一种楞型吸收复合芯体及其制造方法与流程
1.本发明涉及卫生用品技术领域,更具体地,涉及一种楞型吸收复合芯体及其制造方法。
背景技术:
2.一次性卫生用品包括婴儿纸尿裤、成人拉拉裤及女性经期裤等,其中吸收复合芯体作为一次性卫生用品中最核心的结构,起到了快速捕捉并锁住液体,增强产品的吸收性能和防反渗的作用。
3.目前市面上的一次性卫生用品所使用的吸收复合芯体是由非织造材料和高吸水性树脂组合的复合芯体,其中高吸水性树脂胶粘在平面的非织造材料上,这样的设计虽然可使得吸收复合芯体的整体较轻薄,但是吸收复合芯体的吸液能力较差,导致整个吸收复合芯体的利用率较差。
4.如公开号为cn212439076u的中国专利公开了一种吸收芯体,包括多层本体,多层本体从上至下依次为上包覆层、第一高分子吸收层、蓬松棉层、第二高分子吸收层和下包覆层,其中吸收芯体通过将多层本体的两侧端相对进行至少一次的弯折来获得,且弯折后的两侧端在吸收芯体的上表面形成凹槽,虽然所述吸收芯体在一定程度上提高了下渗的速度,但是该第一高分子吸收层和第二高分子吸收层设置的区域较小,快速吸液的能力较差。
技术实现要素:
5.本发明为克服上述现有技术所述的现有的吸收复合芯体的高吸水性树脂分散区域较小,吸液能力较差,复合芯体的利用率低的技术问题,提供一种吸液性能高、复合芯体能够被充分利用的楞型吸收复合芯体及其制造方法。
6.为解决上述技术问题,本发明采用的技术方案是:一种楞型吸收复合芯体,包括从上至下依次设置的上包覆层、蓬松层及下包覆层;所述蓬松层呈瓦楞状,所述蓬松层上、下表面的凹陷位置处设置高吸水性树脂颗粒。
7.本发明中蓬松层上层设置上包覆层,下层设置下包覆层,且蓬松层设置为瓦楞状,高吸水性树脂颗粒分布在蓬松层上、下表面的凹槽位置中;本发明中蓬松层设置为瓦楞状增大了高吸水性树脂颗粒在蓬松层的分散区域,进而可极大程度的提高吸收复合芯体的吸液能力,另外蓬松层的瓦楞状结构可为液体提供导液通道,使得液体点能够快速沿着导液通道在复合芯体上进行扩散,增大了液体在复合芯体上的分散区域,使得复合芯体能够快速有效的将液体迅速吸收,不仅大大提高了卫生用品使用的舒适性和干爽性,同时也大大提高了复合芯体的利用率。
8.优选的,所述蓬松层由中空纤维和短纤维混合制成;所述中空纤维和短纤维的重量比为1:(4.5~5)。
9.优选的,所述短纤维包括2d复合短纤维、4d复合短纤维及6d复合短纤维;所述2d复合短纤维、4d复合短纤维及6d复合短纤维的重量比为1: (1.5~2.5):1。
10.优选的,所述中空纤维和短纤维均包括重量比为1:(0.5~1.5)的聚乙烯纤维和聚丙烯纤维。
11.优选的,所述上包覆层和下包覆层均为纺粘无纺布或水刺无纺布或无尘纸;所述纺粘无纺布的克重为18~35g/
㎡
;所述水刺无纺布中含有25%~40%粘胶纤维,克重为28~40g/
㎡
;所述无尘纸的克重为35~50g/
㎡
。
12.优选的,所述高吸水性树脂颗粒的密度为0.3~0.9g/cm3。
13.优选的,所述蓬松层的相邻凹陷位置处的最低点之间的间距为 5mm~15mm。
14.一种制备权楞型吸收复合芯体的方法,包括如下步骤:
15.步骤一为设定楞状压辊的温度,通过楞状压辊将蓬松层加热成型为瓦楞状结构;
16.步骤二为瓦楞状结构的蓬松层在输送的过程中,其上方的第一高分子槽内的高吸水性树脂颗粒掉落至蓬松层上表面的凹陷位置处;
17.步骤三为下包覆层输送过程中,其上方的第二高分子槽内的高吸水性树脂颗粒掉落至下包覆层的区域位置处,下包覆层相邻的区域位置的间距与蓬松层下表面相邻的凹陷位置的间距相同。
18.步骤四为按照从上至下的顺序将上包覆层、蓬松层及下包覆层经过复合压辊进行复合,得到楞型复合吸收芯体,其中楞型复合吸收芯体中的下包覆层的区域位置处的高吸水性树脂颗粒位于蓬松层下表面的凹陷位置处。
19.优选的,步骤一中所述楞状压辊的温度设置为85℃
‑
140℃。
20.优选的,步骤四中所述上包覆层、蓬松层及下包覆层之间通过镂空喷胶或全喷喷胶进行复合,镂空喷胶或全喷喷胶操作的喷胶分布密度为2
‑
5g/
㎡
。
21.与现有技术相比,本发明的有益效果是:
22.1)本发明蓬松层设置为瓦楞状增大了高吸水性树脂颗粒在蓬松层的分散区域,进而可极大程度的提高吸收复合芯体的吸液能力;
23.2)本发明蓬松层的瓦楞状结构可为液体提供导液通道,使得液体点能够快速沿着导液通道在复合芯体上进行扩散,增大了液体在复合芯体上的分散区域,使得复合芯体能够快速有效的将液体迅速吸收,不仅大大提高了卫生用品使用的舒适性和干爽性,同时也大大提高了复合芯体的利用率;
24.3)本发明楞型吸收复合芯体制造方法操作简单,蓬松层经过加热后的瓦楞压辊后,蓬松层中低熔点的纤维能够发生熔融,使得蓬松层经过瓦楞压辊后能够快速被挤压成瓦楞状,且蓬松层形成的瓦楞状结构的稳定性更高;
25.4)本发明楞型吸收复合芯体制备过程中无需对蓬松层进行翻转即可将高吸水性树脂颗粒胶粘在蓬松层的上、下表面的凹槽位置处,大大简化的了制备流程,提高了吸收复合芯体加工的效率。
附图说明
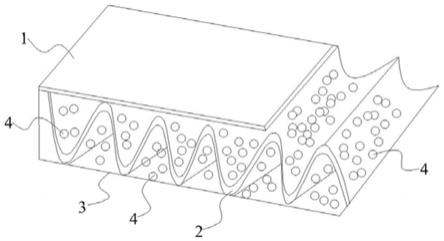
26.图1是本发明楞型吸收复合芯体的结构示意图;
27.图2是本发明楞型吸收复合芯体侧视图;
28.图3是本发明楞型吸收复合芯体制造方法的工艺流程图。
29.附图中:1
‑
上包覆层;2
‑
蓬松层;3
‑
下包覆层;4
‑
高吸水性树脂颗粒;5
‑ꢀ
瓦楞压辊;
6
‑
复合压辊;71
‑
第一高分子槽;72
‑
第二高分子槽。
具体实施方式
30.附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本专利的限制。
31.本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”“长”“短”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
32.下面通过具体实施例,并结合附图,对本发明的技术方案作进一步的具体描述:
33.实施例1
34.如图1
‑
2所示为一种楞型吸收复合芯体实施例,包括上包覆层1、蓬松层2、下包覆层3及高吸水性树脂颗粒4,其中上包覆层1、蓬松层2及下包覆层3由上至下依次胶粘复合。
35.其中上包覆层1选用纺粘无纺布或水刺无纺布或无尘纸,若上包覆层1选用纺粘无纺布,纺粘无纺布的克重为18
‑
35g/
㎡
;若上包覆层1选用水刺无纺布,水刺无纺布含有25%~40%粘胶纤维,其克重为28~40g/
㎡
;若上包覆层1选用无尘纸,无尘纸的克重为35g~50g/
㎡
;本实施例中上包覆层1选用35g/
㎡
的纺粘无纺布。
36.其中蓬松层2至少设置一层,本实施例中蓬松层2设置为两层,蓬松层2 由中空纤维和短纤维混合制成,其中中空纤维和短纤维的重量比为1:4.5~5,其中短纤维包括2d复合短纤维、4d复合短纤维及6d复合短纤维,2d复合短纤维、4d复合短纤维及6d复合短纤维的重量比为1:1.5~2.5:1,本实施例中蓬松层中中空纤维占比16.7%,2d复合短纤维占比20.8%,4d复合短纤维占比为 41.7%,6d复合短纤维占比为20.8%,中空纤维和短纤维均包括聚乙烯纤维和聚丙烯纤维,其中聚乙烯纤维和聚丙烯纤维的重量比为1:0.5
‑
1.5,本实施例中聚乙烯纤维和聚丙烯纤维的重量比为1:1。
37.其中蓬松层2设置为瓦楞状结构,瓦楞状可以设置为三角形,也可以设置为波纹状或其他具有凹凸起伏的形状,本实施例中瓦楞状设置为波纹状,蓬松层2的相邻波谷的间距为5mm~15mm,本实施例中蓬松层2的相邻波谷的间距为10mm。
38.其中高吸水性树脂颗粒4胶粘在蓬松层2上、下表面的凹陷位置处,高吸水性树脂颗粒4选用下渗速度快,扩散距离长,高通液性的高吸水性树脂颗粒,高吸水性树脂颗粒4的密度为0.3~0.9g/cm3,其中优选的密度为0.5~0.8g/cm3,本实施例中高吸水性树脂颗粒4的密度为0.6g/cm3。
39.其中下包覆层3选用纺粘无纺布或水刺无纺布或无尘纸,若下包覆层3选用纺粘无纺布,纺粘无纺布的克重为18
‑
35g/
㎡
;若下包覆层3选用水刺无纺布,水刺无纺布含有25%~40%粘胶纤维,其克重为28~40g/
㎡
;若下包覆层3选用无尘纸,无尘纸的克重为35~50g/
㎡
;本实施例中下包覆层3选用35g/
㎡
的纺粘无纺布。
40.本发明的蓬松层2设置为瓦楞状,增大了高吸水性树脂颗粒4在蓬松层2的分散区域,进而可极大程度的提高吸收复合芯体的吸液能力,另外蓬松层2的瓦楞状结构可为液体提供导液通道,使得液体点能够快速沿着导液通道在复合芯体上进行扩散,增大了液体在复合芯体上的分散区域,使得复合芯体能够快速有效的将液体迅速吸收,不仅大大提高了卫生用品使用的舒适性和干爽性,同时也大大提高了复合芯体的利用率。
41.实施例2
42.如图3所示为一种楞型吸收复合芯体的制造方法的实施例,具体包括如下步骤:
43.步骤一为:将蓬松层2输送经过楞状压辊5加热成型为瓦楞状;其中蓬松层2中中空纤维和短纤维的重量比为1:4.5,其中短纤维中2d复合短纤维、4d 复合短纤维及6d复合短纤维的重量比为1:1.5:1;其中楞状压辊5选用表面为波纹状的一对压辊,一对压辊相对设置且相互咬合,楞状压辊5的温度设置为 85℃,由于蓬松层2中含有聚乙烯纤维,楞状压辊5的温度高于聚乙烯纤维的熔点,当蓬松层2经过楞状压辊5时,聚乙烯纤维可发生熔融,同时在楞状压辊5的挤压作用下可将蓬松层2加热成型为波纹状,本实施例中最终形成的波纹状蓬松层2的波谷之间的间距为5mm;
44.步骤二为:在蓬松层2输送的上方设置第一高分子槽71,第一高分子槽71 内放置高吸水性树脂颗粒4,当蓬松层2输送的过程中,第一高分子槽71内的高吸水性树脂颗粒4掉落至蓬松层2的上表面的凹陷位置处,且高吸水性树脂颗粒4的密度为0.3g/cm3;
45.步骤三为:在下包覆层3的输送上方设置第二高分子槽72,第二高分子槽 72内放置高吸水性树脂颗粒4,当下包覆层3输送的过程中,第二高分子槽72 内的高吸水性树脂颗粒4掉落至下包覆层3等间距的区域位置处,下包覆层3 上相邻的区域位置之间的间距与蓬松层2的下表面相邻凹陷位置处的间距相同,蓬松层2的下表面相邻凹陷位置处的间距即为蓬松层2相邻波谷的间距;
46.步骤四为按照从上至下的顺序将上包覆层1、蓬松层2及下包覆层3输送至复合压辊6处进行复合,经过复合后下包覆层3上区域位置处的高吸水性树脂颗粒4位于蓬松层2下表面的凹陷位置处,其中上包覆层1、蓬松层2及下包覆层3经过镂空喷胶进行复合,镂空喷胶操作的喷胶分布密度为2g/
㎡
,其中上包覆层1和下包覆层3均选用30g/
㎡
的纺粘无纺布。
47.实施例3
48.如图3所示为一种楞型吸收复合芯体的制造方法的实施例,具体包括如下步骤:
49.步骤一为:将蓬松层2输送经过楞状压辊5加热成型为瓦楞状;其中蓬松层2中中空纤维和短纤维的重量比为1:4.9,其中短纤维中2d复合短纤维、4d 复合短纤维及6d复合短纤维的重量比为1:2:1;其中楞状压辊5选用表面为波纹状的一对压辊,一对压辊相对设置且相互咬合,楞状压辊5的温度设置为 120℃,由于蓬松层2中含有聚乙烯纤维,楞状压辊5的温度高于聚乙烯纤维的熔点,当蓬松层2经过楞状压辊5时,聚乙烯纤维可发生熔融,同时在楞状压辊5的挤压作用下可将蓬松层2加热成型为波纹状,本实施例中最终形成的波纹状蓬松层2的波谷之间的间距为10mm;
50.步骤二为:在蓬松层2输送的上方设置第一高分子槽71,第一高分子槽71 内放置高吸水性树脂颗粒4,当蓬松层2输送的过程中,第一高分子槽71内的高吸水性树脂颗粒4掉落至蓬松层2的上表面的凹陷位置处,且高吸水性树脂颗粒4的密度为0.6g/cm3;
51.步骤三为:在下包覆层3的输送上方设置第二高分子槽72,第二高分子槽 72内放
置高吸水性树脂颗粒4,当下包覆层3输送的过程中,第二高分子槽72 内的高吸水性树脂颗粒4掉落至下包覆层3等间距的区域位置处,下包覆层3 上相邻的区域位置之间的间距与蓬松层2的下表面相邻凹陷位置处的间距相同,蓬松层2的下表面相邻凹陷位置处的间距即为蓬松层2相邻波谷的间距;
52.步骤四为按照从上至下的顺序将上包覆层1、蓬松层2及下包覆层3输送至复合压辊6处进行复合,经过复合后下包覆层3上的高吸水性树脂颗粒4位于蓬松层2下表面的凹陷位置处,其中上包覆层1、蓬松层2及下包覆层3经过镂空喷胶进行复合,全喷喷胶操作的喷胶分布密度为3.5g/
㎡
,其中上包覆层 1和下包覆层3均选用含有40%粘胶纤维,且克重为28g/
㎡
的水刺无纺布。
53.实施例4
54.如图3所示为一种楞型吸收复合芯体的制造方法的实施例,具体包括如下步骤:
55.步骤一为:将蓬松层2输送经过楞状压辊5加热成型为瓦楞状;其中蓬松层2中中空纤维和短纤维的重量比为1:5,其中短纤维中2d复合短纤维、4d 复合短纤维及6d复合短纤维的重量比为1:2.5:1;其中楞状压辊5选用表面为波纹状的一对压辊,一对压辊相对设置且相互咬合,楞状压辊5的温度设置为 140℃,由于蓬松层2中含有聚乙烯纤维,楞状压辊5的温度高于聚乙烯纤维的熔点,当蓬松层2经过楞状压辊5时,聚乙烯纤维可发生熔融,同时在楞状压辊5的挤压作用下可将蓬松层2加热成型为波纹状,本实施例中最终形成的波纹状蓬松层2的波谷之间的间距为15mm;
56.步骤二为:在蓬松层2输送的上方设置第一高分子槽71,第一高分子槽71 内放置高吸水性树脂颗粒4,当蓬松层2输送的过程中,第一高分子槽71内的高吸水性树脂颗粒4掉落至蓬松层2的上表面的凹陷位置处,且高吸水性树脂颗粒4的密度为0.9g/cm3;
57.步骤三为:在下包覆层3的输送上方设置第二高分子槽72,第二高分子槽 72内放置高吸水性树脂颗粒4,当下包覆层3输送的过程中,第二高分子槽72 内的高吸水性树脂颗粒4掉落至下包覆层3等间距的区域位置处,下包覆层3 上相邻的区域位置之间的间距与蓬松层2的下表面相邻凹陷位置处的间距相同,蓬松层2的下表面相邻凹陷位置处的间距即为蓬松层2相邻波谷的间距;
58.步骤四为按照从上至下的顺序将上包覆层1、蓬松层2及下包覆层3输送至复合压辊6处进行复合,经过复合后下包覆层3上的高吸水性树脂颗粒4位于蓬松层2下表面的凹陷位置处,其中上包覆层1、蓬松层2及下包覆层3经过镂空喷胶进行复合,全喷喷胶操作的喷胶分布密度为5g/
㎡
,其中上包覆层1 和下包覆层3均选用克重为35g/
㎡
的无尘纸。
59.显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1