一种一片式腰围柔软拉拉裤的制备方法与流程
1.本发明涉及卫生用品领域,尤其涉及一种一片式腰围柔软拉拉裤的制备方法。
背景技术:
2.拉拉裤又称内裤型纸尿裤,拉拉裤外形像宝宝的小内裤,一拉就穿上,因此得名拉拉裤。婴儿拉拉裤设计是用作纸尿裤和一般内裤的过渡物,采用与纸尿裤相同的材质和类似的构造,比纸尿裤更贴身更有弹性,适合会翻身、独坐、学爬或者学步的宝宝使用。传统的拉拉裤一般是由外衣物层及设置在其内的吸收体组成,外衣物层通常由里层无纺布、橡筋及外层无纺布复合而成,里层无纺布与外层无纺布通过喷胶粘合,橡筋上通过喷胶发挥弹性作用,而吸收体与外衣物层之间通常也是通过喷胶粘合,由于大量的使用胶水,使产品整体便硬,柔软性较差。再者,传统的拉拉裤,由于腰围结构设计的缺陷导致贴合性较差。
3.中国专利号201720539630.5公开了一种新型贴身芯体不断层拉拉裤,包括底料、表层吸水纸、橡筋拉带、腰布、黏贴条、吸水材料、底层吸水纸、无纺布、木桨、sap吸水材料和绕线,该拉拉裤在将sap吸水材料与木桨纤维混合到无纺布组成的交错结构空隙中的过程中加入胶粉颗粒,然后在一定高温下将高渗透性的湿强胶水渗入到其中并使用滚压装置将压实,增加木桨纤维和sap吸水材料的粘合力,该拉拉裤使用两层无纺布制成交错结构的吸水材料的芯体,并使用绕线包裹在吸水材料的表面,提高了拉拉裤的强度,极大的减少纸尿裤芯体断层情况的发生,该拉拉裤具有芯体薄、柔软贴身且不容易断层的特点,但是其对拉拉裤腰围的柔软性并没有提出改进。
技术实现要素:
4.因此,针对上述的问题,本发明提供一种一片式腰围柔软拉拉裤的制备方法,解决采用现有技术的制备方法制得的拉拉裤腰围柔软性不够、整体贴合度不佳的缺陷。
5.为实现上述目的,本发明采用了以下技术方案:一种一片式腰围柔软拉拉裤的制备方法,包括以下制备方法:
6.(1)无纺布开卷、在线传输,定义无纺布具有沿着传输方向的横向和与之垂直的纵向,所述无纺布具有沿纵向依次相连的前部区、中部区和后部区,所述前部区具有沿着纵向依次相连的前腰围区和前跨部区,所述后部区具有沿着纵向依次相连的后腰围区和后胯部区;
7.(2)橡筋在线传输、布设至无纺布的前腰围区、前胯部区、后腰围区、后胯部区,其中,在无纺布的前腰围区和后腰围区均布设5
‑
7根橡筋,在无纺布的前胯部区布设13
‑
15根橡筋,在无纺布的后胯部区布设17
‑
19根橡筋,前腰围区和后腰围区内的橡筋拉伸倍率为2.5
‑
2.8倍,橡筋旦数均为620dtex,间距为5
‑
20mm;所述前胯部区和后胯部区内的橡筋拉伸倍率为3.0
‑
3.2,前胯部区内和后胯部区内的各橡筋之间的间距为2
‑
10mm,橡筋旦数均为470dtex;
8.(3)热风无纺布开卷、在线传输,在热风无纺布上均匀间隔施加条状胶,各条状胶
的宽度均小于橡筋之间的间隙;
9.(4)将热风无纺布施加有条状胶的那面在线传输复合至经步骤(2)处理后的布设有橡筋的无纺布上;制得外衣物层;
10.(5)将预先做好的吸收体经分切、90度翻转、复合到外衣物层上;预先做好的吸收体经分切、90度翻转、复合到外衣物层上;所述吸收体的制备步骤为:a、包裹层在线开卷传输,定义所述包裹层具有沿输送方向依次连接的第一区、第二区及第三区,所述第二区的横向宽度为包裹层横向总宽度的1/4
‑
1/3,接着通过间断喷胶的方式再第一区和第三区的表面喷胶,而第二区的表面不喷胶,再将吸收芯在线传输复合到包裹层的表面,再经过包折机构使包裹层的纵向两侧向上向内包裹吸收芯;
11.(6)切除腿围;
12.(7)翻折、焊接成裤型结构
13.(8)分切成单个制品。
14.进一步的改进是:在热风无纺布上均匀间隔施加条状胶采用刮胶机间断刮胶的方式实现。
15.进一步的改进是:所述条状胶的延伸方向与橡筋的延伸方向相同。
16.进一步的改进是:各条状胶之间的间距大于橡筋分布的宽度。
17.进一步的改进是:各所述条状胶的纵向尺寸为5
‑
15mm。
18.进一步的改进是:在步骤(4)之后步骤(5)之前还设置有内包处理步骤,所述内包处理步骤的具体过程为:将热风无纺布施加有条状胶的那面在线传输复合至经步骤(2)处理后的布设有橡筋的无纺布上后,将无纺布的纵向顶端向内向下折叠并固定,将无纺布的纵向底端向内向上折叠并固定,纵向顶端和纵向底端内包的纵向尺寸为40
‑
60mm。
19.进一步的改进是:内包处理是通过热压合固定。
20.进一步的改进是:所述热风无纺布的制备方法为:以改性聚乙烯/聚丙烯双组分纤维为原料,改性聚乙烯纤维为皮层,聚丙烯纤维为芯层,改性聚乙烯纤维的参数为2.32dtex
×
35mm,聚丙烯纤维的参数为1.53dtex
×
35mm。
21.进一步的改进是:所述改性聚乙烯纤维的制备方法为:将粒径为1200
‑
1500目滑石粉、聚乙烯母粒混合,经干燥处理后与硅烷偶联剂、钛酸酯混合,再送入挤出机熔融、剂量、喷丝成条状纤维、冷却、上油、牵伸、导丝、喂入、分切。
22.进一步的改进是:所述滑石粉的用量为聚乙烯母粒重的10
‑
15%。
23.通过采用前述技术方案,本发明的有益效果为:
24.1、本发明的一片式腰围柔软拉拉裤的制备方法,其外衣物层在制备时先对最外层的无纺布进行输送,再在无纺布上布设橡筋,无纺布分为前腰区、前胯部区、后腰围区、后胯部区,橡筋在各个区的数围区均布设5
‑
7根橡筋,在无纺布的前胯部区布设13
‑
15根橡筋,在无纺布的后胯部区布设17
‑
19根橡筋,前腰围区和后腰围区内的橡筋拉伸倍率为2.5
‑
2.8倍,橡筋旦数均为620dtex,间距为5
‑
20mm;所述前胯部区和后胯部区内的橡筋拉伸倍率为3.0
‑
3.2,前胯部区内和后胯部区内的各橡筋之间的间距为2
‑
10mm,橡筋旦数均为470dtex,采用上述结构的设计,使制得的拉拉裤更贴合人体的曲线,产品的贴身性整体较佳。
25.2、采用在别的生产线预先做好的吸收体,经分切、90度旋转后复合到外衣物层上,预先做好的吸收体,其包裹层的第二区域表面不施胶,即,其吸收芯底部中部区域与包裹层
之间不施胶,不仅减少了胶量的使用,而且也使产品的柔软性得到提升。
26.3、前腰围区和后腰围区内的橡筋拉伸倍率均为2.5
‑
2.8倍,前胯部区和后胯部区内的橡筋拉伸倍率为3.0
‑
3.2,腰围的拉伸倍率设计为小于胯部区的拉伸倍率,使腰围区域具有高于胯部区域的弹性,使用更为舒适。
27.4、在热风无纺布上均匀间隔施加条状胶,且各条状胶的宽度均小于等于橡筋之间的间隙,条状胶排布后整体呈梳状结构,代替传统的整面式喷胶,不仅节省了胶水的用量,同时使外衣物的柔软性也得到提升。
28.5、在步骤(4)之后步骤(5)之前还设置有内包处理步骤,所述内包处理步骤的具体过程为:将热风无纺布施加有条状胶的那面在线传输复合至经步骤(2)处理后的布设有橡筋的无纺布上后,将无纺布的纵向顶端向内向下折叠并固定,将无纺布的纵向底端向内向上折叠并固定,纵向顶端和纵向底端内包的纵向尺寸为40
‑
60mm,前腰围区和后腰围区均内包结构,该内包结构为外衣物层的无纺布内折、并在折叠处喷胶或热压得到的,内包结构与外衣物层是一体式结构,该设计不仅使腰围内侧的柔软性得到提升,使用舒适性更佳,也使婴儿使用时更不容易发生前漏或后漏。
附图说明
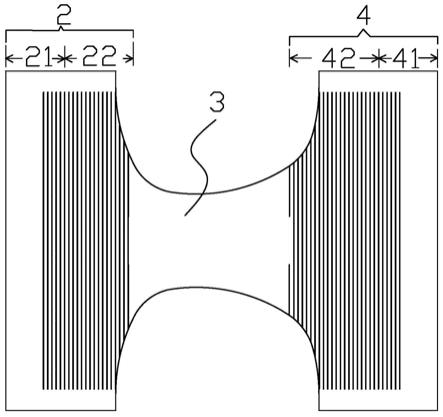
29.图1为本发明实施例一中橡筋分布结构示意图;
30.图2为本发明实施例一中条状胶的分布结构示意图;
31.图3位本发明实施例一中吸收芯体的结构示意;
32.图4为本发明实施例一中刮胶机结构示意。
具体实施方式
33.现结合附图和具体实施方式对本发明进一步说明。
34.实施例一
35.一种一片式腰围柔软拉拉裤的制备方法,包括以下制备方法:
36.(1)无纺布开卷、在线传输,定义无纺布具有沿着传输方向的横向和与之垂直的纵向,所述无纺布具有沿纵向依次相连的前部区、中部区和后部区,所述前部区具有沿着纵向依次相连的前腰围区和前跨部区,所述后部区具有沿着纵向依次相连的后腰围区和后胯部区;
37.(2)橡筋在线传输、布设至无纺布的前腰围区、前胯部区、后腰围区、后胯部区,其中,在无纺布的前腰围区和后腰围区均布设6根橡筋,在无纺布的前胯部区布设13根橡筋,在无纺布的后胯部区布设17根橡筋,前腰围区和后腰围区内的橡筋拉伸倍率为2.8倍,橡筋旦数均为620dtex,间距为5mm;所述前胯部区和后胯部区内的橡筋拉伸倍率为3.0,前胯部区内和后胯部区内的各橡筋之间的间距为3mm,橡筋旦数均为470dtex;
38.(3)热风无纺布开卷、在线传输,在热风无纺布上均匀间隔施加条状胶,各条状胶的宽度均小于橡筋之间的间隙;在热风无纺布上均匀间隔施加条状胶采用刮胶机间断刮胶的方式实现,参考图4,所述刮胶机包括刮胶机本,6,所述刮胶机本体6上设有均匀间隔设置的六个刮胶头61,所述条状胶的延伸方向与橡筋的延伸方向相同,各条状胶之间的间距大于橡筋分布的宽度,各所述条状胶的纵向尺寸为10mm,横向尺寸与橡筋的横向尺寸一样;
39.(4)将热风无纺布施加有条状胶的那面在线传输复合至经步骤(2)处理后的布设有橡筋的无纺布上;制得外衣物层;
40.(5)将预先做好的吸收体经分切、90度翻转、复合到外衣物层上;所述吸收体的制备步骤为:a、包裹层在线开卷传输,定义所述包裹层具有沿输送方向依次连接的第一区、第二区及第三区,所述第二区的横向宽度为包裹层横向总宽度的1/4
‑
1/3,接着通过间断喷胶的方式再第一区和第三区的表面喷胶,而第二区的表面不喷胶,再将吸收芯在线传输复合到包裹层的表面,再经过包折机构使包裹层的纵向两侧向上向内包裹吸收芯;包裹层可以为无纺布、无尘纸或卫生纸等具有包裹能力的材质,在本实施例中选用的是无尘纸,吸收芯是由一层无纺布包裹sap与绒毛浆混合物组成;
41.(6)切除腿围;
42.(7)翻折、焊接成裤型结构;
43.(8)分切成单个制品。
44.上述切除腿围、翻折、腰围两侧焊接,以及最后的分切步骤均为公知技术,在此不赘述。
45.参考图1至图3,采用上述方法制得的一片式腰围柔软拉拉裤,包括外衣物层和设于外衣物层内的吸收体1,定义吸收体1具有沿着长度方向的纵向和沿着宽度方向的横向,所述外衣物层具有沿纵向依次相连的前部区2、中部区3及后部区4组成,所述吸收体1的纵向一端与外衣物层的前部区2固定连接,另一端与外衣物层的后部区4固定连接,所述前部区2和后部区4的横向两端固定连接形成具有腿开口和腰开口的封闭式结构,所述前部区2具有沿纵向依次相连的前腰围区21和前胯部区22,所述后部区4具有沿着纵向依次相连的后腰围区41和后胯部区42,所述前胯部区22和后胯部区42分别靠近中部区设置,所述前部区2和后部区4均由里层无纺布、橡筋、外层无纺布依次复合设置,所述前腰围区21和后腰围区41内的橡筋拉伸倍率均为2.8倍,橡筋数量均为6根,橡筋旦数均为620dtex,间距为5mm;所述前胯部区22和后胯部区42内的橡筋拉伸倍率为3.0,所述前胯部区22内的橡筋数量为13根,所述后胯部区42内的橡筋数量为17根,前胯部区22内和后胯部区42内的各橡筋之间的间距为3mm;位于橡筋之间的间隙设有条状胶5且各条状胶的宽度均小于橡筋之间的间隙,即橡筋与条状胶之间是有间隙的,而位于间隙处是没有喷胶的;
46.所述吸收体1由依次叠层设置的透液性面层、吸收芯体及不透液性底层组成,所述吸收芯体由包裹层11包裹吸收芯12组成,所述吸收芯12底部中部区域a与包裹层之间不施胶,中部区域a是指横向尺寸70mm,纵向尺寸与吸收芯纵向长度一致。外衣物层的中部区只由外层无纺布组成,即,位于该区域没有里层无纺布及橡筋,该区域的外层无纺布直接与吸收体的底部粘合固定连接。另外,吸收体的不透液性底层为pe膜,外层无纺布经过裙边切除处理,处理后的横向宽度短于pe膜的横向宽度。
47.通过采用上述的结构,本发明的产品腰围整体回缩力舒适力区间为100
‑
200cn,产品柔软度经测试:横向柔软度≤200mn,纵向柔软度≤100mn。由于腰围区域采用了梳状胶的设计,使得腰围无纺布内部形成了“泡泡通道”,提升柔软度的同时,也使透气性得到改善。
48.实施例二
49.参考实施例一,在步骤(4)之后步骤(5)之前还设置有内包处理步骤,所述内包处理步骤的具体过程为:将热风无纺布施加有条状胶的那面在线传输复合至经步骤(2)处理
后的布设有橡筋的无纺布上后,将无纺布的纵向顶端向内向下折叠并固定,将无纺布的纵向底端向内向上折叠并固定,纵向顶端和纵向底端内包的纵向尺寸为50mm。内包处理是通过热压合固定,也可以通过喷胶的方式固定,在本实施例中式通过热压合的方式固定。其他技术方案与实施例一相同。
50.实施例三
51.参考实施例一,本实施例的一种一片式腰围柔软拉拉裤的制备方法,其热风无纺布用来作为外衣物层的里层无纺布,应用到本发明的拉拉裤前先经过预处理,其具体的预处理方式为:以改性聚乙烯/聚丙烯双组分纤维为原料,改性聚乙烯纤维为皮层,聚丙烯纤维为芯层,改性聚乙烯纤维的参数为2.32dtex
×
35mm,聚丙烯纤维的参数为1.53dtex
×
35mm。所述改性聚乙烯纤维的制备方法为:将粒径为1300目滑石粉、聚乙烯母粒混合,经干燥处理后与硅烷偶联剂、钛酸酯混合,再送入挤出机熔融、剂量、喷丝成条状纤维、冷却、上油、牵伸、导丝、喂入、分切。所述滑石粉的用量为聚乙烯母粒重的10%。在做成改性聚乙烯纤维后,再将改性聚乙烯纤维与聚丙烯纤维按质量比为1:1分别喂入开松机后混合均匀,经压棉箱均匀输送到双锡林双道夫梳理机进行梳理,形成两层纤维网,两层纤维网上下铺叠后送至平网式热风烘箱内,在热风作用下,皮层聚乙烯软化熔融,并在纤维交叉处黏合固结,形成具有一定强力的热风无纺布。
52.本实施例采用上述方法进行改性制得的热风无纺布与传统的热风无纺布相比,膨松度和柔软度均更优。采用gb/t 8942测试方法对本实施例的热风无纺布的纵向柔软度和横向柔软度进行测试,测试结果为:横向柔软度1.6g,纵向柔软度1.1g。
53.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1