牙科医疗用器具及其制造方法与流程
1.本发明涉及一种牙科医疗用器具及其制造方法。
背景技术:
2.以往,在牙科治疗中,使用作为医疗用切削装置的手柄(handpiece)等的旋转驱动装置来进行切削牙齿的釉质或象牙质部分的治疗。在该手柄上主要安装并使用被称为硬质合金棒的切削件。该牙科技师牙科用硬质合金棒由于耐久性优异,所以在对石膏、树脂、金属、陶瓷等大范围牙科用材料进行切削时使用(例如专利文献1)。
3.硬质合金棒主要包括以下构件:机头,其通过放电加工等在外周形成有刀刃;以及轴,其为该机头的旋转轴。该机头由以碳化钨为主要成分的超硬合金等形成。另外,轴由不锈钢等形成。
4.这里,超硬合金难以与异种金属焊接。因此,硬质合金棒通常是由超硬合金通过研削加工来形成机头及轴,或者将由不锈钢形成的轴与由超硬合金形成的机头钎焊而形成的。
5.现有技术文献
6.专利文献
7.专利文献1:日本专利特开2014-512893
技术实现要素:
8.发明要解决的问题
9.这里,在通过超硬合金一体地形成机头和轴的情况下存在着材料费及加工费均上升的问题。另外,在将由超硬合金形成的机头和由不锈钢等材料形成的轴通过钎焊形成的情况下,由于钎焊部的强度不足,存在着如果一旦制作硬质合金棒,则其后难以对机头进行追加加工的问题。
10.因此,本发明的目的在于提供一种牙科医疗用器具及其制造方法,能够提高采用异种金属形成的机头和轴的接合部的强度,并且能够进行追加加工。
11.解决问题的手段
12.为了实现上述目的,本发明的牙科医疗用器具的特征在于:其包括轴和机头,所述轴和所述机头经由扩散层被接合。
13.在这种情况下,优选所述扩散层的厚度为5μm以内。另外,所述扩散层的形状可以在所述轴和所述机头中的至少某一方形成为凸状,优选地,可以在所述轴和所述机头中的电阻较高的一方形成为凸状。
14.另外,所述轴采用第1金属形成,所述机头采用材质与所述轴不同的第2金属形成。
15.另外,本发明的包括轴和机头的牙科医疗用器具的制造方法的特征在于:通过通电扩散接合将所述轴的接合面和所述机头的接合面接合。
16.在这种情况下,可以将所述轴和所述机头中的至少任一方的接合面设为凸状,优
选地可以将所述轴和所述机头中的电阻较低的一方的接合面设为凸状。
17.另外,优选地,所述扩散接合以用上升斜率(upslope)控制电源的输出的方式向所述轴和所述机头的接合面通电。
18.另外,在所述通电扩散接合中,向所述轴和所述机头通电的时间可以为90秒以下,更优选为30秒以下。
19.另外,能够使用所述轴采用第1金属形成并且所述机头采用材质与所述轴不同的第2金属形成的方式。
20.另外,所述扩散接合可以是向所述轴和所述机头的接合面通电,通过所述轴和所述机头的电阻发热而以固相进行扩散接合,也可以是以液相进行扩散接合。
21.另外,在所述通电扩散接合之后,也能够对所述机头的形状进行加工。
22.发明效果
23.由于轴和机头通过扩散接合被接合,因此强度较高,并且由此能够进行接合后的追加加工。
附图说明
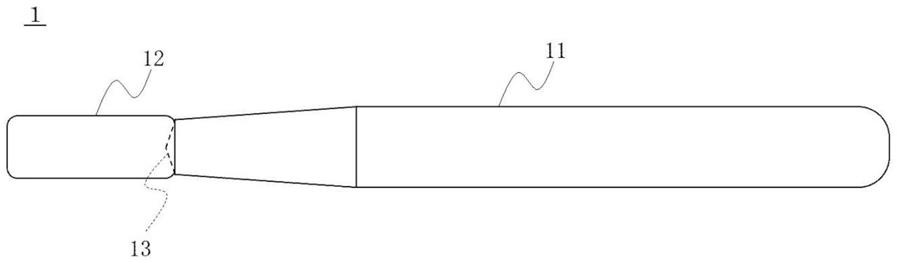
24.图1是表示本发明的牙科医疗用器具的侧视图。
25.图2是表示手柄的概略侧视图。
26.图3是表示制造本发明的牙科医疗用器具之前的轴和机头的侧视图。
27.附图标记说明
[0028]1ꢀꢀꢀꢀꢀ
牙科医疗用器具
[0029]2ꢀꢀꢀꢀꢀ
手柄
[0030]
11
ꢀꢀꢀꢀ
轴
[0031]
11a
ꢀꢀꢀ
接合面
[0032]
12
ꢀꢀꢀꢀ
机头
[0033]
12a
ꢀꢀꢀ
接合面
[0034]
13
ꢀꢀꢀꢀ
接合部
具体实施方式
[0035]
本发明的牙科医疗用器具1在牙科医疗中用于对牙齿或骨头、假体(假牙等)进行切削、研磨、修剪等,如图1所示,主要包括轴11和机头12。作为该牙科医疗用器具1,例如能够列举硬质合金棒。如图2所示,这样的牙科医疗用器具1被安装于用手握持来进行操作的手柄2等旋转驱动装置上使用。
[0036]
如图2所示,轴11是以能够安装于旋转驱动装置的卡具的方式形成并作为机头12的旋转轴发挥作用的部分。该轴11只要能够以能够旋转的方式安装于手柄2的卡具,就可以是任意的形状,能够采用以往已知的一般形状。
[0037]
另外,轴11的材料由金属(第1金属)形成。轴11被安装在手柄2上进行旋转,因此只要不会因其旋转力而发生弯曲或歪斜,就可以使用任意的金属,例如能够使用不锈钢等钢材。具体而言,例如能够列举sus201等。
[0038]
机头12是对牙齿或骨头、假体(假牙等)进行切削、研磨、修剪等的部分。机头12的
形状只要根据目的能够对由釉质、象牙质或牙骨质等形成的牙齿或采用金属等形成的假体等进行切削,就可以是任意的形状,能够采用以往已知的一般形状。
[0039]
另外,机头12的材料采用材质与轴11不同的金属(第2金属)形成。这里,材质不同的金属不仅是指成分不同的金属,还包含因淬火的不同而形成的金属等、即使成分相同性质也不同的金属。
[0040]
机头12只要有能够对由釉质、象牙质或牙骨质等形成的牙齿或采用金属等形成的假体等进行切削的硬度,就可以使用任意的金属,例如能够使用超硬合金、钼钢、高速钢。这里,超硬合金是指将硬质的金属碳化物的粉末烧结而制作的合金,例如能够列举出碳化钨等。若是由超硬合金形成机头12,则能够提高耐久性,长期维持良好的切削性。
[0041]
另外,轴11和机头12被扩散接合,在轴11和机头12的接合部13具有由第1金属和第2金属形成的扩散层。这里,扩散接合是指使轴11的接合面11a和机头12的接合面12a接触,以尽可能不产生塑性变形的程度进行加压,利用在接合面间产生的原子扩散来进行接合。在该扩散接合中,还存在以促进接合等为目的在接合面夹着金属进行接合的情况。
[0042]
另外,扩散层是指第1金属和第2金属彼此扩散而形成的层。为了减少接合部13的变形或组织变化,该扩散层的厚度可以为5μm以内,优选可以为3μm以内,进一步优选可以为1μm以内。为了形成这样的薄的扩散层,优选使用上述的通电扩散接合。
[0043]
另外,在使用通电扩散接合的情况下,需要对电流的流动进行控制。因此,轴11的接合面11a和机头12的接合面12a优选如下所述的形状:至少某一方设为凸状,初始以点或线进行接触,电流流通时扩散层逐渐扩张而进行接合。在这种情况下,另一方的接合面优选如平面或镜面那样在扩散接合时至少不会产生空隙的程度的光滑形状。例如,如图3所示,接合之前的轴11的接合面11a和机头12的接合面12a的形状能够采用一方形成为凸状、另一方形成为平面状的结构。通过像这样进行接合,扩散层从与平面接触的凸部的顶点逐渐良好地扩张,因此能够形成平坦的均匀的扩散层。因此,能够提高接合部13的破坏强度。此外,当然也能够将接合面11a和接合面12a双方均设为凸状。
[0044]
另外,由于电阻较高的部件更容易发热,所以将轴11和机头12中的电阻较低的一方的接合面设为凸状更容易形成均匀的扩散层。
[0045]
此外,接合面设为凸状是指接合面的顶端为点状或线状,例如能够设为锥状或球面状、或者将接合面的截面设为三角状或拱门状。另外,凸状部分在接合面既可以仅形成1个,也可以形成多个。在接合面形成多个凸状部分的情况下,例如能够使用喷砂处理、喷丸处理、蚀刻处理、激光处理等以往已知的方法。像这样形成的轴11和机头12进行接合时,在接合部13具有下述部分:扩散层的形状在轴和机头中的某一方或双方形成为凸状。更优选的是如上述的那样在轴11和机头12中的电阻较低的一方的接合面为凸状、电阻较高的一方的接合面为平面状进行接合的情况下形成的形状,具体而言,优选扩散层的形状在轴11和机头12中的电阻较高的一方形成为凸状。此外,形成于扩散层13的凸状部分也可以是多个。
[0046]
接着,对本发明的牙科医疗用器具1的制造方法进行说明。本发明的牙科医疗用器具1的制造方法的特征在于:通过通电扩散接合将轴11的接合面11a和机头12的接合面12a接合。
[0047]
轴11或机头12的形状或材质与上述的牙科医疗用器具1的说明是同样的,因此只要没有特别说明,对相同部分标注相同的附图标记并省略说明。作为材质的一例,能够使用
由超硬合金形成的机头12和由不锈钢形成的轴11。
[0048]
如上述的那样,扩散接合是指使轴11的接合面11a和机头12的接合面12a接触,以尽可能不产生塑性变形的程度进行加压,利用在接合面11a、12a之间产生的原子扩散来进行接合。在该扩散接合中,还存在以促进接合等为目的而在接合面夹着金属进行接合的情况。
[0049]
另外,在扩散接合中,存在以固相进行扩散接合的情况和以液相进行扩散接合的情况。在以固相进行扩散接合的情况下,使轴11和机头12、或者夹在其间的金属保持固相状态不变地利用扩散进行接合。另外,在以液相进行扩散接合的情况下,使轴11和机头12中的至少某一方、或者夹在其间的金属暂且熔融之后利用扩散使其等温凝固进行接合。
[0050]
作为扩散接合的具体例,能够使用向轴11的接合面11a和机头12的接合面12a通电并利用轴11和机头12的电阻发热以固相或液相进行扩散接合的方式。在这种情况下,具有如下优点:轴11和机头12的接合部13的变形较小,能够实现精密的接合。另外,也能够向轴11的接合面11a和机头12的接合面12a通电,利用轴11和机头12的电阻发热以液相进行扩散接合。在这种情况下,具有如下优点:接合面11a、12a的精度等处理比较简单,接合压力较小,还促进接合面的密接性。
[0051]
另外,在使用通电扩散接合的情况下,需要对电流的流动进行控制。因此,接合之前的轴11的接合面11a和机头12的接合面12a的形状优选如下形状:至少将某一方设为凸状,初始以点进行接触,电流流通时扩散层逐渐扩张而进行接合。在这种情况下,另一方的接合面优选如平面或镜面那样在扩散接合时至少不会产生空隙的程度的光滑形状。例如,如图3所示,接合之前的轴11的接合面11a和机头12的接合面12a的形状能够使用一方形成为凸状、另一方形成为平面状的结构。通过像这样进行接合,扩散层从与平面接触的凸部的顶点逐渐良好地扩张,因此能够形成平坦的均匀的扩散层。因此,能够提高接合部13的破坏强度。此外,当然也能够将接合面11a和接合面12a双方均设为凸状。
[0052]
另外,电阻较高的部件更容易发热,因此将轴11和机头12中的电阻较低的一方的接合面设为凸状更容易形成均匀的扩散层。
[0053]
此外,接合面设为凸状是指接合面的顶端为点状或线状,例如能够设为锥状或球面状、或者将接合面的截面设为三角状或拱门状。另外,凸状部分在接合面既可以仅形成1个,也可以形成多个。在接合面形成多个凸状部分的情况下,例如能够使用喷砂处理、喷丸处理、蚀刻处理、激光处理等以往已知的方法。像这样形成的轴11和机头12进行接合时,在接合部13具有下述部分:扩散层的形状在轴和机头中的某一方或双方形成为凸状。更优选的是如上述的那样轴11和机头12中的电阻较低的一方的接合面为凸状、电阻较高的一方的接合面为平面状进行接合的情况下形成的形状,具体而言,优选扩散层的形状在轴11和机头12中的电阻较高的一方形成为凸状。此外,形成于扩散层13的凸状部分也可以为多个。
[0054]
在扩散接合中,例如能够使用以下所示的通电扩散接合装置。通电扩散接合装置是向使接合面抵接的轴11和机头12通电来进行扩散接合的装置,主要包括电极、电源、温度信息提供部、输出控制部和加压部。
[0055]
电极用于使从电源向轴11和机头12输出的电导通。为了向轴11和机头12导电,通电扩散接合装置至少具有2个电极,例如设置于夹着轴11和机头12的接合面而相向的部分。当然,根据轴11和机头12的材质或形状等,也可以具有3个以上的电极。作为电极的材质,只
要能够向轴11和机头12导电,就可以是任意的材质,例如能够使用铜、钼、钨等。另外,电极经由电缆与电源连接。
[0056]
电源用于向多个电极输出电力。作为该电源,只要能够使施加于多个电极的输出连续地变更,就可以是任意的电源,例如能够使用公知的逆变器电源。
[0057]
温度信息提供部用于向输出控制部提供轴11、机头12、电极的温度信息。此外,温度信息是指与轴11、机头12、电极的温度相关的信息,也可以是温度本身的信息,也可以是例如决定电源电压的电压值等基于温度通过计算而被转换得到的信息。作为温度信息提供部,例如能够使用对轴11、机头12、电极的温度进行检测的温度传感器。温度传感器只要能够检测接合部件或电极的温度,就可以是任意的部件,例如可以使用如红外线辐射温度计等那样以非接触方式检测温度的非接触式传感器、或者与轴11和机头12或电极接触来检测温度的热电偶等接触式传感器。另外,也能够一并使用非接触式传感器和接触式传感器。
[0058]
这里,本发明涉及的通电扩散接合优选以用上升斜率控制电源的输出的方式向轴11和机头12的接合面通电。因此,输出控制部优选基于来自温度信息提供部的温度信息用上升斜率控制电源的输出。以往,使恒定的电流流通恒定时间、或者用on/off控制使恒定的电流流通,因此存在电流集中部位的温度急剧上升的情况。在这种情况下,该部位的接合状态成为液相结合等,接合面的接合状态变得不均匀,导致接合状态的不规则。与此相对,在上升斜率控制中,由于电流逐渐上升,所以能够抑制急剧的电流集中,使接合面的温度变得均匀。因此,能够在接合面生成均匀的扩散层,能够实现强度的均匀化。特别是,如上述的那样,在使接合之前的轴11的接合面11a和机头12的接合面12a中的一方形成为凸状、另一方形成为平面状进行接合的情况下,能够抑制电流的集中,生成更均匀的扩散层。
[0059]
另外,输出控制部也能够基于由温度传感器检测出的温度信息,实时地用上升斜率连续控制电源的输出,能够实现轴11和机头12的细致的温度管理。因此,能够进行接合部件彼此的接合面的接合强度高、偏差小的接合。进而,这样的连续控制与on/off控制相比能够将热膨胀维持恒定,因此能够减少由热膨胀引起的压力变动的影响。
[0060]
作为输出控制部,只要能够基于来自温度信息提供部的温度信息用上升斜率控制电源的输出,就可以是任意的装置,例如能够使用由cpu、rom、ram、i/o等构成且电连接有操作部与显示部。具体而言,能够使用如高速采样温度调节计那样的公知的pid温度控制装置。此外,这里,操作部由具备起动开关、启动开关等各种操作开关、触摸面板等的输入板等构成。从操作部输入的信息被发送至输出控制部。另外,显示部9从输出控制部接收向输出控制部的输入或者基于在输出控制部的运算结果所得到的信息并显示该信息。这里,显示部由数字显示面板、灯等构成。
[0061]
此外,对在上述的温度信息提供部中使用温度传感器实时获取轴11、机头12、电极的温度并向输出控制部提供轴11、机头12、电极的温度信息的情况进行了说明。但是,在使用通电扩散接合装置在相同环境中接合相同材料的轴11和机头12的情况下,经过时间与轴11、机头12、电极的温度之间的关系为同样的结果。因此,如果预先获取了表示经过时间与轴11、机头12、电极的温度之间的关系的温度信息,则即使不使用温度传感器,也能够提供该温度信息。因此,温度信息提供部也可以是温度信息存储部,其存储有表示轴11、机头12、电极的经过时间与轴11、机头12、电极的温度之间的关系的温度信息。由此,输出控制部能够基于存储在温度信息存储部中的温度信息来控制电源的输出。温度信息存储部只要能够
存储用于决定经过时间与电源的输出之间的关系的温度信息,就可以是任意的装置,例如可以使用公知的存储器等。
[0062]
加压部用于向轴11和机头12的接合面施加压力。加压部的构成只要能够向轴11和机头12的接合面施加压力,就可以是任意的,例如可以由固定有电极的加压构件、驱动加压构件的驱动源、以及传递驱动源的驱动力,使加压构件上下移动的滚珠丝杠机构构成。
[0063]
加压构件只要符合轴11和机头12的形状地形成即可,也可以在其间夹着与轴11和机头12的形状相符的中间构件。作为加压构件的材质,只要针对加压压力具有刚性,就可以是任意的材质,例如可以使用不锈钢、铜、钼、钨等金属。
[0064]
此外,加压构件也可以具有用于对轴11和机头12进行冷却的冷却单元。作为冷却单元,只要能够对轴11和机头12进行冷却,就可以是任意的,例如能够设为使自来水等冷却流体在流路中循环的构成。该流路既可以设置于加压构件自身,也可以将形成有流路的冷却块与加压构件密接地配置。
[0065]
驱动源例如能够使用带减速器的伺服马达。伺服马达附设有编码器,配置于架台。
[0066]
滚珠丝杠机构包括如下构件:丝杠轴,其沿上下方向延伸,在外周面形成有螺纹槽;螺母,其在内周面形成有螺纹槽;以及多个滚珠,其收容在这些螺纹槽间。螺母隔着由电木等形成的绝缘体及压力传感器固定在加压构件的上部。丝杠轴经由减速器与伺服马达的旋转轴连接。通过伺服马达进行旋转驱动,使丝杠轴旋转,螺母乃至加压构件相对于丝杠轴相对地上下移动。另外,伺服马达的驱动停止时,维持加压构件的位置。此时,加压部限制轴11和机头12的位移,对接合面施加压力。
[0067]
另外,加压部也可以具有对接合面的压力进行检测的压力传感器。压力传感器例如是测量上下方向的压力的一轴的测压仪,但也可以使用多轴的压力传感器。通过压力传感器,能够间接地检测被施加于轴11和机头12彼此的接合面上的压力。
[0068]
另外,加压部也可以还具有对轴11和机头12彼此的接合面施加弹力的弹力施加单元。例如,在配置有加压构件的基座构件与通电扩散接合装置的基台之间配置有弹力施加单元。作为弹力施加单元,例如由弹簧;以及用于在与基座构件之间将弹簧限制为比自由长度短的预先设定的长度的块体构成。此外,从被弹力施加单元上推的基座构件向轴11和机头12作用的压力能够通过更换弹簧来改变。通过采用这样的结构,即使轴11和机头12产生热膨胀或热收缩,也能够缓和作用于接合面的压力的急剧变化。
[0069]
此外,对作为加压部的如上所述的构成进行了说明,但加压部只要是用于在接合面对轴11和机头12彼此进行按压的装置,就可以是其他构成。例如,也能够使用仅在轴11和机头12上放置重物来对轴11和机头12彼此进行按压的方式。
[0070]
另外,通电加热接合装置也可以还具有用于对施加于接合面的压力进行控制的压力控制部。压力控制部例如由cpu、rom、ram、i/o等构成且电连接有操作部与显示部。这里,操作部由具备起动开关、启动开关等各种操作开关、触摸面板等的输入板等构成。从操作部输入的信息被发送至压力控制部。另外,显示部从压力控制部接收向压力控制部的输入或者基于压力控制部的运算结果所得到的信息并显示该信息。这里,显示部由数字显示面板、灯等构成。此外,该压力控制部也能够使用与上述的输出控制部共通的装置。
[0071]
另外,从编码器、压力传感器及温度传感器向压力控制部输入检测信号。压力控制部基于这些检测信号、从操作部输入的信息、以及存储在其存储部中的设定压力ps、下限设
定压力ps1、设定温度ts、设定保持时间hs等控制信息,向电源及伺服马达输出控制信号。
[0072]
这样,使用上述通电扩散接合装置进行的扩散接合,使轴11和机头12的接合面抵接,向轴11和机头12通电来进行加热。由此,能够在轴11和机头12的接合面生成扩散层而进行接合。此外,为了尽量防止轴11和机头12的接合部13发生变形或金属的组织变化,优选通电时间为90秒以下,进一步优选30秒以下。由此,能够使轴11和机头12的扩散层的厚度为5μm以下,优选为3μm以下,进一步优选为1μm以下。
[0073]
这里,轴11和机头12也可以是,轴11采用第1金属形成,机头12采用材质与轴11不同的第2金属形成。这里,材质不同的金属当然包含成分不同的金属,还包含即使成分相同也因淬火的不同而形成的金属等性质不同的金属。可以根据成本或硬度等来选择适于轴11或机头12的金属。
[0074]
另外,扩散接合中,向轴11和机头12的接合面通电,通过轴11和机头12的电阻发热既可以以固相进行扩散接合,也可以以液相进行扩散接合。
[0075]
另外,在本发明的医疗用器具的制造方法中,也可以在使轴11和机头12扩散接合之后对机头12的形状进一步进行加工。本发明的医疗用器具中,轴11和机头12通过扩散接合而被牢固地接合,因此能够对机头12的刀刃等的形状进行追加加工。因此,要进行扩散接合的机头12不仅能够使用上述的牙科医疗用器具1中所说明的机头12,还能够使用在对该机头12进行加工之前进行了粗加工的机头12。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1