相邻梳齿部之间具有较小的间隙,利于烫发时每个间隙之间的头发较少,利于头发的均匀受热;两个所述外凸部之间沿基板宽度方向的连线与当前壁面相邻的梳齿部相交,使得一缕头发滑过该间隙时能够被摊开,利于尽可能多的头发直接与梳齿部接触,保证烫发时头发受热均匀;加热部件的两面均能够直接与导热部件接触进行导热,导热效率更高。
附图说明
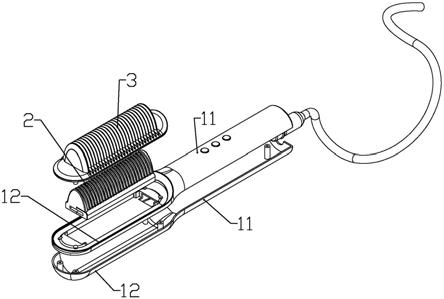
16.图1是本实用新型的结构示意图。
17.图2是本实用新型的分解结构示意图。
18.图3是加热组件的结构示意图。
19.图4是加热组件的分解结构示意图。
20.图5第一基板和第一梳齿部或第二基板与第二梳齿部的结构示意图。
21.图6是外凸部的位置结构示意图。
22.图7是导热部件拼接的结构示意图。
23.图8是隔热套与加热组件的位置结构示意图。
24.图9
‑
10是梳齿部的截面的中线为弧线的结构示意图。
25.图11是梳齿部的截面的中线为弧线且具有平滑凹陷的结构示意图。
26.图12是实施例2中梳齿部的截面为中心对称形状的结构示意图。
27.图13是实施例3中第一基板和第二基板为对插式拼接的结构示意图。
28.图14是实施例4中是第一基板和第二基板采用插板形式拼接的结构示意图。
29.图15是实施例5中安装部与基板长度方向成夹角的结构示意图。
30.1、壳体;11、手柄部;12、梳发部;2、加热组件;21、加热部件;22、导热部件;221、基板;2211、第一基板;2212、第二基板;2213、安装部;222、梳齿部;2221、第一梳齿部;2222、第二梳齿部;2223、外凸部;2224、引导开口;3、隔热套;31、隔热环;32、引导口。
具体实施方式
31.实施例1
32.根据图1至图8所示,本实施例所述的一种烫发器,包括壳体1、安装在壳体上的加热组件2以及罩设在所述加热组件外的隔热套3;所述壳体包括手柄部11和梳发部12;所述加热组件安装在所述梳发部上;所述加热组件所需的电源通过手柄部输入,如采用蓄电池或电源线。
33.所述加热组件包括有加热部件21和导热部件22;所述导热部件具有长条形的基板221,以及沿基板长度方向等间距排列的多个梳齿部222;所述基板包括有沿基板宽度方向拼接的第一基板2211和第二基板2212,多个所述梳齿部包括交错设置的第一梳齿部2221和第二梳齿部2222,各个所述第一梳齿部与第一基板一体成型,各个所述第二梳齿部与第二基板一体成型;所述梳齿部的至少一个壁面具有两个外凸部2223,两个所述外凸部之间的连线与当前壁面相邻的梳齿部相交。
34.所述梳齿部由交错设置的第一梳齿部和第二梳齿部排列构成,便于导热部件的铸造成型,且拼接后的导热部件的每两个相邻梳齿部之间具有较小的间隙,利于烫发时每个间隙之间的头发较少,利于头发的均匀受热;两个所述外凸部之间沿基板宽度方向的连线与当前壁面相邻的梳齿部相交,使得一缕头发滑过该间隙时能够被摊开,利于尽可能多的头发直接与梳齿部接触,保证烫发时头发受热均匀。
35.所述加热部件具有两个发热面,所述第一基板和第二基板上分别设有用于安装加热部件的安装部2213;或者拼接状态的第一基板与第二基板之间围成安装部,所述安装部使得加热部件的两面均与第一基板、第二基板直接接触;或者加热部件的一面与第一基板直接接触,另一面与第二基板直接接触。
36.与背景技术相比,加热部件的两面均能够直接与导热部件接触进行导热,导热效率更高。
37.所述隔热套成型有多个隔热环31,所述隔热环的内圈与所述梳齿部之间存在间隙,每两个相邻的所述梳齿部之间远离所述基板的一端形成外宽内窄的引导开口2224,每两个相邻的所述隔热环之间形成引导口32,每个所述引导口与一个引导开口对齐。通过外宽内窄的引导开口,使头发能够顺利进入相邻的两个梳齿部之间并摊开。
38.结合图9
‑
11所示,所述梳齿部沿平行于基板的截面的中线为弧线,或该截面的中线以弧线为基础在异于中心处具有向弧线的圆心处的平滑凹陷。由于两个所述外凸部之间沿基板宽度方向的连线与当前壁面相邻的梳齿部相交用以使每两个相邻梳齿部之间具有较小的间隙,而造成第一梳齿部和第二梳齿部之间难以在基板宽度方向上进行拼接,而通过将梳齿部截面的中线设置为弧线形,使第一梳齿部和第二梳齿部在拼接过程中存在一些便于拼接的特定角度以利于完成导热部件的拼接。
39.实施例2
40.结合图12所示,本实施例与实施例1的区别在于:所述梳齿部沿平行于基板的截面为中心对称的形状;所述梳齿部的数量为偶数;所述第一基板和所述第二基板相同;各个所述第一梳齿部和所述第一基板构成第一导热单元,各个所述第二梳齿部和所述第二基板构成第二导热单元;使得第一导热单元和第二导热单元能够具有相同的形状,所述导热部件能够由两个第一导热单元或第二导热单元拼接构成。
41.当所述第一导热单元与第二导热单元具有相同的形状时,导热部件铸造成型是仅需要同一副模具即可,拼接导热部件时也不需要对基板的方向进行区分,既节省加工成本又简化了拼接流程。
42.实施例3
43.结合图13所示,本实施例在实施例1或2的基础上作如下改进:所述第一基板和所述第二基板的拼接方式为对插式拼接,所述第一基板或第二基板沿长度方向成型有一个或多个插齿,所述第二基板或第一基板对应各个所述插齿处成型有与插齿配合的插孔或凹槽。使得所述第一基板和第二基板拼接完成后所述插齿插入插孔或凹槽中,使第一基板和第二基板能够准确定位拼接又能使基板拼接完成后不易拆分。
44.实施例4
45.结合图14所示,本实施例在实施例1或2的基础上作如下改进:所述第一基板和所述第二基板的拼接方式为对插式拼接,所述第一基板和第二基板沿长度方向成型有多个插板。第一基板和第二基板之间通过插板进行定位拼接。
46.进一步的,所述安装部成型在多个插板上,所述加热部件的宽度与所述安装部的宽度相当,使得加热部件插入所述安装部后能够阻止第一基板与第二基板分离。使加热部件既能对导热部件进行加热,又能使导热部件保持拼接状态。
47.实施例5
48.结合图15所示,本实施例在实施例1或2的基础上作如下改进:所述安装部的长度方向与所述基板的长度方向之间形成夹角,所述夹角使得加热部件插入所述安装部后能够阻止第一基板与第二基板分离,所述夹角优选15
‑
75
°
。通过将加热部件安装到安装部中,使得加热部件既能对导热部件进行加热,又能使导热部件保持拼接状态。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1