治疗肺炎的配方及治疗肺炎的颗粒冲剂的智能生产设备的制作方法
1.本发明涉及治疗肺炎的技术领域,具体为治疗肺炎的配方及治疗肺炎的颗粒冲剂的智能生产设备。
背景技术:
2.肺炎是一种呼吸道疾病,由于感受风热、痰热素盛、肺虚外邪造成,也是细菌、病毒、真菌非典型病原体等致病微生物以及放射线吸入性异物等理化因素引起。
3.目前,治疗肺炎的配方大多以西药为主,而治疗肺炎的西药多以抗生素类药物进行治疗,虽然见效快,但长期服用易产生抗药性。同时,由于西药主要以消炎药物控制病症,因此,一旦停药,容易复发,可见,采用西药治疗容易存在治标不治本的问题。另外,若采用中药治疗肺炎,虽然副作用小,但普遍存在药方复杂、疗程长、见效慢等缺陷,且多为汤剂,服用比较麻烦。
4.因此,有必要提供一种技术手段以解决上述缺陷。
技术实现要素:
5.本发明的目的在于克服现有技术之缺陷,提供一种治疗肺炎的配方,以解决现有技术中的问题。
6.本发明是这样实现的,一种治疗肺炎的配方,包括用以兑水服用的颗粒冲剂、以及用以雾化吸入的0.015%西地碘溶液;
7.其中,所述颗粒冲剂包括:
8.粳米10
‑
35份;
9.白果5
‑
13份;
10.银花5
‑
9份;
11.连翘5
‑
9份;
12.鲜芦根15
‑
30份;
13.杏仁5
‑
9份;
14.桃仁6
‑
9份;
15.百合3
‑
11份;
16.川贝7
‑
19份;
17.雪梨6
‑
16份;
18.山药2
‑
11份;
19.穿心莲4
‑
19份;
20.丁香8
‑
23份;
21.纯净水30
‑
75份;
22.所述份数均为质量份数。
23.本发明还提供一种治疗肺炎的颗粒冲剂的智能生产设备,应用于上述的治疗肺炎
的配方,包括:
24.安装机柜,用以供部件安装设置;所述安装机柜的下端四周分别设有滑轮;
25.进料装置,用以供所述颗粒冲剂中所需的组分进行进料操作;所述进料装置包括进料框、连接板以及导向板,所述进料框设于所述安装机柜的上端;所述连接板设于所述进料框的上端,且所述连接板上设置有连接槽;所述导向板设于所述连接板上;
26.颗粒成型装置,用以对自所述进料装置进入的所述颗粒冲剂中所需的组分进行颗粒成型操作;所述颗粒成型机构设于所述进料框的内部,并位于所述导向板的下方;
27.出料装置,用以对经所述颗粒成型装置成型制作的颗粒冲剂成品进行出料操作;所述出料装置包括出料管、连接头、连接环以及导向布,所述出料管设于所述进料框的下端,并与所述进料框连通;所述连接头设于所述出料管的下端,并与所述出料管连通;所述连接环连接于所述连接头,并与所述连接头连通;所述导向布环设于所述连接环的外端四周,并与所述连接环连通;
28.送料装置,用以接收由所述出料装置出料送来的颗粒冲剂成品,并将该颗粒冲剂成品送至指定位置处;所述送料装置包括传送支架、伺服电机、传送带、接料框以及转辊,所述转辊设有两个,该两个所述转辊分设于所述传送支架的两端,并且该两个所述转辊均与所述传送支架转动连接;所述伺服电机设于所述传送支架的侧端上,并连接于其中一个所述转辊,用以驱动该所述转辊转动;所述传送带的一端套设于其中一个所述转辊上,所述传送带的另一端套设于另外一个所述转辊上,以可在其中一个所述转辊被所述伺服电机驱动转动时,所述传送带能够被带动传动;所述接料框设有多个,该多个所述接料框间隔设于所述传送带上;
29.控制装置,所述控制装置包括一智能控制面板,所述智能控制面板设于所述安装机柜的外侧上,且所述智能控制面板分别与所述颗粒成型装置、所述送料装置电连接,用以控制所述颗粒成型装置、所述送料装置工作。
30.与现有技术相比,本发明的有益效果是:
31.通过将0.015%碘溶液雾化形成含碘气溶胶,大幅度降低碘的密度,极大地减少刺激性,使碘分子进入呼吸道而可充分杀灭病毒。同时,冲水服用本发明中的颗粒冲剂,以此与吸入的碘气溶胶相互协作,更进一步地杀灭病毒,而且,该颗粒冲剂调理修复身体的功用,让肺炎患者能更快更好地康复。
附图说明
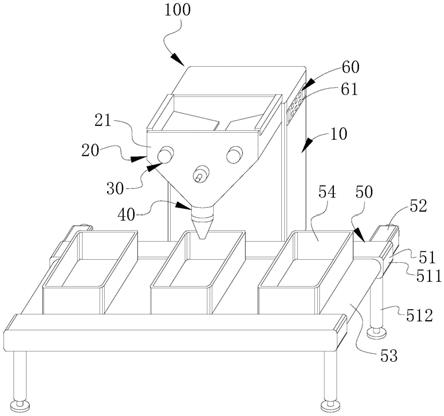
32.图1为本发明实施例的治疗肺炎的颗粒冲剂的智能生产设备的整体结构示意图;
33.图2为本发明实施例的治疗肺炎的颗粒冲剂的智能生产设备的连接板在进料框上的拆解图;
34.图3为本发明实施例的治疗肺炎的颗粒冲剂的智能生产设备的连接环在出料管上的拆解图;
35.图4为本发明实施例的治疗肺炎的颗粒冲剂的智能生产设备的传送带处的局部正剖视图;
36.图5为本发明实施例的治疗肺炎的颗粒冲剂的智能生产设备的成型滚动辊组的示意图。
具体实施方式
37.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
38.实施例一:
39.本实施例涉及一种治疗肺炎的配方,包括用以兑水服用的颗粒冲剂、以及用以雾化吸入的0.015%西地碘溶液;
40.其中,颗粒冲剂包括:
41.粳米10
‑
35份;
42.白果5
‑
13份;
43.银花5
‑
9份;
44.连翘5
‑
9份;
45.鲜芦根15
‑
30份;
46.杏仁5
‑
9份;
47.桃仁6
‑
9份;
48.百合3
‑
11份;
49.川贝7
‑
19份;
50.雪梨6
‑
16份;
51.山药2
‑
11份;
52.穿心莲4
‑
19份;
53.丁香8
‑
23份;
54.纯净水30
‑
75份;
55.份数均为质量份数。
56.本实施例中的颗粒冲剂为中药组成,专治肺炎,它具有清肺止咳、和胃利尿、健脾益气、化湿止泻、消食导滞、喘息憋闷、行气止痛的效果和功效。同时,本实施例中的银花、连翘、鲜芦根、桃仁、百合、川贝、山药、穿心莲、丁香草为主药,可以清肺、化痰、止咳,占主导作用,其他成分为辅药,防止病情中疼痛、腹泻、喘息无力等辅助作用,对治疗肺炎肺热有很好作用,还有解表散寒、化痰防止风寒感冒、增进食欲、活血驱寒、通经解毒的各种功能。
57.另外,据中国药典2010年版收载的西地碘含片,其作为一种消毒防腐药,活性成分系环糊精包裹的分子碘,每片含碘量为1.5mg。体外试验证明,当西地碘有效碘浓度为10ppm时,作用2分钟可杀灭需氧菌:大肠杆菌、金黄色葡萄球菌、乙型溶血性链球菌;对厌氧消化链球菌,10ppm作用8分钟可全部杀灭,25ppm时,作用8分钟,可有效杀灭不解糖拟杆菌和坏死梭杆菌;120ppm时,作用30分钟,全部杀灭类炭疽杆菌芽胞;50ppm时对真菌有抑菌作用。同时,碘杀灭病毒的有效浓度是0.001%,而0.015%碘溶液对病毒的杀灭作用比较理想,而且刺激性微乎其微。把0.015%碘溶液雾化形成含碘气溶胶,大幅度降低碘的密度,极大地减少刺激性,使碘分子进入呼吸道而可充分杀灭病毒。
58.据此,采用本实施例的配方治疗肺炎时,先备好压缩式雾化器,同时,保证该压缩式雾化器喷出的雾粒细腻,中位粒径(mmd)为2.2μm左右,以确保一定比例的气溶胶能够到达肺泡;接着,备好0.015%西地碘溶液,并采用压缩式雾化器吸取0.015%西地碘溶液;然后,利用压缩式雾化器将吸取的0.015%西地碘溶液朝向肺炎患者的鼻腔喷去,并让该肺炎
患者每次吸40大口,憋5
‑
15秒,每日三次,这样,能确保大部分含碘气溶胶进入肺炎患者的肺泡,而所含的碘能充分杀灭病毒,且效果稳定;再有,冲水服用本实施例中的颗粒冲剂,以此与吸入的碘气溶胶相互协作,更进一步地杀灭病毒,同时,该颗粒冲剂调理修复身体的功用,让肺炎患者能更快更好地康复。
59.具体地,本实施例的颗粒冲剂的制备方法包括:
60.步骤一、准备原材料,其中,该原材料包括按组成质量份称取的粳米、白果、银花、连翘、鲜芦根、杏仁、桃仁、百合、川贝、雪梨、山药、穿心莲、丁香和纯净水;
61.步骤二、将该原材料中的粳米、白果、银花、连翘、鲜芦根、杏仁、桃仁、百合、川贝、雪梨、山药、穿心莲和丁香放入研磨机内,以研磨至粉末状组合物;
62.步骤三、将一定量的纯净水倒入至一干净容器内,再将该粉末状组合物倒入容器内,同时进行搅拌,搅拌的过程同步进行加热,直至获得固态成品;
63.步骤四、将该固态成品制成颗粒冲剂状成品。
64.其中,在该步骤三中,在将该粉末状组合物倒入容器内的过程中,对该容器进行持续搅拌,并对容器进行加热,加热时间为20
‑
180min,加热温度为60
‑
120℃,直至获得固态成品为止。据此,通过温度的催化作用,以及持续搅拌,能够使得颗粒冲剂的制备效果较好。
65.较佳地,为了固态成品能够快速应用在下一工序,同时保证该固态成品的药效成分,在上述步骤三中,还包括:对该固态成品进行冷却操作,其中,该冷却操作可优选采用风冷冷却。
66.具体地,本实施例中的西地碘溶液的制备方法包括:
67.将由碘单质制成的西地碘片材溶解于20毫升无菌水,以配制成0.015%西地碘溶液。
68.一般地,该西地碘片材的含碘量为1.5mg,故此,只要将2片西地碘片材溶解于20毫升无菌水,即可配制成0.015%西地碘溶液,简单快捷方便。
69.实施例二:
70.请参阅图1至图5,为本发明的另一较佳实施例,该实施例涉及一种治疗肺炎的颗粒冲剂的智能生产设备100,应用于上述的治疗肺炎的配方中的颗粒冲剂的制备,包括安装机柜10、进料装置20、颗粒成型装置30、出料装置40、送料装置50以及控制装置60,下面对该治疗肺炎的颗粒冲剂的智能生产设备100的各部分作进一步描述:
71.安装机柜10为用以供部件安装设置;安装机柜10的下端四周分别设有滑轮;
72.进料装置20为用以供颗粒冲剂中所需的组分进行进料操作,其中,在本实施例中,颗粒冲剂的组分为粳米、白果、银花、连翘、鲜芦根、杏仁、桃仁、百合、川贝、雪梨、山药、穿心莲、丁香和纯净水;进料装置20包括进料框21、连接板22以及导向板23,进料框21设于安装机柜10的上端;连接板22设于进料框21的上端,且连接板22上设置有连接槽221;导向板23设于连接板22上;
73.颗粒成型装置30为用以对自进料装置20进入的颗粒冲剂中所需的组分进行颗粒成型操作;颗粒成型机构30设于进料框21的内部,并位于导向板23的下方;
74.出料装置40为用以对经颗粒成型装置30成型制作的颗粒冲剂成品进行出料操作;出料装置40包括出料管41、连接头42、连接环43以及导向布44,出料管41设于进料框21的下端,并与进料框21连通;连接头42设于出料管41的下端,并与出料管41连通;连接环43连接
于连接头42,并与连接头42连通;导向布44环设于连接环43的外端四周,并与连接环43连通;
75.送料装置50为用以接收由所述出料装置出料送来的颗粒冲剂成品,并将该颗粒冲剂成品送至指定位置处;送料装置50包括传送支架51、伺服电机52、传送带53、接料框54以及转辊55,转辊55设有两个,该两个转辊55分设于所述传送支架的两端,并且该两个转辊55均与传送支架51转动连接;伺服电机52设于传送支架51的侧端上,并连接于其中一个转辊55,用以驱动该转辊55转动;传送带53的一端套设于其中一个转辊55上,传送带53的另一端套设于另外一个转辊55上,以可在其中一个转辊55被伺服电机52驱动转动时,传送带53能够被带动传动;接料框54设有多个,该多个接料框54间隔设于传送带53上;
76.控制装置60包括一智能控制面板61,智能控制面板61设于安装机柜10的外侧上,且智能控制面板61分别与颗粒成型装置30、送料装置50电连接,用以控制颗粒成型装置30、送料装置50工作。
77.由此,当需要制备治疗肺炎的颗粒冲剂时,先通过控制装置60启动治疗肺炎的颗粒冲剂的智能生产设备100;接着,将由组分粳米、白果、银花、连翘、鲜芦根、杏仁、桃仁、百合、川贝、雪梨、山药、穿心莲、丁香和纯净水制备成的固态成品放置在进料装置20,具体地,该固态成品通过导向板23进入至颗粒成型装置30;而颗粒成型装置30会对自进料装置20进入的固态成品进行颗粒成型操作,以制成颗粒冲剂成品;接着,已被颗粒成型装置30制作成型的颗粒冲剂成品会进入出料装置40,并由出料装置40对经颗粒成型装置30成型制作的颗粒冲剂成品进行出料操作,具体地,颗粒冲剂成品会从出料管41进入,并从导向布44导向至所需位置处,其中,出料管41和导向布44的设置,除了保证颗粒冲剂成品能够顺利出料,还能够保证颗粒冲剂成品完整无损地出料;之后,由出料装置40出料的颗粒冲剂成品会被送至送料装置50上,再由送料装置50将该颗粒冲剂成品送至指定位置处,具体地,颗粒冲剂成品从导向布44送至接料框54内,然后,伺服电机52启动,并驱动传送带53进行传送工作,由此,置于传送带53上的接料框54可被传送至指定位置处。
78.请参阅图1,较佳地,连接槽221的厚度大小与进料框21的边缘厚度相等,以便于加工制作。
79.请参阅图1和图4,本实施例中的传送支架51包括支撑柱511和支腿512;
80.支撑柱511设有两个,该两个支撑柱511呈间隔设置,且该两个支撑柱511位于导向布44的下方;该两个转辊55分设于该两个支撑柱511之间的两端,并且每个转辊55分别与该两个支撑柱511转动连接;伺服电机52设于其中一个支撑柱511的一侧端;
81.支腿512设有四个,其中两个支腿512分设于其中一个支撑柱511的下端两侧,另外两个支腿512分设于另外一个支撑柱511的下端两侧。
82.通过设置支撑柱511和支腿512,有利于保证传送支架51稳固设置。
83.请参阅图5,本实施例的颗粒成型装置30包括用以对自进料装置20进入的颗粒冲剂中所需的组分进行压制成型颗粒的成型滚动辊组31、以及用以驱动成型滚动辊组31转动工作的成型驱动电机(图中未标示);
84.成型滚动辊组31包括第一成型滚动辊311和第二成型滚动辊312,第一成型滚动辊311上设有多个第一成型孔3110,且第一成型滚动辊311可转动设于进料框21的内部;第二成型滚动辊312上设有多个第二成型孔3120,且第二成型滚动辊312可转动设于进料框21的
内部,并与第一成型滚动辊311呈相对接触;
85.成型驱动电机设于进料框21上,并通过一传动机构分别与第一成型滚动辊311和第二成型滚动辊312连接,其中,该传动机构可以为齿轮传动机构,以便于取材安装。
86.据此,当颗粒成型装置30进行颗粒成型操作时,成型驱动电机驱动通过传动机构驱动成型滚动辊组31工作,具体地,第一成型滚动辊311和第二成型滚动辊312呈相对向内转动,而该固态成品落在第一成型滚动辊311和第二成型滚动辊312时,会跟随第一成型滚动辊311和第二成型滚动辊312转动,并在第一成型滚动辊311与第二成型滚动辊312接触的位置处,分别被第一成型滚动辊311的第一成型孔3110和第二成型滚动辊312的第二成型孔3120配合成型出所需的颗粒冲剂成品。
87.为了便于加工设置,同时能够较好地成型出大量的颗粒冲剂成品,较佳地,多个第一成型孔3110以第一成型滚动辊311的中心线为旋转轴而均匀间隔设于第一成型滚动辊311上;
88.多个第二成型孔3120以第二成型滚动辊312的中心线为旋转轴而均匀间隔设于第二成型滚动辊312上。
89.其中,第一成型孔3110为凹设于第一成型滚动辊311上的第一半球形孔,第二成型孔3120为凹设于第二成型滚动辊312上的第二半球形孔,第一半球形孔与第二半球形孔相等。
90.以上所述仅为本发明较佳的实施例而已,其结构并不限于上述列举的形状,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1