一次性拖鞋鞋底坯料加工装置的制作方法
1.本实用新型涉及一次性拖鞋制造设备技术领域,具体涉及一种一次性拖鞋鞋底坯料加工装置。
背景技术:
2.一次性拖鞋因具有价格低廉、使用方便、一次性使用比较卫生等优点,在浴室、宾馆、酒店等场所获得了广泛的应用。一次性拖鞋主要由鞋底和鞋面连接组成,目前一次性拖鞋的生产已由传统的手工、半自动化发展到自动化生产阶段。一次性拖鞋的自动化生产设备也处于不断发展的过程中。如授权公告号为cn 111280610b的中国专利文献即公开了一种自动化的一次性拖鞋生产设备,其主要构成部分包括:鞋面面料输送机构、鞋底坯料输送机构、将鞋面面料切断成鞋面坯料的切断装置、依靠负压吸附并传输鞋面坯料的吸附输送装置、与吸附输送装置相配合对鞋面坯料进行成型加工的鞋面成型装置、将成型后的鞋面坯料与鞋底坯料汇合输送并对成型后的鞋面坯料上的凸出部进行折倒操作的传送装置、将传送装置输送并处理后的鞋面坯料与鞋底坯料通过超声波焊接形成拖鞋坯料的焊接装置、将焊接后的拖鞋坯料剪切成拖鞋的最终成型装置、以及为前述切断装置和吸附输送装置提供赖以正常工作的负压发生器。该一次性拖鞋生产设备基本能够实现一次性拖鞋的自动化生产,但也存在着明显的不足:
3.其一,该一次性拖鞋生产设备整体结构复杂,体型庞大,沿长度方向整体长度基本在12米左右,占地面积大、设备成本高、自动化生产过程中稳定可靠性不足。
4.其二,该一次性拖鞋生产设备的切断装置依赖负压发生器提供的负压才能正常工作,使得切断装置的结构十分复杂,并且其切断装置工作时仅仅依靠第一刀轴和第一筒体产生的作用力对鞋面面料形成牵引,在切断鞋面面料时,鞋面面料仅受到一个方向的作用力,极易造成切不着、切不断(即切断时当前单个鞋面坯料与后续的单个鞋面坯料的形成耦断丝连的情况)的后果,使得后续工序大受影响,易生产出次品或废品,严重时需要停机人工干预。
5.其三,该一次性拖鞋生产设备的吸附输送装置工作时依赖其负压发生器提供的负压对2根设有排孔和间隙的传动带上的鞋面坯料进行吸附传输,负压吸附的目的是保证鞋面坯料在传动带上不移位以保证走位准确进入下一道成型工序,但是一次性拖鞋的鞋面材料通常采用无纺布,其本身也有孔且重量很轻,在负压吸力下鞋面坯料在其吸附输送装置的2根传动带上输送过程中仍然容易发生移位,鞋面坯料移位则后续工序易生产出次品或废品,严重时需要停机人工干预。
6.其四,该一次性拖鞋生产设备的鞋面成型装置并不能独立地使鞋面坯料成型,需要和吸附输送装置进行精确的动配合,协同动作才能实现鞋面坯料成型,一方面使得吸附输送装置结构复杂,另一方面影响了设备整体工作的可靠性。
7.其五,该一次性拖鞋生产设备的因为整体结构设置的原因,在进入超声波焊接前,需要设置传送装置,一方面将成型后的鞋面坯料与鞋底坯料汇合输送给焊接装置,更重要
的是通过传送装置的折倒机构将成型后的鞋面坯料上的凸出部进行折倒操作以进入焊接设备,否则生产出来的产品即为废品。其传送装置结构复杂,工作可靠性不高。
8.申请公布号为cn 113455782a的中国专利文献提供了一种一次性拖鞋生产装置,其通过对切断装置进行结构改进,相对于前述的授权公告号为cn 111280610b的一次性拖鞋生产设备中的切断装置,除了能较好地解决原切断装置工作过程中极易造成切不着、切不断的技术问题外,其他前述所列的五个技术上的不足依然存在。虽然目前授权公告号为cn 111280610b公开的一次性拖鞋生产和申请公布号为cn 113455782a公开的一次性拖鞋生产装置在市面上为相对较为先进的一次性拖鞋生产设备,但由于如前述二者存在着技术上的明显不足,因此,研发更为先进的一次性拖鞋生产设备,是业内亟需解决的技术问题。
技术实现要素:
9.本实用新型的目的是:针对现有技术中存在的问题,提供一种结构简单、成本较低、节约原材料、工作可靠性及成品率均大幅提高的一次性拖鞋鞋底坯料加工装置。
10.本实用新型的技术方案是:本实用新型的一次性拖鞋鞋底坯料加工装置,其结构特点是:包括用于将2层以上的鞋底底层原料焊接成鞋底底层坯料的鞋底底层超声波焊接辊,用于驱动上述鞋底底层超声波焊接辊运转的底层焊接辊驱动器,用于将鞋底填料裁切成鞋底填充层的鞋底填料裁切辊,用于驱动上述鞋底填料裁切辊运转的填料裁切辊驱动器,用于将制得的鞋底底层坯料、鞋底填充层与鞋底面料组合焊接以制备成鞋底坯料并输出的鞋底坯料超声波焊接辊,以及用于驱动上述鞋底坯料超声波焊接辊运转的鞋底坯料焊接辊驱动器。
11.进一步的方案是:上述鞋底底层超声波焊接辊上密设有用于将鞋底底层原料焊接成防滑的鞋底底层坯料的防滑焊接纹。
12.进一步的方案是:上述鞋底坯料超声波焊接辊上设有焊接纹,以及用于将鞋底面料、鞋底填充层和鞋底底层坯料更紧密结合使得输出的鞋底坯料中的鞋底填充层不易走位的若干个焊接打点齿。
13.进一步的方案是:上述鞋底填料裁切辊上设有填料成型裁切刀组,以及在上述填料成型裁切刀组的两侧各周向设置一组的边废料打碎刀组。
14.进一步的方案是:上述鞋底坯料加工装置还包括与上述鞋底填料裁切辊相配合,用于将鞋底填料裁切辊在加工过程切碎的鞋底填充层废料回收的填料废料回收机构。
15.进一步的方案是:上述填料废料回收机构包括吹风件、废碎料承接箱、进风接口、出料接口、上阻挡件以及托条;上述废碎料承接箱的上端设有作为废料进口的开口,废碎料承接箱的一侧通过进风接口与吹风件通气连接;废碎料承接箱的另一侧与出料接口一体或固定连接且与出料接口相通,上阻挡件一体或固定设于废碎料承接箱的上方并部分覆盖废碎料承接箱的上端开口,上阻挡件上设有成型鞋底填料通过孔,托条设于废碎料承接箱上端开口的中间处并与上阻挡件上的成型鞋底填料通过孔相配合。
16.进一步的方案是:上述吹风件为吹风机。
17.进一步的方案是:上述底层焊接辊驱动器、填料裁切辊驱动器、鞋底坯料焊接辊驱动器均为伺服电机。
18.本实用新型具有积极的效果:
19.(1)相对于现有技术中实现相同功能的同类装置,本实用新型通过结构改进设计,使其整体结构紧凑,体型较小,设备本身成本较低,工作时稳定性和可靠性好,加工效率较高。
20.(2)本实用新型通过在鞋底底层超声波焊接辊上密设防滑焊接纹的结构改进设计,可方便地实现具有防滑功能的鞋底底层坯料。
21.(3)本实用新型通过在鞋底填料裁切辊上设置边废料打碎刀组的改进结构设计,以及与该结构改进相配合,配套设置的填料废料回收机构的结构改进,使其相对于现有技术中对鞋底填充层边废料回收普遍采用的牵拉式回收机构,本实用新型结构大为精简,体型更小,设备本身成本更低,生产过程中鞋底填充层边废料浪费更少,有效解决了现有技术的牵拉式回收机构在工作过程中作为一次性拖鞋鞋底填充层通常采用的珍珠棉容易拉断,需要停机处理影响生产效率,而为防止鞋底填充层废料在回收过程中易拉断被迫将鞋底填充层废料预留足够宽度则造成原材料成本大幅增加的技术难题。
附图说明
22.图1为采用本实用新型作为构件之一的一次性拖鞋生产机的立体结构示意图;
23.图2为从图1的侧后方观察时的立体结构示意图;
24.图3为图1中鞋面坯料加工装置的立体结构示意图;
25.图4为与图3观察角度不同时的鞋面坯料加工装置的立体结构示意图;
26.图5为与图3和图4观察角度均不同时的鞋面坯料加工装置的立体结构示意图;
27.图6为图3中鞋面坯料成型机构的立体结构示意图;
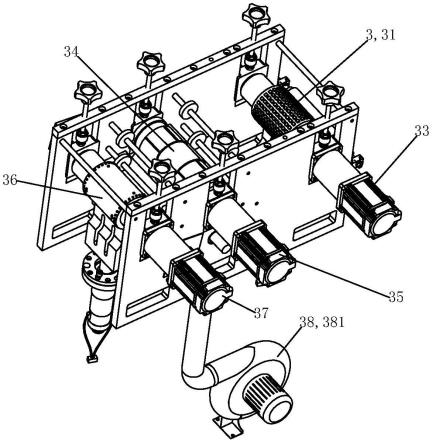
28.图7为本实用新型的立体结构示意图;
29.图8为与图7的侧后方观察时的立体结构示意图;
30.图9为图7中鞋底填料裁切辊的立体结构示意图;
31.图10为图8中废填料回收件的立体结构示意图;
32.图11为图8中鞋底坯料超声波焊接辊的立体结构示意图;
33.图12为图1中鞋底鞋面坯料组合加工装置的立体结构示意图,图中还示意性地显示了待组合焊接的鞋面坯料和鞋底坯料;
34.图13为图1中鞋底鞋面坯料组合加工装置的立体结构示意图,图中还示意性地显示了正在组合焊接的鞋面坯料和鞋底坯料;
35.图14为从与图12不同方向观察时鞋底鞋面坯料组合加工装置的立体结构示意图,图中还示意性地显示了待组合焊接的鞋面坯料和鞋底坯料;
36.图15为图12中拖鞋坯料超声波焊接辊的立体结构示意图;
37.图16为从与图15不同角度观察时拖鞋坯料超声波焊接辊的立体结构示意图;
38.图17为图1中成品装置的立体结构示意图;
39.图18为与图17观察角度不同时成品装置的立体结构示意图;
40.图19为与图17和图18观察角度均不同时的成品装置的立体结构示意图。
41.上述附图中的附图标记如下:
42.机架1;
43.鞋面坯料加工装置2,
44.鞋面原料进料机构21,进料辊211,进料辊驱动器212,预进料组件213,卷料轴213-1,卷料轴驱动器213-2,进料导向架213-3,进料探测杆213-4,接触传感器213-5;
45.鞋面原料切断机构22,切刀221,切刀驱动器222,单个鞋面原料导向板223,导向板安装杆224;
46.鞋面坯料成型机构23,成型板231,成型板驱动带232,驱动带带体232-1、驱动带转轴232-2,驱动带从动轴232-3,成型板驱动带驱动器233;
47.鞋面坯料导向驱动机构24,第一驱动带241,第一转轴241-1,第一带体241-2,第二驱动带242,第二转轴242-1,第二带体242-2,第三驱动带243,第三带体243-1,驱动带驱动器244,传动齿轮对245,主动齿轮245-1,从动齿轮245-2,导向间隙246,间隙导向板247,间隙导向板安装杆248;
48.鞋底坯料加工装置3,鞋底底层超声波焊接辊31,超声波焊头32,底层焊接辊驱动器33,鞋底填料裁切辊34,填料成型裁切刀组341,边废料打碎刀组342,填料裁切辊驱动器35,鞋底坯料超声波焊接辊36,焊接纹361,焊接打点齿362,鞋底坯料焊接辊驱动器37,填料废料回收机构38,吹风件381,废碎料承接箱382,进风接口383,出料接口384,上阻挡件385,成型鞋底填料通过孔385-1,托条386;
49.鞋底鞋面坯料组合加工装置4,拖鞋坯料超声波焊接辊41,鞋面凸起让位槽孔411,拖鞋坯料形成焊接纹412,废料压合焊接纹413;拖鞋坯料焊接辊驱动器42;牵引辊43,牵引辊驱动器44;
50.成品装置5,拖鞋坯料切边辊51,切边底辊52,切边辊驱动器53,成品出货输送带54,出货输送带转轴541,第一传动件542,废边料卷取式回收机构55,废料夹辊安装架551,废边料走料孔551-1,废料夹辊552,第二传动件553,废料牵引导向滚轮554;
51.鞋面原料a,鞋底底层原料b,鞋底填料c,鞋底面料d,鞋面坯料e,鞋底坯料f。
具体实施方式
52.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
53.(实施例1)
54.本实施例中,在进行方位描述时,以图1所朝向的方向为描述中的前方,以背对图1的方向为描述中的后方,图1中的上下、左右方向仍为描述中的上下、左右方向,图1中的左方为加工制造过程中一次性拖鞋成品出货方向。
55.见图1和图2,本实施例的鞋底坯料加工装置3作为如图1和图2所示的一次性拖鞋生产机的主要构件之一,用于将鞋底原料(包括鞋底底层原料b、鞋底填料c、鞋底面料d)加工为鞋底坯料f(如图11所示)。
56.本实施例的鞋底坯料加工装置3与作为安装基础的机架1、用于将鞋面原料a加工为成型的鞋面坯料e(如图11所示)的鞋面坯料加工装置2、用于将制得的鞋面坯料e与鞋底坯料f相结合并焊接成拖鞋坯料的鞋底鞋面坯料组合加工装置4、用于将制得的拖鞋坯料裁切成制成品的成品装置5一起构成如图1所示的一次性拖鞋生产机。鞋底坯料加工装置3、鞋面坯料加工装置2、鞋底鞋面坯料组合加工装置4以及成品装置5在机架1上从右至左依次紧密相接并分别固定安装在机架1上。
57.由图1和图2可直观看出,采用本实施例的鞋底坯料加工装置3的一次性拖鞋生产
机,省略了背景技术中最接近的现有技术的一次性拖鞋生产设备中的吸附输送装置、传送装置及负压发生器等构件,其沿长度方向的长度仅2.6米左右,不及前述最接近现有技术设备总长度12米的1/4,整机在使用过程中安装占地面积大幅缩小,成本大幅降低,省略了现有技术中较长距离的材料传送环节,各构件间相互配合紧密,使其在工作过程中工作稳定性和可靠性较现有技术大幅提高。
58.参见图3至图6,鞋面坯料加工装置2主要由用于输入鞋面原料a的鞋面原料进料机构21、用于将鞋面原料进料机构21输入的鞋面原料a间歇通过一次性直线往复运动切断成单个鞋面原料的鞋面原料切断机构22、用于通过往复直线运动逐次将切断的单个鞋面原料加工成具有中间凸起的鞋面坯料e的鞋面坯料成型机构23、用于配合鞋面坯料成型机构23的成型动作并将制得的鞋面坯料e向下级的鞋底鞋面坯料组合加工装置4导向输出的鞋面坯料导向驱动机构24组成。鞋面坯料导向驱动机构24和鞋面坯料成型机构23分设于鞋面原料切断机构22的下方左右两侧,鞋面原料进料机构21设于鞋面坯料成型机构23的上方。鞋面坯料加工装置2采用如前述结构设计,使其结构紧凑,各组成机构间易于精密配合。
59.鞋面原料进料机构21主要由用于向鞋面原料切断机构22按照设定长度输送鞋面原料的进料辊211以及用于驱动进料辊211转动的进料辊驱动器212组成。进料辊211为由主动辊和从动辊组成的对辊,进料辊驱动器212与进料辊211的主动辊传动连接,进料辊211的主动辊和从动辊可采用主动辊为刚性辊、从动辊为橡胶辊,优选主动辊和从动辊均采用橡胶辊。进料辊驱动器212可采用电机、液压马达、气动马达等具有动力输出的机构,优选采用伺服电机,后续涉及的各驱动器均与此处记载的选用相同,不重复记载。
60.作为鞋面原料进料机构21的优选方式,鞋面原料进料机构21还包括用于减轻进料辊211工作时牵拉鞋面原料a拉力负担并辅助鞋面原料a准确进入进料辊211,以保证鞋面原料进料机构21能准确按照设定长度向鞋面原料切断机构22输送鞋面原料a的预进料组件213。参见图2,预进料组件213包括可旋转地设于机架1上使用时用于置放鞋面原料a的卷料轴213-1、驱动卷料轴213-1旋转放料的卷料轴驱动器213-2、固定设于进料辊211右侧的进料导向架213-3、用于探测鞋面原料在进料导向架213-3与鞋面原料卷a间是否已张紧的进料探测杆213-4、与进料探测杆213-4配合设置用于输出卷料轴驱动器213-2是否需要启动放料信号的接触传感器213-5。使用时,鞋面原料a成卷固定设于卷料轴213-1上,需由卷料轴213-1的转动方能放料,而鞋底底层原料b、鞋底填料c和鞋底面料d的各料卷则为可随动自转地设于机架1上。工作过程中,若鞋面原料a在进料导向架213-3与卷料轴213-1间处于张紧状态时,鞋面原料a从下方将进料探测杆213-4向上抬起,使得进料探测杆213-4与接触传感器213-5接触,接触传感器213-5发出需要放料信号,卷料轴驱动器213-2得到信号启动运行,驱动卷料轴213-1旋转带动固定设于卷料轴213-1上的鞋面原料卷旋转放料,当进料导向架213-3上的鞋面原料a达到设定长度时,进料导向架213-3与卷料轴213-1间的鞋面原料a处于松驰状态,进料探测杆213-4与接触传感器213-5脱离接触,卷料轴驱动器213-2停止驱动送料,如此重复。可见,通过设置预进料组件213,不管是起始状态下鞋面原料卷呈大卷还是使用后鞋面原料卷呈不断变小的小卷,预进料组件213能够保证进入进料辊211的鞋面原料始终处于松驰状态,从而保证鞋面原料进料机构21能准确地按照设定长度向鞋面原料切断机构22输送鞋面原料,以保证鞋面原料切断机构22切断出的单个鞋面原料的长度准确保持一致,从而提高产品的规格质量。
61.仍然参见图3至图6,鞋面原料切断机构22主要由工作时做直线运动的切刀221、作为切刀221动力源的切刀驱动器222、用于将切刀驱动器222的旋转运动转换成驱动切刀221作直线运动的传动机构(图中未标注)组成。作为一种具体实现方式,本实施例中,切刀221由与传动机构连接的上刀片以及固定设于上刀片下方的下刀片组成,也可采用上刀片和设于上刀片下方的刀砧组成。将驱动器(如电机)的旋转运动转换成驱动执行元件作直接运动的传动机构为成熟的现有技术,其结构不作详述。工作时,由鞋面原料进料机构21输送的鞋面原料a从切刀221的上刀片和下刀片间通过达到设定长度时(进料长度由鞋面原料进料机构21的进料辊驱动器212依设定相应控制),切刀驱动器222驱动切刀221作一次上下向往复的直线运动将经过的鞋面原a料切断出一个单个鞋面原料,如此重复以得到一个个的单个鞋面原料。作为优选方式,鞋面原料切断机构22还包括用于引导被切断的单个鞋面原料向鞋面坯料成型机构23和鞋面坯料导向驱动机构24方向运动的单个鞋面原料导向板224,单个鞋面原料导向板224为折弯的板体件,单个鞋面原料导向板224通过配设的导向板安装杆225固定安装在机架1上,且位于切刀221的左侧,通过设置单个鞋面原料导向板224可有效防止重量较经的单个鞋面原料向上方飘移。
62.参见图6,鞋面坯料成型机构23主要由用于将单个鞋面原料加工成型的成型板231、作为成型板231安装和做往复直线运动基础的成型板驱动带232以及用于驱动成型板驱动带232做左右向往复直线运动的成型板驱动带驱动器233组成。作为一种优选结构,成型板231采用主要由位于左侧的三角形部和位于右侧的梯形部一体组成的板体结构件;成型板驱动带232主要由驱动带带体232-1、驱动带转轴232-2和驱动带从动轴232-3组成,驱动带带体232-1闭环式套接在驱动带转轴232-2和驱动带从动轴232-3上,成型板231固定设于驱动带带体232-1的上端,优选地,成型板231在驱动带带体232-1的上端居中设置;成型板驱动带驱动器233与成型板驱动带232的驱动带转轴232-2传动连接。
63.参见图4和图5,鞋面坯料导向驱动机构24主要上左右向设于机架1内且右侧与前述鞋面坯料成型机构23的成型板驱动带232相靠近的第一驱动带241、设于第一驱动带241上方且均从右上方向左下方倾斜设置并且工作中做同向同步转动的第二驱动带242和第三驱动带243、作为驱动第一至第三驱动带动力源的驱动带驱动器244、用于实现第二驱动带242和第三驱动带243共同与第一驱动带241传动连接且使得第二驱动带242和第三驱动带243与第一驱动带241反向运动的传动齿轮对245组成;第二驱动带242和第三驱动带243之间设有与前述鞋面坯料成型机构23的成型板231相配合将单个鞋面原料加工成鞋面坯料e型并利于成型后的鞋面坯料e通过和保持形状的导向间隙246。
64.参见图4和图5,作为一种具体实现方式,第一驱动带241主要由第一转轴241-1、第一从动轴(图中未标注)和第一带体241-2组成(其结构可参见图6中所示的成型板驱动带232的结构)。第二驱动带242主要由第二转轴242-1、第二从动轴(图中未标注)以及闭环式套接在第二转轴242-1和第二从动轴前部的第二带体242-2组成。第三驱动带243包括第三带体243-1,第三带体243-1闭环式套接在第二转轴242-1和第二从动轴的后部,前述的导向间隙246从右上方向左下方倾斜地设于第二带体242-2和第三带体243-1之间。第三驱动带243和第二驱动带242需共用转轴以保证二者同步同向转动,但显然第三驱动带243和第二驱动带242也可各设置一个从动轴而不共用1根从动轴。传动齿轮对245包括相互啮合且反向转动的一个主动齿轮245-1和一个从动齿轮245-2,第一驱动带241由其第一转轴241-1的
一端与驱动带驱动器244传动连接,第一转轴241-1的另一端与传动齿轮对245的主动齿轮245-1固定连接;第二转轴242-1的一端与传动齿轮对245的从动齿轮245-2固定连接。工作时,驱动带驱动器244驱动第一转轴241-1旋转使得第一带体241-3保持持续闭环式连续运转,第一转轴241-1的旋转通过传动齿轮对245的传动使得第二转轴242-1作与第一转轴241-1反方向的旋转从而使得共同由第二转轴242-1驱动的第二带体242-3和第三带体243-1在第一带体241-3的上方共同保持与第一带体241-3的运转方向相反的持续闭环式连续运转,从而由三个传动带的带体共同协力将未成型前的单个鞋面原料和成型后的鞋面坯料e向左方运送并输出。作为优选方式,第二转轴242-1的直径大于第二从动轴242-2的直径,在满足强度的前提下,第二从动轴242-2的直径越小越好,以便第二从动轴242-2与后道工序的鞋底鞋面坯料组合加工装置4可以更接近地设置,以使加工成型的鞋面坯料e更方便准确地进入鞋底鞋面坯料组合加工装置4。作为更进一步的优选方式,在第二带体242-3和第三带体243-1之间前后相对设有两块间隙导向板247,两块间隙导向板247通过配设的间隙导向板安装杆248固定安装在机架1上,此优选方式下,两块间隙导向板247之间的空间即构成前述的导向间隙246。
65.鞋面坯料加工装置2加工并输出鞋面坯料e的工作过程简述如下:由鞋面原料进料机构21输送的鞋面原料a被鞋面原料切断机构22切断成一个个的单个鞋面原料,单个鞋面原料被切断成的同时,鞋面坯料成型机构23的成型板231在成型板驱动带232的带动下向左方做直接运动,成型板231从右和左将单个鞋面原料向鞋面坯料导向驱动机构24的导向间隙246内推入,使得单个鞋面原料的中间处形成前低后高的向上凸起从而制得鞋面坯料e,单个鞋面原料成型后成型板231从右和左的运动变为从左向右的复位运动,如此重复。制得的鞋面坯料e在鞋面坯料导向驱动机构24的3个驱动带的带体协力作用下从右向左向下道工序的鞋底鞋面坯料组合加工装置4运动,鞋面坯料e在运动过程中,鞋面坯料导向驱动机构24的导向间隙246既便于鞋面坯料e的中间凸起通过,同时对鞋面坯料e的中间凸起还起着保持形状的作用。
66.鞋底坯料加工装置3可采用现有技术中能够连续向后道工序的鞋底鞋面坯料组合加工装置4输出鞋底坯料f的鞋底坯料加工装置也可基本实现本实用新型的目的。为进一步对现有技术中的一次性拖鞋生产设备进行整体性的改进,本实施例中:
67.参见图7、图8和图1,鞋底坯料加工装置3包括用于将2层以上的鞋底底层原料b焊接成鞋底底层坯料的鞋底底层超声波焊接辊31、与鞋底底层超声波焊接辊31配套设置的超声波焊头32(也称超声波变幅杆,后续涉及的其他超声波焊接辊也均配设有相应的超声波接头,后续相应其他超声波焊接辊配设的相应超声波接头均作省略记载)、用于驱动鞋底底层超声波焊接辊31转动的底层焊接辊驱动器33、用于将鞋底填料c裁切成鞋底填充层的鞋底填料裁切辊34、用于驱动鞋底填料裁切辊34运转的填料裁切辊驱动器35、用于将制得的鞋底底层坯料、鞋底填充层以及鞋底面料d组合焊接以制备成鞋底坯料f并向后续的鞋底鞋面坯料组合加工装置4输出的鞋底坯料超声波焊接辊36、用于驱动鞋底坯料超声波焊接辊36运转的鞋底坯料焊接辊驱动器37。超声波焊接辊与超声波焊接头配合实现超声波焊接为成熟的现有技术。
68.作为优选方式,鞋底底层超声波焊接辊31上密设有防滑焊接纹,以便将2层以上的鞋底底层原料b焊接成下端面具有相应沉孔从而起防滑作用的防滑鞋底底层坯料。
69.参见图9,作为优选方式,鞋底填料裁切辊34除了设有与现有技术相同的填料成型裁切刀组341外,本实施例的鞋底填料裁切辊34在填料成型裁切刀组341的两侧各周向设有一组边废料打碎刀组342,两组边废料打碎刀组342用于工作时将除由填料成型裁切刀组341裁切成型的鞋底填充层以外的鞋底填料c同步切碎成填料废料以便回收。与鞋底填料裁切辊34的此优选方式相配合,鞋底坯料加工装置3还设有用于回收切碎的填料废料的填料废料回收机构38。
70.参见图10,作为一种具体实现方式,填料废料回收机构38主要由吹风件381、废碎料承接箱382、进风接口383、出料接口384、上阻挡件385以及托条386组成。吹风件381用于吹动切碎的填料废料运动,吹风件381优选采用吹风机。废碎料承接箱382为上端设有作为废料进口的开口的箱体件,废碎料承接箱382的一侧通过进风接口383与吹风件381通气连接;废碎料承接箱382的另一侧与出料接口384一体或固定连接且与出料接口384相通,上阻挡件385一体或固定设于废碎料承接箱382的上方并将废碎料承接箱382的上端开口实行部分覆盖,上阻挡件385上设有成型鞋底填料通过孔385-1,废碎料承接箱382的上端开口的中间处设有防止成型鞋底填料掉入废碎料承接箱382并可从上阻挡件385的成型鞋底填料通过孔385-1顺利通过的托条386。工作时,上鞋底填料裁切辊34裁切出的成型的鞋底填充层通过托条386的支撑从上阻挡件385的成型鞋底填料通过孔385-1通过输送给鞋底坯料超声波焊接辊36,而被鞋底填料裁切辊34的边废料打碎刀组342同步切碎的填料废料则落入废碎料承接箱382,落入废碎料承接箱382内的填料废料在吹风件381的风力作用下从出料接口384输出,上阻挡件385在上方对被风吹动的填料废料实施隔挡以防止其向上方运动。使用时在出料接口384上连接一回收容器(图中未示出)即可方便地对填料废料进行回收。相比于现有技术中一次性拖鞋生产设备中对鞋底填料层边废料普遍采用的牵拉式回收机构,本实施例的填料废料回收机构结构大为精简,体型更小,设备本身成本更低;同时,一次性拖鞋的鞋底填充层通常采用容易拉断的珍珠棉,现有技术的牵拉式回收机构在生产过程中易将珍珠棉拉断,需要停机处理影响生产效率,而为防止鞋底填充层废料在回收过程中被拉断,只能被迫采取将鞋底填充层废料预留足够宽度进行牵拉回收,从而则造成原材料成本大幅增加。而本实施例的填料废料回收机构工作方式是将鞋底填充层边废料采用切碎的方式进行回收,因此鞋底填充层预留边废料可尽可能少,从而能有效解决鞋底填充层原材料浪费的问题。
71.参见图11,作为一种优选方式,本实施例的鞋底坯料超声波焊接辊36上除了与现有技术相同设有焊接纹361以外,本实施例的鞋底坯料超声波焊接辊36上还设有若干个焊接打点齿362,通过设置焊接打点齿362,能够使得由鞋底坯料超声波焊接辊36焊接成的鞋底坯料f中鞋底面料d、鞋底填充层和鞋底底层坯料更好地结合,在进入后道工序的鞋底鞋面坯料组合加工装置4的过程中,鞋底填充层在鞋底面料d和鞋底底层坯料内不易走位,从而提高最终成品的质量。
72.参见图12至图16,鞋底鞋面坯料组合加工装置4主要由用于将鞋面坯料加工装置2输出的鞋面坯料e与鞋底坯料加工装置3输出的鞋底坯料f进行组合焊接以生成拖鞋坯料的拖鞋坯料超声波焊接辊41、用于驱动拖鞋坯料超声波焊接辊41运转的拖鞋坯料焊接辊驱动器42、用于牵引鞋底坯料f及焊接有鞋面坯料e后的拖鞋坯料运动的牵引辊43、用于牵引辊43运转的驱动牵引辊驱动器44组成。牵引辊43为由主动辊和从动辊构成的对辊。
73.参见图15和图16,拖鞋坯料超声波焊接辊41上除与现有技术相同地设有拖鞋坯料形成焊接纹412之外,与现有技术不同的是,本实施例的拖鞋坯料超声波焊接辊41的中间处沿周向开设有用于鞋面坯料e的中间凸起通过而不倒伏以免影响鞋面坯料e与鞋底坯料f组合焊接的内凹的鞋面凸起让位槽孔411,优选地,该鞋面凸起让位槽孔411为起始端开始至结束端为止逐渐加深的弧形槽孔,以与鞋面坯料e的中间凸起左低右高的结构相适应,工作时拖鞋坯料超声波焊接辊41旋转一周将1个鞋面坯料e与鞋底坯料f焊接,该鞋面坯料e的中间凸起则正好从拖鞋坯料超声波焊接辊41的鞋面凸起让位槽孔411通过而不倒伏。作为进一步优选方式,本实施例的拖鞋坯料超声波焊接辊41在其拖鞋坯料形成焊接纹412的两侧还设有废料压合焊接纹413,通过设置废料压合焊接纹413,能够将焊接成型为拖鞋坯料的两侧的鞋面坯料e与鞋底坯料f焊接在一起,以便进入后续成品装置5中将拖鞋坯料裁切为拖鞋成品后剩余的边废料的整体卷取收集,从而能够有效解决现有技术中连续单个的鞋面坯料e两边废料难以连接卷取收集的问题。
74.参见图17至图19,成品装置5可采用与现有技术相同的主要由拖鞋坯料切边辊51、与拖鞋坯料切边辊51相配合的切边底辊52以及用于驱动拖鞋坯料切边辊51运转的切边辊驱动器53、用于成品拖鞋输出的成品出货输送带54组成的成品装置,成品出货输送带54设有出货输送带转轴541和用于将出货输送带转轴541与切边底辊52传动连接的第一传动件542;拖鞋坯料切边辊51与切边底辊52间通过摩擦传动连接。此种现有成品装置也可基本实现本实用新型的目的。为进一步对现有技术中的一次性拖鞋生产设备进行整体性的改进,本实施例中:
75.成品装置5还设有由成品出货输送带54驱动的废边料卷取式回收机构55。废边料卷取式回收机构55主要由固定设于机架1上的废料夹辊安装架551、可活动地设于废料夹辊安装架551内的一对废料夹辊552、用于实现废料夹辊552与出货输送带转轴541传动连接的第二传动件553、可活动地设于机架1上用于调整废边料走向的若干个废料牵引导向滚轮554组成。废料夹辊安装架551上设有位于废料夹辊552上方的废边料走料孔551-1。工作时,经拖鞋坯料切边辊51裁切成的一次性拖鞋成品由成品出货输送带54输出,而拖鞋坯料切边辊51裁切形成的成品两侧的边废料则经废料牵引导向滚轮554的导向换向,经废料夹辊安装架551的废边料走料孔551-1后在2个废料夹辊552夹持旋转牵引下,连接可靠地牵出进行回收。
76.以上实施例是对本实用新型的具体实施方式的说明,而非对本实用新型的限制,有关技术领域的技术人员在不脱离本实用新型的精神和范围的情况下,还可以做出各种变换和变化而得到相对应的等同的技术方案,因此所有等同的技术方案均应该归入本实用新型的专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1