一种复合芯体纸尿裤的制备方法与流程
1.本发明涉及卫生用品领域,尤其涉及一种复合芯体纸尿裤的制备方法。
背景技术:
2.一次性卫生用品,包括婴儿纸尿裤、成人纸尿裤、卫生巾以及相应的裤式产品,其结构一般都包括由上至下依次叠层设置的透液性面层、吸收体和不透液性底层,传统型的吸收体是由绒毛浆与高分子吸水树脂混合而成。传统结构的吸收体往往会有吸收量不够、吸收速度太慢、下渗速度慢、反渗量大等缺陷,为了解决这些问题,现有技术通常是通过增加吸收体中的高分子吸水树脂来提高吸收量,通过开槽来增加下渗速度,通过增加防反渗层来解决反渗量大的问题。
3.中国专利号201921551480.5公开了一种带导流槽的3d复合芯体、纸尿片、纸尿裤和训练裤,包括依次层接设置的上层无尘纸、高吸水树脂层以及下层无纺布,高吸水树脂层中设置有横向导流槽和纵向导流槽,高吸水树脂层通过热熔胶与上层无尘纸和下层无纺布固定在一起。该专利还提供一种纸尿片,包括防漏隔边、面层、防漏底膜以及上述的复合芯体;复合芯体置于面层和防漏底膜之间,防漏隔边固定于面层和防漏底膜的两侧边。该专利还提供一种纸尿裤,包括护围贴、防漏隔边、面层、防漏底膜以及上述的复合芯体。该专利方案中的复合芯体厚度较薄,设置有横、纵向导流槽,提升了导流性能和透气性;复合芯体在生产过程中的高分子撒落;生产成品时在无需使用包覆无纺布,降低生产成本。该专利提供了一种具有导流槽的复合芯体,能够加快液体的吸收,但是该复合芯体在制备过程中需要进行开槽处理,生产工艺较为复杂。
技术实现要素:
4.因此,针对上述的问题,本发明提供一种复合芯体纸尿裤的制备方法,解决现有技术的纸尿裤下渗速度慢、易发生反渗及制备工艺复杂的缺陷。
5.为实现上述目的,本发明采用了以下技术方案:一种复合芯体纸尿裤的制备方法,包括制备透液性面层、制备复合吸收体、制备不透液性底层以及将透液性面层、复合吸收体、不透液性底层在线复合为一体的步骤,定义复合吸收体具有沿着长度方向的纵向和沿着宽度方向的横向,所述制备复合吸收体的步骤为:
6.(1)制备第一吸收体;
7.(2)制备第二吸收体;
8.(3)将步骤(1)制备好的第一吸收体在线传输,经过压轮装置处理使其横向两侧向下弯,连续传输经过折叠装置处理使其下弯的两侧向内折叠,形成具有横向两侧向下向内折叠的第一吸收体;所述压轮装置包括压轮本体、支撑部件,所述压轮本体可转动的设置在支撑部件上,所述压轮本体为轮状结构,所述压轮本体的圆周面宽度小于第一吸收体的横向宽度,所述折叠装置包括第一折叠杆、第二折叠杆及用于固定第一折叠杆和第二折叠杆的固定装置,所述第一折叠杆和第二折叠杆固定在固定装置后具有远离压轮装置的第一开
口和靠近压轮装置的第二开口,所述第二开口的口径大于压轮本体圆周面的宽度且小于第一吸收体的横向宽度,所述第一开口的口径小于第二开口的口径;
9.(4)在步骤(2)制备的第二吸收体表面喷胶,并在线传输与步骤(3)处理后具有横向两侧向下向内折叠的第一吸收体复合,复合时第二吸收体的喷胶面与第一吸收体横向两侧向下向内折叠的折叠面通过辊轮压合复合为一体;
10.(5)通过纠偏及牵引辊传送至下一道处理工序。
11.进一步的改进是:所述第一吸收体的制备步骤为:(1)制备打孔材料层;(2)将打孔材料层在线传输至网帘中,在网帘的底部设置负压吸附装置,再将膨松纤维送入铺有打孔材料层的网帘中,通过负压吸附装置的负压吸附使膨松纤维被吸附到打孔材料层的孔内,使膨松纤维与打孔材料层实现缠结;(3)在无纺布上喷洒一层高分子吸水性树脂,高分子吸水树脂与所述无纺布通过胶水粘合固定;(4)将预先制作好的步骤(3)的喷洒有高分子吸水树脂的无纺布与经步骤(2)处理后的产品复合,复合后形成具有由上至下依次叠层设置的膨松纤维、打孔材料层、高分子吸水树脂及无纺布结构的第一吸收体。
12.进一步的改进是:所述打孔材料层为打孔无纺布或针刺无纺布或打孔无尘纸。
13.进一步的改进是:所述膨松纤维为膨松吸水纤维或膨松双组份纤维或涤纶纤维或pp纤维或pe纤维或黏胶纤维。
14.进一步的改进是:所述无纺布的克重为6-60g/m2,所述高分子吸水树脂的用量为10-400g/m2。
15.进一步的改进是:所述膨松纤维为涤纶纤维或双组分纤维。
16.进一步的改进是:所述双组分纤维为黏胶纤维和竹纤维以任意比混合。
17.进一步的改进是:所述第二吸收体为湿强纸或无纺布。
18.进一步的改进是:所述第二吸收体为喷洒有高分子吸水树脂的无纺布。
19.进一步的改进是:所述第二吸收体的制备方法为:无纺布在线开卷、连续传输,在其表面喷洒一层高分子吸水树脂,再通过在线喷胶使高分子吸水树脂与无纺布固定粘合。
20.通过采用前述技术方案,本发明的有益效果为:
21.1、采用本发明的复合芯体纸尿裤的制备方法制得的纸尿裤,其第一吸收体为横向两侧向下向内折叠的结构,且位于折叠处没有施胶,而第二吸收体设置在第一吸收体底面且通过胶黏与第一吸收体固定连接,通过该种复合结构的设计,使第一吸收体折叠处在吸水后呈现“瑞士卷”的结构,即吸水液体后膨胀,而第一吸收体的中部区域相比两侧的折叠区域呈现内凹的结构,既可以使第一吸收体呈现立体的结构,加快液体的扩散吸收,又由于复合芯体不是呈现平整的连续性结构从而可以减少与皮肤的接触面积进而增加产品整体的透气性。
22.进一步的,所述第二吸收体为湿强纸或无纺布或喷洒有高分子吸水树脂的无纺布,能够提供较强的机械强度,使第二吸收体具有较强的拉伸力,且当其为喷洒有高分子吸水树脂的无纺布时能够提供更高的吸收量。
23.进一步的,所述第一吸收体的制备过程中,采用膨松纤维、打孔材料层、高分子吸水树脂及无纺布复合而成,通过借助网帘及负压吸附等装置使膨松纤维吸附缠结在打孔材料层内,不需要使用胶水即可实现缠结固定,不仅减少了胶水的使用量,节省经济成本,同时提高了材料的膨松度及使用的舒适性。
24.进一步的,膨松纤维采用涤纶双组分纤维,涤纶双组分纤维为黏胶纤维和竹纤维以任意比混合,具有较佳的亲水性和扩散性。
25.本发明的第一吸收体在制备过程中采用特定结构的压轮装置,使其实现向下向内弯折,该压轮装置与传统的装置不同,通过将压轮本体的圆周面宽度设置为小于第一吸收体的横向宽度,使第一吸收体经过压轮本体后产生卷翘的结构,再通过折叠装置实现向内折叠,之后再借助压辊与第二吸收体复合为一体。
附图说明
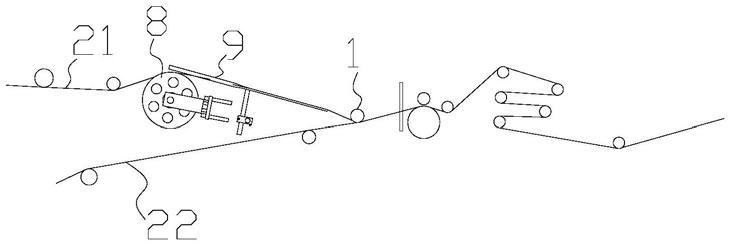
26.图1是本发明实施例一复合吸收体的制备流程示意图;
27.图2为本发明实施例一中折叠装置的结构示意图;
28.图3为本发明实施例一种压轮装置的结构示意图;
29.图4为本发明实施例一中复合吸收体的结构示意图;
30.图5为本发明实施例一中第一吸收体的结构示意图;
31.图6为本发明实施例一中复合芯体纸尿裤的结构示意图;
32.图7为本发明实施例二中第二吸收体的结构示意图;
33.图8为本发明实施例二中复合芯体纸尿裤的结构示意图。
具体实施方式
34.实施例一
35.参考图1至图6,一种复合芯体纸尿裤的制备方法,包括制备透液性面层1、制备复合吸收体2、制备不透液性底层3以及将透液性面层1、复合吸收体2、不透液性底层3在线复合为一体的步骤,定义复合吸收体2具有沿着长度方向的纵向和沿着宽度方向的横向,所述制备复合吸收体2的步骤为:
36.(1)制备第一吸收体21:a、制备打孔无纺布4;b、将打孔无纺布4在线传输至网帘中,在网帘的底部设置负压吸附装置,再将膨松吸水纤维5送入铺有打孔无纺布4的网帘中,通过负压吸附装置的负压吸附使膨松吸水纤维5被吸附到打孔无纺布4的孔内,使膨松吸水纤维5与打孔无纺布4实现缠结;c、在无纺布6上喷洒一层高分子吸水性树脂7,高分子吸水树脂7与所述无纺布6通过胶水粘合固定;d、将预先制作好的步骤c的喷洒有高分子吸水树脂7的无纺布6与经步骤b处理后的产品复合,复合后形成具有由上至下依次叠层设置的膨松吸水纤维5、打孔无纺布4、高分子吸水树脂7及无纺布6结构的第一吸收体;所述膨松纤维为黏胶纤维和竹纤维以1:1混合;所述打孔无纺布的克重为10g/m2;所述高分子吸水树脂的用量为50g/m2
37.(2)制备第二吸收体22:以湿强纸为第二吸收体,湿强纸的制备方法与现有技术相同,在此不赘述;
38.(3)将步骤(1)制备好的第一吸收体21在线传输,经过压轮装置8处理使其横向两侧向下弯,连续传输经过折叠装置9处理使其下弯的两侧向内折叠,形成具有横向两侧向下向内折叠的第一吸收体;所述压轮装置8包括压轮本体81、支撑部件82,所述压轮本体81可转动的设置在支撑部件82上,所述压轮本体81为轮状结构,所述压轮本体81的圆周面宽度小于第一吸收体21的横向宽度,所述折叠装置9包括第一折叠杆91、第二折叠杆92及用于固
定第一折叠杆91和第二折叠杆92的固定装置93,所述第一折叠杆91和第二折叠杆92固定在固定装置93后具有远离压轮装置8的第一开口和靠近压轮装置的第二开口,所述第二开口的口径大于压轮本体圆周面的宽度且小于第一吸收体的横向宽度,所述第一开口的口径小于第二开口的口径,即,折叠装置9的第一折叠杆91和第二折叠杆92整体呈“八”字型分布;
39.(4)湿强纸在线开卷、传输,在其表面喷胶,并在线传输与步骤(3)处理后具有横向两侧向下向内折叠的第一吸收体复合,复合时第二吸收体的喷胶面与第一吸收体横向两侧向下向内折叠的折叠的那一面通过辊轮压合复合为一体,即,在生产线上,湿强纸这一传输线是设置在第一吸收体传输线的下方,使湿强纸被复合再第一吸收体的底面,而第一吸收体呈现的是倒c型结构,开口为朝下,湿强纸用于盖住开口处;
40.(5)通过纠偏及牵引辊传送至下一道处理工序进行分切处理、与透液性面层、不透液性底层实现复合。
41.实施例二
42.参考图7及图8,与实施例一相比,本实施例的复合吸收体的第二吸收体为喷洒有高分子吸水树脂的无纺布,其制备方法为:无纺布在线开卷、连续传输,在其表面喷洒一层高分子吸水树脂,再通过在线喷胶使高分子吸水树脂与无纺布固定粘合。
43.在步骤(5)的复合纠偏后,复合吸收体2’还增加了一步翻转处理,即经过翻转是第一吸收体设置在第二吸收体下方,第一吸收体的c型开口朝上。其他制备步骤与实施例一相同。
44.本发明中,打孔无纺布4的克重在8-60g/m2,所述高分子吸水树脂7的用量在50-300g/m2,在上述范围内均可实现本发明的目的。
45.其中,在打孔无纺布4的下方还可以设置一层膨松吸水纤维,用于增加液体的扩散速度及提升吸水性能,第一吸收体还可以是纺粘无纺布、高分子吸水树脂、膨松无纺布与高分子吸水树脂以任意比混合的混合物、纺粘无纺布由上至下依次通过胶黏复合而成;所述第一吸收体还可以为为无纺布、喷洒有高分子吸水树脂的膨松棉、高分子吸水树脂、无纺布由上至下依次复合而成,无纺布可以选用热风无纺布或水刺无纺布或纺粘无纺布。而第二吸收体除了上述的湿强纸和喷洒有高分子吸水树脂的无纺布,也可以为单一的无纺布,上述选择均可以实现本发明的目的。
46.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1