压缩绷带以及压缩绷带套件的制作方法
压缩绷带以及压缩绷带套件
1.本发明涉及一种压缩绷带以及一种包括两个层的压缩绷带套件。
2.在现有技术中压缩绷带例如用于糖尿病溃疡。在此存在以下问题,即由于临床表现,需要考虑到各种问题,即一方面充分的压缩,而另一方面还有针对待治疗肢体的缓冲作用。
3.于是例如可以提出,施加缓冲物并且在其上施加压缩绷带。然而,此外,在同时存在动脉血管疾病的情况下,在传统共识中存在禁忌。
4.在此,在压缩疗法中基本上应区分所谓的工作压力和所谓的静压力,其中静压力是在肢体平放时通过压缩装置(在此为压缩带)施加到该肢体上的压力。然后,工作压力是在肌肉运动时施加到该肢体上的压力。工作压力优选应高于静压力20mmhg至40mmhg。
5.在此同样已知的是,使用不同的绷带类型。于是已知所谓的长拉绷带,该长拉绷带具有非常高的弹性并且通常拥有高于200%的伸长率,其中相对地已知短拉绷带,该短拉绷带仅拥有较低的拉伸性和仅较低的回弹力,然而很快就不允许进一步拉伸并且于是可以构成相对高的工作压力。相对地,短拉绷带在相对长的区域上仅构成较小的阻力,以便随后实现拉伸性的非常高的极限。传统的短拉绷带压缩疗法是用于治疗静脉疾病的措施。在此,短拉绷带的材料一般由非弹性材料制成并且通过最终修饰工艺(ausr
ü
stungsprozesse)来弹性化。然而,在治疗期间弹性显著降低。这可能导致在应用中压缩压力的降低。
6.已知的压缩绷带例如在ep 2275062 a2中进行说明,其描述了一种面向皮肤的内部弹性绷带,该绷带具有经拉伸的弹性基底和布置在该基底的面向皮肤侧面上的经拉伸的泡沫层以及施加在其上的另一个经拉伸的自粘合的弹性绷带。
7.此外,一种支撑带、固定带或压力带例如是从de 202012000529 u1中已知的,其中该带在此具有至少四个子层并且拥有张力子层,该张力子层产生回弹力并且具有孔,其中其余的子层通过这些孔彼此固定。由于所设置的这四个子层,该带是相对昂贵且复杂的。
8.此外,还参考wo 2014/131976 a2,其同样涉及一种弹性绷带,该绷带包括包围弹性条带并与之相连的非弹性层。
9.从de 102015226706 a1已知一种压缩绷带,该压缩绷带具有借助于缝编方法彼此相连的缓冲层和支撑层,其中在其上可以施加第二压缩绷带。
10.所希望的是提供一种压缩绷带(替代地还可以被称为压缩带或压缩包扎带)以及一种压缩绷带套件,它们在高施加安全性下同时具有良好的治疗特性。
11.如果使用术语层或子层,它们是指相同的物体。
12.从现有技术触发,本发明通过具有权利要求1特征的压缩绷带以及权利要求9的压缩绷带套件实现了该目的。
13.该压缩绷带包括基于无纺布的绷带子层,该绷带子层借助于缝编方法由弹性纺织丝线缝接其中这些纺织丝线能够热收缩并且是无弹性的,并且该压缩绷带在这些纺织丝线热收缩50%至200%之后具有弹性拉伸性,优选这些纺织丝线的热收缩率可以为50%至90%且更优选热收缩率可以为50%至70%。通过热处理,已经借助于缝编方法被加工到无纺布中的能够热收缩的纺织丝线经历收缩并且
缩短。由此,整个无纺布结构也缩短并且由此获得其回弹能力和拉伸弹性特性。在此收缩优选在纵向方向上发生。编缝无纺布的热收缩处理优选以热空气(130℃至200℃)或者水蒸气(100℃至140℃的饱和蒸汽或加压(gespannter)水蒸气)。
14.该压缩绷带优选为具有小于90%的回拉值(din 61632)的绷带。
15.根据第一实施例,该绷带子层可以由化学、热学和/或机械固化的无纺材料组成并且尤其是热粘无纺布。
16.基础无纺布可以优选为由棉、羊毛、胶粘纤维、聚酰胺、聚酯、腈纶、聚烯烃或这些纤维材料的混合物形成的纤维无纺布(堆叠无纺布),尤其可以由其构成,其中这些无纺布尤其是机械或化学结合的。替代地,可以优选使用由聚酰胺、聚酯、聚烯烃、腈纶或其混合物形成的纺粘布。
17.能够热收缩的纺织丝线可以优选为经变形的(texturierte)多丝纱线、双组分聚合物纤维和微型纤维。尤其可以提出,这些纺织丝线为经变形的聚酰胺纱线和/或经变形的聚酯纱线。在此尤其可以提出,缝合丝线为由聚酰胺、聚酯、聚对苯二甲酸乙二酯或对苯二甲酸丁二酯或其混合物形成的78dtex至320dtex的经变形的多丝纱线。尤其可以使用聚酰胺6至6.6。
18.可以提出,该无纺材料自身在没有能够热收缩的纺织丝线的情况下是无弹性的或是拉伸弹性的。
19.该压缩绷带优选可以形成为内聚式的。
20.该绷带子层的单位面积重量为20g/m2至40g/m2,其中既可以使用白色的也可以使用彩色的绷带子层。
21.绷带子层在此可以为光滑的或开孔的或穿孔的或压制的。
22.为了缝接,使用每cm绷带宽度74至96根纱线的缝合纱线密度。将2mm至5mm视为优选的缝合纱线针脚长度。
23.对于缝合纱线绷带而言,既可以考虑开放式边缘也可以考虑闭合式边缘或特里克结构(trikotbindungen)或其组合。该压缩绷带在没有内聚涂层时具有25g/m2至28g/m2(经拉伸)的单位面积重量,并且在有内聚涂层的形式中具有30g/m2至100g/m2(经拉伸)的单位面积重量。
24.产生了在纵向方向(md)上40%至100%的伸长率和在横向方向(cd)上0至50%的伸长率作为根据din 61632在3n/cm的力下的伸长率。
25.本发明同样还包括一种压缩绷带套件,包括第一内部绷带以及第二外部绷带,其中该第二外部绷带在使用中能够通过该第一内部绷带来施加。
26.此类多子层带(多层带)用作人体或动物身体处的压缩绷带的用途是已知的。在此通过至少两个分开的不同的绷带在身体部分处的彼此卷绕来制成这些带。在此已知的是,内部绷带设计为缓冲绷带,该缓冲绷带作为内子层直接缠绕在身体部分的皮肤上并且在其上放置压缩绷带,该压缩绷带作为外子层接着第一内部绷带缠绕在第一内部绷带之上,其中这两个子层彼此附着并且形成防滑动的连接。
27.在此该第一内部绷带包括优选的第一区段(l1),该第一区段至少在其面向佩戴者皮肤的侧面上具有缓冲层并且具有内聚地附着的第二区段(l2),并且其中该第二外部绷带为上述类型的压缩绷带。该压缩绷带套件尤其为具有固定的压缩压力的两子层压缩绷带,
该压缩绷带包括第一绷带(部件a:缓冲绷带)和第二绷带(部件b:根据本发明的压缩绷带),其中首先将部件a施加在身体部分处,然后在其上缠绕部件b,并且由子层a和b形成的组合对身体部分施加固定的压缩压力。本发明尤其包括用于治疗静脉疾病如慢性静脉功能不全或慢性静脉溃疡、但还有涉及动脉的疾病如周边动脉血管疾病(pavk)或所谓的混合溃疡的压缩绷带。
28.本发明由此解决了另外的技术问题,即以受限的且经定义的治疗压力由两个分开的弹性短拉绷带形成的医用多部件压缩绷带的问题。由于更小的回弹力和因此同时受限的挤压力,这些部件的组合可以实现制备如下的初始材料:其主要功能为用于治疗周边动脉血管疾病的压缩绷带。
29.小腿的压缩疗法是用于治疗慢性静脉功能不全(cvi)直至下肢静脉溃疡(ucv)的重要疗法支柱之一。在许多综述论文和指导中,以关于溃疡治愈和还有关于预防复发的1级证据证实了这种疗法的效率。但是在这篇文献中同时还存在以下提示:要注意周边动脉血管疾病(pavk)作为相对的禁忌症并且转移的pavk作为绝对的禁忌症。若干作者将这一信息具体化为在《0.6或者在《0.8的踝肱指数(abi)下的绝对禁忌症。
30.然而应用观察显示出,对于在具有下肢溃疡和pavk(abi 0.5-0.8)的患者中在14天内中等的压缩(30mmhg)没有表现出并发症并且表现出良好的耐受性。在带有下肢溃疡且同时诊断出的pavk(abi 0.5-0.8)的cvi的情况下,通过所应用的短拉压缩进行的动脉灌注不受限制,它主要在行走时改善了降低的静脉泵送功能。用《40mmhg的压缩的ucv疗法即使在存在pavk(abi 0.5-0.8)时也可以毫无问题地进行,但是延缓了治愈。在动静脉溃疡(abi》0.6)时,最多40mmhg的短拉压缩产生了动脉流量和静脉泵送功能的改善。总而言之,即使在伴随最多约0.5的(极限)abi值的pavk的情况下也可以毫无问题地进行压缩疗法。本发明的压缩绷带以及压缩绷带套件即使在最大拉伸下也能够保证低于40mmhg的最大压缩压力。
31.即,本发明还包括根据本发明的压缩绷带用于制备压缩带或压缩绷带套件的用途,该压缩带或压缩绷带套件用于治疗静脉疾病、慢性静脉功能不全、伴随周边动脉血管疾病的下肢静脉溃疡。
32.在此提出,该第一内部绷带的这两个区段(l1,l2)彼此相连并且在该绷带的纵向方向上接合到彼此上或者完全或部分彼此重叠。
33.另外还可以提出,该第一绷带包括第一缓冲层和第二支撑层,并且这两个层在未拉伸的状态下借助于缝编方法经由弹性缝合纱线彼此相连,并且在最高4cn的缝合纱线张力下针脚长度为每转1.5mm至3mm。在此可以通过加入弹性纱线(优选橡胶或聚氨酯纱线)来设定弹性。于是例如可以在应用马里瓦特(maliwatt)缝编技术的情况下通过将刚性的单子层的无纺材料与永久弹性的弹性体纱线在纵向方向上缝接来获得弹性。马里瓦特缝编技术在malimoploch,scharch,veb fachbuchverlag leipzig,1978,1.auflage[马里莫缝编技术,ploch,scharch,莱比锡veb专业书籍出版社,1978,第1版]中进行了说明。利用相同的技术还可以将2个彼此上下堆叠的无纺布材料面(平面结构1:标准无纺布,平面结构2软毛的絮状无纺布(wattevlies))缝合成具有软毛结构的弹性复合无纺布面。
[0034]
在缝编方法中的优点在于,可以在多个位置同时进行连接并且这两个层在连接之后无法再彼此分离。通过选择平面结构(随后由该平面结构组装成该压缩绷带或该内部绷
带)的纵向方向上的针脚长度,其中针脚长度应理解为在针脚长度方向上在两个针脚之间的距离,并且缝合纱线张力可以设定弹性复合物的拉伸性,从而产生无法再用手分离并且由这两个层形成的仍然弹性可控的复合物。依据这些参数的选择,成品平面结构在去除张力时收缩并且在材料中造成褶皱。
[0035]
用于内部绷带的缝合技术和缝合纱线的针脚长度在此被控制为使得在由这两个层形成的复合物的一侧上的缓冲层上具有皮肤舒适性和平衡功能,并且由此该内部绷带最终具有两个可分辨的不同侧面,这对于压力平衡而言具有非常强的功能性。此外,针脚长度在此被设定为保持面向皮肤的缓冲层的所希望的吸收特性以及对皮肤友好的特性。
[0036]
缓冲层在此为该内部绷带的面向肢体的侧面,并且支撑层为施加在其上的第二侧面。
[0037]
用于连接内部绷带的这些层或用于制备内部绷带或压缩绷带的马里莫(malimo)或马里瓦特法在此如在现有技术中已知的那样使用。于是例如可以在应用马里瓦特或马里莫缝编技术的情况下通过将刚性的无纺布材料或织物与永久弹性的弹性体纱线在纵向方向上缝接来获得弹性。马里瓦特或马里莫缝编技术在malimoploch,scharch,veb fachbuchverlag leipzig,1978,1.auflage[马里莫缝编技术,ploch,scharch,莱比锡veb专业书籍出版社,1978,第1版]中进行了说明。
[0038]
该内部绷带和/或外部绷带以及这些绷带层(如果这些绷带是多层式的)中的一者或两者的材料自身尤其可以为无弹性的。由此可以特别准确地设定随后通过缝接提供的弹性。弹性可以存在于纵向方向和/或横向方向上,优选在绷带纵向方向上。
[0039]
通过这种设计可以在多层式绷带情况下进一步实现,借助于缝编方法并且在此优选借助于马里莫或马里瓦特法将这两个层相连,其中这些层在未拉伸的状态下借助于弹性缝合纱线相连。
[0040]
该压缩绷带(外部绷带)和/或该内部绷带以及(如果存在)该内部绷带的这两个层(即缓冲层和支撑层)优选可以形成为无弹性的并且只通过缝编方法来弹性化。
[0041]
另外,对于该内部绷带提出,缓冲层和支撑层中的这两个层中的至少一个层由无纺布材料组成。在此尤其可以提出,具有软毛结构的平面结构由单子层或多子层的类絮无纺材料组成。
[0042]
然而,替代地还可以将其他的材料用于该内部绷带并且尤其用于该内部绷带的一个或两个层,例如纺织物、针织物、钩织物或泡沫。在此例如缓冲层可以为絮状无纺布层,尤其为热融无纺布层,该无纺布层在某些情况下还可以已经被预先针刺。
[0043]
在此,在这两种方法中,即热粘法以及热融法中,无纺布的纤维在精梳机方法中被放置成一定的方向,并且在纺织功能化方法中作为无纺布卷进行准备,并且通过温度或通过温度和压力而被稳定化以便用于进一步加工。在热融法期间,具有不同熔点的纤维通过热空气干燥器相互熔融。在热粘法中,纤维借助于热和压力在经加热的压延滚筒之间熔融。在这两种情况下,其结果是理想的且适合用于技术应用的柔软均匀的无纺材料。由于缺少压力,热融法更适合用于缓冲层。
[0044]
为了实现最优的缓冲效果,可以优选地提出,该内部绷带的缓冲层的厚度为0.3mm至12mm、优选0.4mm至6mm且进一步优选0.5mm至3mm、特别优选0.6mm至1.2mm。
[0045]
该内部绷带的支撑层可以为热粘无纺布。热粘无纺布在此优选在同时具有所希望
的刚性的情况下仅仅具有很小的拉伸能力。
[0046]
压缩绷带(外部绷带)的无纺布材料同样优选为热粘无纺布。为了进行缝接,将相应绷带的无纺布材料送入经编机并且借助于弹性的缝合丝线进行缝接并且在多个层的情况下彼此相连,该弹性的缝合丝线可以优选地选自下组:棉纺绉丝、棉捻绉丝、经变形的聚酰胺纱线、经变形的聚酯纱线、橡胶丝线或聚氨酯弹性体丝线或其组合。用于制备压缩绷带的材料为无弹性的热塑料,这些热塑料通常不适合用于制备弹性的平面结构,因为它们由于其纺丝过程而具有比弹性体结晶度更高的结构。由于缺少无定形结构,该无定形结构相反地在弹性体中提供良好的拉伸性。
[0047]
替代地,缝合丝线还可以被称为经纱。经纱在此在经编机的机器方向上而不横向于机器方向延伸。
[0048]
该内部绷带和/或该压缩绷带的缝合完成的平面结构总是具有优化的伸长率,其中特别优选地可以提出,该内部绷带和/或该压缩绷带的最大伸长率对应于预先给定的最优伸长率,并且超过该最优伸长率的伸长受到伸长阈值的限制。以此方式可以显著提高施加安全性,因为对于未受训的使用者也可以将该内部绷带和/或该压缩绷带最大拉伸至该伸长阈值,其中不仅实现了该最大伸长率而且同时还实现了最优的伸长率和由此最优的压缩压力,并且还可以在这个最大伸长的状态下施加该内部绷带和/或该压缩绷带。
[0049]
由于借助于缝编方法进行缝接,在已经借助于纵向组装将经缝合的平面结构进一步加工之后,该内部绷带和/或该压缩绷带在解除张力的状态下处于波纹状,从而产生不规则的表面。由于这种不规则的表面,除了作为平衡子层的主要功能和可调节拉伸性和由此提高施加安全性的次要功能之外,还实现了通过波纹在表面上产生由材料突起部和材料凹陷部形成的图案,使其在最大拉伸状态下也没有被完全升高,从而由此在该疗法中附加地产生了按摩或排毒效果。
[0050]
短拉绷带、中拉绷带和长拉绷带类型的划分方式可以依据拉伸性来进行并且可以例如从p.asmussen,b.kompressionstherapie prinzipien und praxis,verlag urban&fischer in elsevier,2004auf seite 121[p.asmussen,b.压缩疗法-原理与实践,urban&fischer in elsevier出版社,2004,第121页]中得出。伸长率在此根据din 61632来测定。
[0051]
另外可以提出,根据din 61632测量得到该压缩绷带(第二外部绷带)的伸长率dfix》90%、尤其40%至80%。
[0052]
在施加该压缩绷带套件时有利的是,该第一绷带和该第二绷带整面地且尤其边缘对准地彼此覆盖并且在0至dfix的整个拉伸范围彼此粘附地相连。
[0053]
这两个绷带优选被形成为内聚式附着的。由于该内部绷带的内聚式附着的第二区段以及与之共同作用的同样形成为内聚式附着的外部绷带,于是可以提供防滑动的连接。
[0054]
内聚性附着是指,没有例如对皮肤或服装进行附着,而是仅在绷带子层(表面与表面)之间存在附着。
[0055]
附着力的测定在此根据下文所说明的方法来进行:
[0056]
附着力是所测得的为了在所谓的180
°
t形剥离测试中将内聚式样品分离所需的力。
[0057]
将内聚式的经涂覆的纺织品以无张力且无褶皱的方式铺开。从中切割10cm宽且
40cm长的样品。将40cm长的样品条在中部切断成2个长度20cm的条。
[0058]
将这两个20cm长的条彼此上下放置,使得第一个条的侧面a在第二个条的侧面b上。将如此准备好的样品放置在经加热的不锈钢板(40℃)上并且用经加热的金属辊(40℃)在30秒之内总共辊压40次(往返20次)。
[0059]
对于10cm的样品宽度,金属辊的重量为8kg,也就是说对于不同于10cm的其他宽度,每cm样品宽度为0.8kg。
[0060]
然后在力拉伸测试仪(制造商:英斯特朗,zwick)中测得用于分离样品的子层的力。为此将第一子层的一端在下夹具中夹紧,并且将第二子层的另一端在上夹具中夹紧,其中要注意的是,将样品尽可能没有扭曲地(也就是说少应力地)定位在夹具之间,从而不施加“静力”。这种布置对应于180
°
t形剥离测试。为了进行测量,将夹具竖直地彼此反向移动,其中在此连续地记录作用的分离力(对应于样品的瞬时附着力)。通过将力在夹具行进的路程上积分来检测和计算分离功并由此检测和计算平均分离力=以cn/cm计的附着力。这个附着力对应于在实施例中给出的数值。
[0061]
在此特别有利的是,内聚式附着的绷带区段以及内聚式附着的第二绷带的附着力为20cn/cm至150cn/cm、进一步优选30cn/cm至100cn/cm并且进一步优选40cn/cm至80cn/cm。
[0062]
优选在一侧上用附着胶水以开孔方式涂覆一个或两个绷带,使得内聚性附着功能以此表面为出发点。在该压缩绷带(外部绷带)中还可以设想双面内聚性的涂层。
[0063]
部件(绷带)在经施加的状态下彼此附着并且具有共效的压缩作用。这应理解为压缩压力一起共同作用在身体部分上。此外,多子层带应解决在作为长期用带的佩戴期间在静脉以及动脉中容易产生动态张力过强(ambulatorischen hypertonie)的问题。
[0064]
一种用于制备基于无纺布的压缩绷带的方法示例性地用于制备该内部绷带,该压缩绷带包括热粘无纺布层,该热粘无纺布层与超亲水或超疏水的无纺布层缝合。在此将热粘无纺布在未伸长的状态下与喷水无纺布(也可以已经被预先针刺)一起送入经编机。在经编机中将无纺布(热粘)和超亲水或超疏水无纺布与弹性材料缝合,从而产生不能再用手分离并且仍然弹性可控的复合物。由缝合完成的平面结构产生的缓冲材料还总是具有优化的伸长率。
[0065]
优化的伸长率一般是向无弹性的无纺布(例如刚性的热粘无纺布)中加入弹性丝线(高度拉伸的棉丝线作为纺绉丝或捻绉丝、经变形的聚酰胺纱线或聚酯纱线、橡胶或聚氨酯弹性体丝线)的结果。无纺布与弹性材料的缝合技术通过针脚长度和张力来调节,使得纤维在复合物的一侧上构成平衡层(缓冲层)并且由此具有高皮肤舒适度,使得该内部绷带自身具有两个可分辨的不同侧面,这对于压力平衡而言具有非常强的功能性。这个子层是与在de 102015226706中公开的缓冲子层相同的。
[0066]
本发明尤其涉及(组件b)一种用于制备本发明的基于无纺布的压缩绷带的方法,该压缩绷带示例性地包括自生地相连的纤维面(这些纤维面通过化学有效物质或者以热学或物理方法固定,即所谓的热粘无纺布层)以及弹性的、非弹性体纱线。在此,在经编机中通过处于受控拉伸状态的非弹性体型的能够热收缩的纺织丝线将热粘无纺布层以受控的拉力缝合。由缝合完成的平面结构产生的能够压缩的材料总是具有优化的伸长率;优化的伸长率是加入非弹性体丝线(经变形的聚酰胺或聚酯纱线)和无弹性的无纺布(例如刚性的热
粘无纺布)的结果。无纺布与非弹性体型材料的缝合技术和针脚长度被调节为,使得在稍后的应用中实现10mmhg至30mmhg的受限的压缩压力。
[0067]
经缝接的平面结构然后可以借助于纵向组装被进一步加工成绷带。这种绷带可以作为在压缩治疗中的辅助手段,优选作为2层压缩带的第二(外部)子层。
[0068]
该压缩绷带优选具有两个可分辨的且不同的侧面。
[0069]
作为第二(外部)层,该绷带调节整体的挤压压力并且提供所需的刚性。通过该非弹性体型的且弹性的丝线,实现使本发明的压缩绷带套件不低于且不高于20mmhg至40mmhg的压力。竞品无法产生这种功能。
[0070]
下面将借助于附图详细说明本发明。此外,从本技术书的其余部分中得出本发明的其他优点和特征。
[0071]
附图中示出:
[0072]
图1示出本发明压缩绷带的制备方法,并且
[0073]
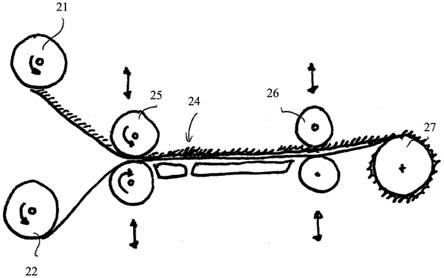
图2示出根据本发明的压缩绷带套件的第一绷带的制备方法。
[0074]
图1示出用于本发明压缩绷带的制备方法,该压缩绷带还可以用作本发明压缩绷带套件的外部绷带。在此,用附图标记10标识待送入的无纺布材料、尤其热粘无纺布材料,该无纺布材料经由输送装置4被送入缝编装置。用附图标记1、2和3标识缝编装置,其中涉及用于借助于马里瓦特法或马里莫法来进行缝接的常规缝编装置。为此通过用6标识的卷送入弹性缝合丝线。经缝接的且由此被弹性化的无纺布在附图标记5处收卷。然后接下来可以组装成本发明的压缩绷带。
[0075]
在下表中展示了第一优选实施例:
[0076]
压缩绷带的实施例:
[0077][0078][0079]
在图2中示出,如何首先将由絮状无纺布形成的缓冲层21和在此作为热粘无纺布层由卷材形成支撑层22送入并且借助于设有附图标记24的经编机在缝编方法中彼此相连。在此首先经由送卷器25将这两个子层固定在彼此上。缝编方法在此用钩针进行工作,借助于该钩针将这些层与弹性的缝合丝线缝接。然后,经由弹性缝合丝线彼此相连的材料被引导穿过另一个送卷器26并且收卷到卷27上,其中在某些情况下可以预先在纵向方向上组装成绷带。缝合纱线为弹性的预拉伸的纱线,该纱线以预先给定的针脚长度和预先给定的缝合纱线张力而被引入,并且于是在将弹性材料解除张力之后产生了子层复合物(平面结构)的收缩。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1