一种改性淀粉软胶囊制备工艺及设备的制作方法
1.本发明涉及软胶囊制备技术领域,具体为一种改性淀粉软胶囊制备工艺及设备。
背景技术:
2.软胶囊,又称胶丸,属于胶囊剂的一种包装方式,常见于药品或保健食品,它是将液体药物或液固体药物经处理密封于软质囊材中而制成的一种胶囊剂,一般的软胶囊的胶囊壳由明胶制成,这种软胶囊的粘接性和韧性较差且易产生氧化交联问题,且一般的软胶囊的制备工艺在对胶带辊压模切形成胶囊的过程中出现两瓣囊壳未完全融合固定的问题较多,导致次品率较高。鉴于此,我们提出一种改性淀粉软胶囊制备工艺及设备。
技术实现要素:
3.为了弥补以上不足,一方面本发明提供一种改性淀粉软胶囊制备工艺,包括如下步骤:
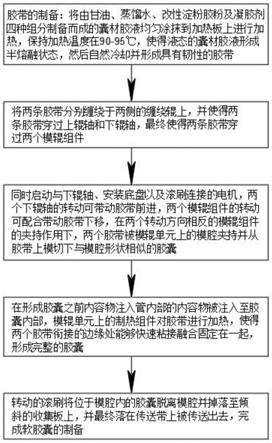
4.步骤一、胶带的制备:将由甘油、蒸馏水、改性淀粉胶粉及凝胶剂四种组分制备而成的囊材胶液均匀涂抹到加热板上进行加热,保持加热温度在90-95℃,使得液态的囊材胶液形成半熔融状态,然后自然冷却并形成具有韧性的胶带;
5.步骤二、将两条胶带分别缠绕于两侧的缠绕辊上,并使得两条胶带穿过上辊轴和下辊轴,最终使得两条胶带穿过两个模辊组件;
6.步骤三、同时启动与下辊轴、安装底盘以及滚刷连接的电机,两个下辊轴的转动可带动胶带前进,两个模辊组件的转动可配合带动胶带下移,在两个转动方向相反的模辊组件的夹持作用下,两个胶带被模辊单元上的模腔夹持并从胶带上模切下与模腔形状相似的胶囊;
7.步骤四、在形成胶囊之前内容物注入管内部的内容物被注入至胶囊内部,模辊单元上的制热组件对胶带进行加热,使得两个胶带衔接的边缘处能够快速粘接融合固定在一起,形成完整的胶囊;
8.步骤五、转动的滚刷将位于模腔内的胶囊脱离模腔并掉落至倾斜的收集板上,并最终落在传送带上被传送出去,完成软胶囊的制备。
9.作为优选的技术方案,甘油、蒸馏水、改性淀粉胶粉及凝胶剂四种组分的构成比例为:甘油5%-25%,蒸馏水15%-64%,改性淀粉胶粉30%-45%,凝胶剂1%-15%,改性淀粉胶粉采用羟丙基淀粉、食用淀粉、羟丙基淀粉二磷酸酯或其组合物,凝胶剂采用卡拉胶、琼脂、结冷胶或其组合物。
10.另一方面,本发明还提供一种改性淀粉软胶囊制备设备,用于制备上述中的软胶囊,包括支撑架体,所述支撑架体上可转动的安装有两个相互对称的上辊轴,每个所述上辊轴的正下方均可转动的安装有下辊轴,两个所述下辊轴之间安装有两个相互对称的模辊机构,每个所述模辊机构的正下方均可转动的安装有滚刷,每个所述滚刷的正下方均固定安装有倾斜设置的收集板,两个所述模辊机构的中心位置的正上方固定安装有内容物注入管
固定板,所述内容物注入管固定板上固定安装有若干内容物注入管,所述支撑架体的表面固定安装有两个相互对称的第二金属导电圈。
11.作为优选的技术方案,所述模辊机构由模辊组件和模辊固定组件构成。
12.作为优选的技术方案,所述模辊组件由若干模辊单元相互拼接构成,每个所述模辊单元的环形表面均设有若干模腔,每个所述模辊单元上均安装有制热组件,所述模辊单元的内部中心位置均设有矩形穿孔,所述模辊单元的前后两侧面均设有导电圈固定槽,每个所述导电圈固定槽内部均固定安装有第一金属导电圈,所述模辊单元的环形表面位于模腔的两侧均设有环形安装槽,两个所述环形安装槽之间设有若干与之连通的衔接槽。
13.作为优选的技术方案,所述制热组件由两个相互平行的制热环构成,两个所述制热环之间固定连接有若干制热杆,每个制热环均由两个活动连接的金属半环构成,且两个金属半环的末端均固定安装有绝缘垫,每个所述绝缘垫上均固定安装有磁铁块,两个金属半环末端的磁铁块之间的磁极相反;所述制热环对应安装于环形安装槽内部,制热杆对应安装于衔接槽内部,制热环和制热杆将模腔包围。
14.作为优选的技术方案,所述模辊固定组件包括可转动的设于支撑架体表面的安装底盘,所述安装底盘上固定安装有两个相互平行的支撑条,两个所述支撑条之间通过设于其末端的连接块固定连接,两个支撑条之间设有螺杆,所述螺杆穿过连接块并与之转动连接,所述螺杆的末端固定安装有旋柄,每个所述支撑条的内部均设有贯穿支撑条的条形滑槽,两个所述支撑条之间设有可自由移动的模辊夹持组件。
15.作为优选的技术方案,所述模辊夹持组件包括滑动设于两个支撑条之间的移动滑块,所述移动滑块的两端分别位于两个条形滑槽内,所述移动滑块的内部中心位置设有螺纹孔,螺杆穿过螺纹孔且二者之间螺纹连接,所述移动滑块的两侧均开设有侧滑槽,每个所述侧滑槽的上下两侧槽壁均开设有导向槽,所述侧滑槽内部可滑动的设有侧夹块,所述侧夹块上固定安装有上下两个相互对称的导向条,所述侧夹块的侧面固定有一排呈线性等间距排列的凸齿,所述移动滑块的内部设有两个相互对称的齿轮槽,每个所述齿轮槽的内部可转动的安装有齿轮,两个所述齿轮分别和两个侧夹块上的凸齿相互啮合。
16.作为优选的技术方案,所述安装底盘位于第二金属导电圈的中心处,两个支撑条可穿过模辊单元内部的矩形穿孔,且二者的尺寸相互匹配。
17.作为优选的技术方案,所述支撑架体的背面正对每个下辊轴的位置均固定安装有可驱动下辊轴转动的电机,两个下辊轴转动方向相反,支撑架体的背面正对每个安装底盘的位置均固定安装有可驱动安装底盘转动的电机,两个安装底盘的转动方向相反,支撑架体的背面正对每个滚刷的位置均固定安装有可驱动滚刷转动的电机,两个滚刷的转动方向相反,两条胶带分别穿过上辊轴和下辊轴并伸入至两个模辊机构之间。
18.与现有技术相比,本发明的有益效果是:
19.1、本发明通过在囊材胶液的原材料中加入改性淀粉胶粉,可有效增加由囊材胶液制成的软胶囊外壳的粘接性和韧性,并能够有效避免氧化交联问题产生,增强了软胶囊的整体稳定性;
20.2、本发明通过设置由多个模辊单元构成的模辊机构,可以根据不同胶带的宽度来相应的选择模辊组件的长度,使得该设备具有更好的适用性;
21.3、本发明通过在构成模辊机构的每个模辊单元上设置由制热环和制热杆构成的
制热组件,制热环和制热杆将模辊单元表面的模腔包围使得在对胶带进行辊压模切时,模腔周围的制热环和制热杆可对胶囊的边缘进行加热使其融化并融合,从而可保证胶囊边缘能够快速融合粘接在一起,相对于传统的软胶囊制备设备能够更好的提高胶囊融合的速度及融合强度,有效降低胶囊内部的内容物由于胶囊边缘融合不牢固而溢出的问题出现,从而有效提高胶囊成品的合格率。
附图说明
22.图1为本发明的整体操作流程图;
23.图2为本发明的整体结构示意图其一(已安装模辊组件);
24.图3为本发明的整体结构示意图其二(未安装模辊组件);
25.图4为本发明中模辊组件的整体结构示意图;
26.图5为本发明中模辊单元的结构示意图;
27.图6为本发明中模辊单元的结构剖视图;
28.图7为本发明图6中a处结构放大示意图;
29.图8为本发明中制热组件的结构示意图;
30.图9为本发明图8中b处结构放大示意图;
31.图10为本发明中模辊固定组件的结构剖视图;
32.图11为本发明中模辊夹持组件的结构剖视图;
33.图12为本发明中模辊夹持组件的爆炸示意图。
34.图中:
35.支撑架体1、上辊轴2、下辊轴3;
36.模辊机构4;
37.模辊组件41、模辊单元411、模腔412、制热组件413、制热环4131、制热杆4132、绝缘垫4133、磁铁块4134、矩形穿孔414、第一金属导电圈415、导电圈固定槽416、环形安装槽417、衔接槽418;
38.模辊固定组件42、安装底盘421、支撑条422、连接块423、螺杆424、旋柄425、条形滑槽426、模辊夹持组件427、移动滑块4271、螺纹孔4272、侧滑槽4273、导向槽4274、侧夹块4275、导向条4276、凸齿4277、齿轮槽4278、齿轮4279;
39.内容物注入管固定板5、内容物注入管6、滚刷7、收集板8、第二金属导电圈9。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特
定的方位构造和操作,因此不能理解为对本发明的限制。
42.请参阅图1,一方面本发明提供一种改性淀粉软胶囊制备工艺:包括如下步骤:
43.步骤一、胶带的制备:将由甘油、蒸馏水、改性淀粉胶粉及凝胶剂四种组分制备而成的囊材胶液均匀涂抹到加热板上进行加热,保持加热温度在90-95℃,使得液态的囊材胶液形成半熔融状态,然后自然冷却并形成具有韧性的胶带;
44.步骤二、将两条胶带分别缠绕于两侧的缠绕辊上,并使得两条胶带穿过上辊轴2和下辊轴3,最终使得两条胶带穿过两个模辊组件41;
45.步骤三、同时启动与下辊轴3、安装底盘421以及滚刷7连接的电机,两个下辊轴3的转动可带动胶带前进,两个模辊组件41的转动可配合带动胶带下移,在两个转动方向相反的模辊组件41的夹持作用下,两个胶带被模辊单元411上的模腔412夹持并从胶带上模切下与模腔412形状相似的胶囊;
46.步骤四、在形成胶囊之前内容物注入管6内部的内容物被注入至胶囊内部,模辊单元411上的制热组件413对胶带进行加热,使得两个胶带衔接的边缘处能够快速粘接融合固定在一起,形成完整的胶囊;
47.步骤五、转动的滚刷7将位于模腔412内的胶囊脱离模腔412并掉落至倾斜的收集板8上,并最终落在传送带上被传送出去,完成软胶囊的制备。
48.作为本实施例的优选,甘油、蒸馏水、改性淀粉胶粉及凝胶剂四种组分的构成比例为:甘油5%-25%,蒸馏水15%-64%,改性淀粉胶粉30%-45%,凝胶剂1%-15%,改性淀粉胶粉采用羟丙基淀粉、食用淀粉、羟丙基淀粉二磷酸酯或其组合物,凝胶剂采用卡拉胶、琼脂、结冷胶或其组合物。
49.需要补充的是,本实施例中甘油、蒸馏水、改性淀粉胶粉及凝胶剂的优选比例为:甘油18%,蒸馏水40%,改性淀粉胶粉35%,凝胶剂7%。
50.请参阅图2-图12,另一方面本发明还提供一种改性淀粉软胶囊制备设备,用于制备上述软胶囊,包括支撑架体1,支撑架体1上可转动的安装有两个相互对称的上辊轴2,每个上辊轴2的正下方均可转动的安装有下辊轴3,两个下辊轴3之间安装有两个相互对称的模辊机构4,每个模辊机构4的正下方均可转动的安装有滚刷7,每个滚刷7的正下方均固定安装有倾斜设置的收集板8,两个模辊机构4的中心位置的正上方固定安装有内容物注入管固定板5,内容物注入管固定板5上固定安装有若干内容物注入管6,支撑架体1的表面固定安装有两个相互对称的第二金属导电圈9。
51.作为本实施例的优选,支撑架体1上位于两个下辊轴3的一侧均可转动的安装有用于缠绕胶带的缠绕辊。
52.作为本实施例的优选,两个收集板8之间预留可以让胶带通过的空间,保证残余胶带的正常通过。
53.作为本实施例的优选,模辊机构4由模辊组件41和模辊固定组件42构成。
54.具体的,模辊组件41由若干模辊单元411相互拼接构成;每个模辊单元411的环形表面均设有若干模腔412,每个模辊单元411上均安装有制热组件413,模辊单元411的内部中心位置均设有矩形穿孔414,模辊单元411的前后两侧面均设有导电圈固定槽416,每个导电圈固定槽416内部均固定安装有第一金属导电圈415,模辊单元411的环形表面位于模腔412的两侧均设有环形安装槽417,两个环形安装槽417之间设有若干与之连通的衔接槽
418。
55.具体的,制热组件413由两个相互平行的制热环4131构成,两个制热环4131之间固定连接有若干制热杆4132,每个制热环4131均由两个活动连接的金属半环构成,且两个金属半环的末端均固定安装有绝缘垫4133,每个绝缘垫4133上均固定安装有磁铁块4134,两个金属半环末端的磁铁块4134之间的磁极相反,两个磁极相反的磁铁块4134的设置可实现两个金属半环之间的吸附固定,而两个绝缘垫4133的设置,可避免两个金属半环之间收尾对接导致短路的问题产生。
56.具体的,制热环4131对应安装于环形安装槽417内部,制热杆4132对应安装于衔接槽418内部,制热环4131和制热杆4132将模腔412包围,使得在对胶带进行辊压模切时,模腔412周围的制热环4131和制热杆4132可对胶囊的边缘进行加热使其融化并融合,从而可保证胶囊边缘能够快速融合粘接在一起,相对于传统的软胶囊制备设备能够更好的提高胶囊融合的速度及融合强度。
57.作为本实施例的优选,模辊固定组件42包括可转动的设于支撑架体1表面的安装底盘421,安装底盘421上固定安装有两个相互平行的支撑条422,两个支撑条422之间通过设于其末端的连接块423固定连接,两个支撑条422之间设有螺杆424,螺杆424穿过连接块423并与之转动连接,螺杆424的末端固定安装有旋柄425,每个支撑条422的内部均设有贯穿支撑条422的条形滑槽426,两个支撑条422之间设有可自由移动的模辊夹持组件427。
58.具体的,模辊夹持组件427包括滑动设于两个支撑条422之间的移动滑块4271,移动滑块4271的两端分别位于两个条形滑槽426内,移动滑块4271的内部中心位置设有螺纹孔4272,螺杆424穿过螺纹孔4272且二者之间螺纹连接,移动滑块4271的两侧均开设有侧滑槽4273,每个侧滑槽4273的上下两侧槽壁均开设有导向槽4274,侧滑槽4273内部可滑动的设有侧夹块4275,侧夹块4275上固定安装有上下两个相互对称的导向条4276,侧夹块4275的侧面固定有一排呈线性等间距排列的凸齿4277,移动滑块4271的内部设有两个相互对称的齿轮槽4278,每个齿轮槽4278的内部可转动的安装有齿轮4279,两个齿轮4279分别和两个侧夹块4275上的凸齿4277相互啮合。
59.作为本实施例的优选,安装底盘421位于第二金属导电圈9的中心处。
60.作为本实施例的优选,两个支撑条422可穿过模辊单元411内部的矩形穿孔414,且二者的尺寸相互匹配。
61.作为本实施例的优选,移动滑块4271的两端和两个支撑条422的侧面平齐,且侧滑槽4273的深度大于侧夹块4275的长度,保证侧夹块4275能够完全缩入侧滑槽4273内部,避免对模辊单元411的正常安装和取下造成阻挡。
62.作为本实施例的优选,支撑架体1的背面正对每个下辊轴3的位置均固定安装有可驱动下辊轴3转动的电机,两个下辊轴3转动方向相反,支撑架体1的背面正对每个安装底盘421的位置均固定安装有可驱动安装底盘421转动的电机,两个安装底盘421的转动方向相反,支撑架体1的背面正对每个滚刷7的位置均固定安装有可驱动滚刷7转动的电机,两个滚刷7的转动方向相反,两条胶带分别穿过上辊轴2和下辊轴3并伸入至两个模辊机构4之间。
63.需要补充的是,支撑架体1内部正对每个第二金属导电圈9的位置均设有铅蓄电池,铅蓄电池和第二金属导电圈9之间通过导线连接,模辊单元411上的第一金属导电圈415和第二金属导电圈9接触,且每个模辊单元411上的第一金属导电圈415也相互接触。
64.需要补充的是,每个模辊单元411上的环形安装槽417内也安装有金属触环,金属触环和第一金属导电圈415之间通过内置导线连接,当制热环4131安装于环形安装槽417内部时,会与金属触环接触,从而与第一金属导电圈415连接,因此在多个模辊单元411相互贴合时,可同时将每个模辊单元411上的制热环4131及制热杆4132接通并制热。
65.具体使用过程中,同时启动与下辊轴3、安装底盘421和滚刷7连接的电机,两个下辊轴3的转动可带动胶带前进,两个模辊组件41的转动可配合带动胶带下移,在两个转动方向相反的模辊组件41的夹持作用下,两个胶带被模辊单元411上的模腔412夹持并从胶带上模切下与模腔412形状相似的胶囊,在此之前内容物注入管6内部的内容物被注入至胶囊内部,由于模辊单元411上的制热组件413的存在,可对胶带进行加热,使得两个胶带衔接的边缘处能够快速粘接融合固定在一起,形成完整的胶囊,由于胶囊具有一定的柔软度,因此胶囊会停留在模腔412内,转动的滚刷7可将位于模腔412内的胶囊脱离模腔412并掉落至倾斜的收集板8上,并最终落在传送带上被传送出去,完成软胶囊的制备;由于在模辊单元411上安装制热组件413,可在对胶带进行模切成型的同时进行边缘制热,使得胶囊边缘能够快速融合粘接在一起,这种方式相对于传统的软胶囊制备设备能够更好的提高胶囊融合的速度及融合强度,有效降低胶囊内部的内容物由于胶囊边缘融合不牢固而溢出的问题出现,从而有效提高胶囊成品的合格率;
66.不仅如此,模辊组件41上的模辊单元411是相互拼接构成的,因此可以根据不同胶带的宽度来相应的选择模辊组件41的长度,具体操作过程中,只需将多个模辊单元411穿设于模辊固定组件42上的支撑条422上,使得模辊单元411之间相互紧密贴合,转动齿轮4279,带动侧夹块4275从侧滑槽4273中伸出,然后转动螺杆424,由于螺杆424和移动滑块4271螺纹连接,因此会带动移动滑块4271沿着支撑条422移动,至移动滑块4271上的两个侧夹块4275紧紧抵触在最外围的模辊单元411上即可完成对多个模辊单元411的无缝拼接固定,需要取下模辊单元411时,反向转动齿轮4279带动两个侧夹块4275向侧滑槽4273内部移动,至侧夹块4275完全嵌入侧滑槽4273内部,此时侧夹块4275对模辊单元411在支撑条422上的取下不会造成阻挡,将模辊单元411从支撑条422上取下即可;
67.启动与安装底盘421连接的电机即可驱动模辊单元411转动,每个模辊单元411上的制热组件413均可自由更换,由于制热组件413由两个活动连接的制热环4131构成,只需掰开两个制热环4131并将其从模辊单元411上取下即可,安装时,将两个制热环4131对应卡入模辊单元411表面的环形安装槽417内部,并使得每个制热杆4132卡入每个衔接槽418内部,由于两个制热环4131末端的磁铁块4134之间的相互吸附固定,可完成制热组件413在模辊单元411上的安装,当多个模辊单元411完成组装后,最内部的模辊单元411上的第一金属导电圈415与第二金属导电圈9接触,而每个模辊单元411上的第一金属导电圈415也会相互接触,且每个模辊单元411上的第一金属导电圈415和其上的制热环4131也会接触,因此可同时将每个模辊单元411上的制热环4131及制热杆4132接通并制热。
68.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1