一种镶嵌有陶瓷的首饰生产工艺的制作方法
1.本发明涉及的是金首饰生产工艺领域,具体而言,尤其涉及一种镶嵌有陶瓷的首饰生产工艺。
背景技术:
2.金首饰作为日常生活中常见的贵金属饰品,特别是金手镯,因外形精美而深受广大爱美女士的喜爱和佩戴。单纯的金手镯由于黄金的密度比较大,故其重量一般都比较重,用户佩戴在手上会感觉到比较沉重;同时由于黄金作为贵金属,单纯的金手镯本身的价值就非常高,对于一些年轻爱美女士来说是一笔较大的开销,同时单纯的金手镯的样式也比较单一,不能满足市场日益增长的审美需求。因此,鉴于上述方案于实际制作及实施使用上的缺失之处,而加以修正、改良,同时本着求好的精神及理念,并由专业的知识、经验的辅助,以及在多方巧思、试验后,方创设出本设计,故提供一种镶嵌有陶瓷的首饰生产工艺,用于解决目前的首饰比较沉重、售价偏贵以及样式单一的问题。
技术实现要素:
3.本发明的目的之一在于提供一种镶嵌有陶瓷的首饰生产工艺,以便于解决目前的首饰比较沉重、售价偏贵以及样式单一的问题。
4.本发明一种镶嵌有陶瓷的首饰生产工艺可以通过下列技术方案来实现:
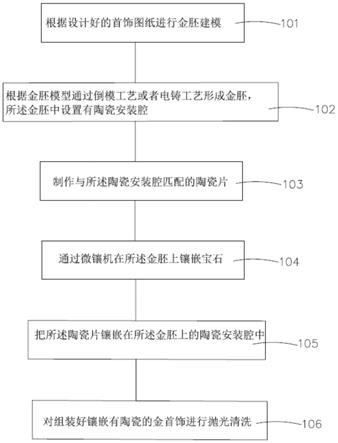
5.本发明一种镶嵌有陶瓷的首饰生产工艺,包括以下具体步骤:101,根据设计好的首饰图纸进行金胚建模;102,根据金胚模型通过倒模工艺或者电铸工艺形成金胚,所述金胚中设置有陶瓷安装腔;103,制作与所述陶瓷安装腔匹配的陶瓷片;104,通过微镶机在所述金胚上镶嵌宝石;105,把所述陶瓷片镶嵌在所述金胚上的陶瓷安装腔中;106,对组装好镶嵌有陶瓷的首饰进行抛光清洗。
6.在其中一种实施方式中,所述倒模工艺的具体步骤如下:s1,通过3d打印机打印金胚蜡模;s2,制作石膏溶液;s3,形成金胚蜡模空位;s4,通过熔金机熔化金料;s5,形成具有陶瓷安装腔的金胚;s6,清洗金胚。
7.在其中一种实施方式中,所述石膏溶液包括石膏粉和水,石膏粉和水按照1kg:380ml比例,放入到真空搅拌机中进行搅拌。
8.在其中一种实施方式中,金形成胚蜡模空位具体步骤如下:把所述金胚蜡模放进钢盅中,往钢盅中倒入搅拌好的石膏溶液,再把钢盅放进电焗机中进行加温,让石膏凝固,同时熔化熔点低的蜡模,形成金胚蜡模空位。
9.在其中一种实施方式中,所述电铸工艺的具体步骤如下:s11,开模形成合金胚;s12,金料溶解;s13,制作电铸液;s14,形成电铸胚;s15,电铸胚脱合金形成金胚;s16,清洗合金脱芯后的金胚。
10.在其中一种实施方式中,金料溶解的步骤如下:把准备好的金料和氰化钾放入电铸槽内,通过整流机控制电流大小形成氰化亚金钾溶液,把金料溶解在氰化钾溶液中。
11.在其中一种实施方式中,电铸胚脱合金的步骤如下:在所述电铸胚上设置脱芯孔进行合金脱芯,然后把所述电铸胚放入高温振动炉中,温度设置为300-500摄氏度达到合金的熔点,让合金熔化,熔化后的合金沿设置的所述脱芯孔内流出。
12.在其中一种实施方式中,所述陶瓷片的制作工艺为:s21,把准备好的氧化锆放入3d打印机中,制作陶瓷模;s22,把所述陶瓷模放到电炉中进行高温烘烤,使其形成陶瓷胚;s23,形成与所述陶瓷安装腔匹配的陶瓷片;s24,所述陶瓷片进行抛光。
13.在其中一种实施方式中,所述宝石为钻石、水晶、祖母绿、红宝石或者蓝宝石中的一种或者多种。
14.在其中一种实施方式中,所述首饰包括手镯、吊坠、吊环或者戒指。
15.与现有技术相比,本发明一种镶嵌有陶瓷的首饰生产工艺的有益效果为:
16.本发明一种镶嵌有陶瓷的首饰生产工艺通过所述倒模工艺或者所述电铸工艺形成金胚,在所述金胚中设置有陶瓷安装腔,通过3d打印机生产陶瓷片,然后把陶瓷片镶嵌在在陶瓷安装腔内,从而形成镶嵌有陶瓷的首饰,通过这种工艺生产的首饰,有效地解决了目前的首饰比较沉重、售价偏贵以及样式单一的问题;同时可以在金胚上镶嵌宝石,相比较传统的金首饰,具备质量较轻、售价合理、样式多样化以及时尚性的特点,这样的工艺可以广泛应用在手镯、吊坠、吊环或者戒指上,具有一定的市场推广潜力。
附图说明
17.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
18.图1是本发明一种镶嵌有陶瓷的首饰生产工艺的流程示意图;
19.图2是图1本发明一种镶嵌有陶瓷的首饰生产工艺中倒模工艺的流程示意图;
20.图3是图1本发明一种镶嵌有陶瓷的首饰生产工艺中电铸工艺的流程示意图;
21.图4是图1本发明一种镶嵌有陶瓷的首饰生产工艺中陶瓷片的制作流程示意图。
具体实施方式
22.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和展示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
23.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
25.在本发明的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基
于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
26.此外,在本发明中,除非另有明确的规定和限定,第一特征在第二特征之上或之下可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征之上、上方和上面包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征之下、下方和下面包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
27.此外,术语“水平”、“竖直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
28.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
29.请参阅图1,本发明一种镶嵌有陶瓷的首饰生产工艺,包括以下具体步骤:101,根据设计好的首饰图纸进行金胚建模;102,根据金胚模型通过倒模工艺或者电铸工艺形成金胚,所述金胚中设置有陶瓷安装腔;103,制作与所述陶瓷安装腔匹配的陶瓷片;104,通过微镶机在所述金胚上镶嵌宝石;105,把所述陶瓷片镶嵌在所述金胚上的陶瓷安装腔中;106,对组装好镶嵌有陶瓷的首饰进行抛光清洗。所述首饰包括但不限于手镯、吊坠、吊环或者戒指。
30.请参阅图1和图2,所述倒模工艺的具体步骤如下:s1,通过3d打印机打印金胚蜡模,具体地,根据建模好的所述金胚模型,利用3d打印机打印形成金胚蜡模,在金胚蜡模上设置所述陶瓷安装腔;s2,制作石膏溶液,具体地,把石膏粉和水按照1kg:380ml比例,放入到真空搅拌机中进行搅拌形成石膏溶液,使得石膏粉充分溶解在水中;s3,形成金胚蜡模空位,具体地,把所述金胚蜡模放进钢盅中,往钢盅中倒入搅拌好的石膏溶液,再把钢盅放进电焗机中进行加温,让石膏凝固,同时熔化熔点低的蜡模,形成金胚蜡模空位,在本步骤中,电焗机的温度使用过程为:先把温度设置200摄氏度的温度进行加热2-4小时,再把温度设置为450摄氏度加热4-6小时,然后把温度设置为650摄氏度加热1-3小时,然后把温度设置为750摄氏度加热1-3小时,然后把温度设置为850摄氏度加热1-2小时,最后把温度设置为750摄氏度,直至石膏彻底凝固,同时使所述金胚蜡模熔化,形成所述金胚蜡模空位,优选地,先把温度设置200摄氏度的温度进行加热3小时,再把温度设置为450摄氏度加热5小时,然后把温度设置为650摄氏度加热2小时,然后把温度设置为750摄氏度加热2小时,然后把温度设置为850摄氏度加热1小时,最后把温度设置为750摄氏度,直至石膏彻底凝固,同时使所述金胚蜡模熔化;s4,通过熔金机熔化金料,具体地,把准备好的金料放置到所述熔金机,同时把所述熔金机的温度设置为800-900摄氏度,使放置在其内的金料彻底液化;s5,形成具有陶瓷安装腔的金胚,具体地,把盛装有所述金胚蜡模空位的钢盅放到金属铸造机上,
再把液化好的金料倒入凝固好的石膏钢盅内,让液体金料填充所述金胚蜡模空位,形成金胚;s6,清洗金胚,再把钢盅内的石膏及金胚取出放入到石膏清洗机内,利用高压水枪清除所述金胚上的石膏粉。
31.请参阅图1和图3,所述电铸工艺的具体步骤如下:s11,开模形成合金胚,具体地,所述合金胚包括锡和铋,在所述合金胚上设置陶瓷安装腔;s12,金料溶解,具体地,把准备好的金料和氰化钾放入电铸槽内,通过整流机控制电流大小形成氰化亚金钾溶液,把金料溶解在氰化钾溶液中;s13,制作电铸液,具体地,把氰化亚金钾溶液、氰化亚铜溶液、络合剂放置在电铸槽中,稳定组合溶液的温度为70-71摄氏度,ph值为10.5-11,电源采用脉冲电源,其电流密度为0.08ma/
㎡
,形成电铸液;s14,形成电铸胚,具体地,把所述合金胚放置到电铸槽作为阴极,阳极采用单质金,通直流电,在电解作用下使组合溶液中金料沉淀到合金胚上,形成电铸胚;s15,电铸胚脱合金形成金胚,具体地,在所述电铸胚上设置脱芯孔进行合金脱芯,然后把所述电铸胚放入高温振动炉中,温度设置为300-500摄氏度达到合金的熔点,让合金熔化,熔化后的合金沿设置的所述脱芯孔内流出;s16,清洗合金脱芯后的金胚,具体地,将合金脱芯后的所述电铸胚放入到硝酸中加热,使电铸胚内的合金全部融化。
32.请参阅图1和图4,在本实施例中,所述陶瓷片的制作工艺为:s21,把准备好的氧化锆放入3d打印机中,制作陶瓷模;s22,把所述陶瓷模放到电炉中进行高温烘烤,使其形成陶瓷胚,具体地,设置电炉的温度为1300-1500摄氏度,烘烤时间为12-16小时,优选地,电炉的温度为1400摄氏度,烘烤时间为15小时;s23,形成与所述陶瓷安装腔匹配的陶瓷片,通过线切割机切割开所述陶瓷胚,再用精雕机雕刻与所述陶瓷安装腔匹配的所述陶瓷片,在一些实施例中,还可以利用激光机在所述陶瓷片设置孔位;s24,所述陶瓷片进行抛光,具体地,把所述陶瓷片用钻石粉打磨抛光。
33.请参阅图1,在本实施例中,所述金胚和所述陶瓷片的组装过程为:把所述金胚通过执模机把表面打磨光滑;然后将抛光完成的所述陶瓷片镶嵌在光滑的所述金胚上。在本实施例中,通过微镶机把宝石镶嵌在打磨光滑的所述金胚上,所述宝石可以是钻石、水晶、祖母绿、红宝石或者蓝宝石中的一种或者多种。
34.需要说明的是,本发明一种镶嵌有陶瓷的首饰生产工艺通过所述倒模工艺或者所述电铸工艺形成金胚,在所述金胚中设置有陶瓷安装腔,通过3d打印机生产陶瓷片,然后把陶瓷片镶嵌在在陶瓷安装腔内,从而形成镶嵌有陶瓷的首饰。
35.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
36.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1