一种电学自修复人工肌肉纤维及其制备方法
1.本发明属于人工肌肉材料技术领域,具体涉及一种电学自修复人工肌肉纤维及其制备方法。
背景技术:
2.动物肌肉能在生物电压刺激下将其自身储存的化学能(atp)转化成机械能,引起肌肉纤维的收缩产生致动而对外做功。人工肌肉是人工合成的具有类似动物肌肉功能的材料和器件,能在外来刺激(包括光、电、磁、声、化学物质等)作用下产生致动作用。人工肌肉在构建高性能类人机器人、智能假肢、柔性外骨骼等方面有重要的应用。传统的机器人主要采用伺服电机、减速马达、液压、气动等方式来实现驱动,不可避免地需要使用刚性的部件。不仅笨重,而且产生的动作平稳性和柔顺性差,在构建软体类人机器人、柔性假肢及外骨骼方面没有优势。而基于柔性材料实现的人工肌肉可以很好地解决传统驱动方式存在的上述弊端,因此是类人机器人和智能假肢等应用的理想驱动方式。
3.人工肌肉的关键性能指标主要包括能量密度、功率密度、驱动频率、使用耐久性。除此之外也要考虑实现的难易程度和制造成本等因素。已有的人工肌肉主要包括形状记忆合金/聚合物人工肌肉、螺旋状聚合物纤维人工肌肉、碳纳米管纤维人工肌肉、液晶弹性体人工肌肉、介电弹性体人工肌肉、液压增强自修复静电驱动(hasel)人工肌肉等类型。其中hasel人工肌肉具有能量密度和功率密度大、驱动频率高、使用耐久性好、制造成本低等优良的综合性能,有巨大的实际应用潜力。hasel人工肌肉的结构和工作原理如图1所示。hasel也存在一些弊端,主要体现在:1.体积较大,液体的流动性会导致动作的不精确不稳定;2.难以制备具有更高应用价值的纤维形式人工肌肉;3.存在液体大量泄漏的风险。如何克服上述弊端是hasel人工肌肉是否能实现实际应用的关键。
技术实现要素:
4.本发明针对现有技术存在的上述不足,提出一种电学自修复人工肌肉纤维及其制备方法。本发明公开的人工肌肉具有纤维的形式,相比于已有的hasel人工肌肉,具有更高的稳定性和动作准确性;相比于已有的纤维型人工肌肉,又具有更好的致动能力和电学自修复特性;相比于已有的人工肌肉纤维制备方法,本发明公开的制备方法可实现纤维功能层的层层制造,并与电极的印刷制备工艺兼容,在纤维结构控制方面具有更高的精确性和易操作性。
5.为实现上述目的,本发明提供了如下技术方案:
6.本发明提供了一种电学自修复人工肌肉纤维,从内到外依次包括弹性硅胶层、内电极层、弹性硅胶层、准固态弹性体层、弹性硅胶层及外电极层;所述准固态弹性体层包括热塑性弹性体和填充于所述热塑性弹性体中的介电液。
7.优选的,所述弹性硅胶层的原料包括ecoflex或pdms。
8.优选的,所述内电极层和外电极层均为柔性电极,所述内电极层和外电极层的原
料包括金属纳米线、碳纳米管、石墨烯、液态金属或水凝胶;所述内电极层和所述外电极层的原料均为可以用浸渍提拉法进行涂覆的柔性导电材料。
9.优选的,所述热塑性弹性体的原料包括sbs、sebs、sis、seps、tpee、tpu、tpo、tpv、tpb、tpi和tpae中的一种或几种,所述热塑性弹性体为连通多孔结构。
10.优选的,所述介电液为具有高介电系数、高绝缘性、高击穿电压和低粘度的液体,包括变压器油、蓖麻油或菜籽油。
11.本发明还提供了一种上述电学自修复人工肌肉纤维的制备方法,包括以下步骤:
12.(1)在热塑性纤维模板表面依次涂覆弹性硅胶、内电极和弹性硅胶,然后去除热塑性纤维模板,得到复合纤维a;
13.(2)以步骤(1)得到的复合纤维a为收集模板,静电纺丝得到表面包覆热塑性弹性体的复合纤维b,之后依次涂覆弹性硅胶和外电极,得到复合纤维c;
14.(3)在步骤(2)得到的复合纤维c内灌注介电液并封装,即得所述电学自修复人工肌肉纤维。
15.优选的,步骤(1)中,所述热塑性纤维模板为亚克力中空纤维(pmma,热塑性高分子聚甲基丙烯酸甲酯);步骤(1)~(2)中所述涂覆均采用浸渍提拉法;步骤(1)涂覆内电极前及步骤(2)涂覆外电极前均首先进行等离子体溅射处理。
16.涂覆电极前对复合纤维进行等离子体溅射处理,使纤维表面与柔性电极前驱液具有足够的亲润性。
17.优选的,步骤(1)中,采用有机溶剂浸泡法去除热塑性弹性模板,所述有机溶剂对所述热塑性纤维模板有良好溶解性;当所述热塑性纤维模板为pmma时,所述有机溶剂包括二氯甲烷、二氯乙烷、丙酮、二甲基甲酰胺或四氢呋喃;步骤(3)中,采用浸泡吸入法灌注介电液。
18.本发明还提供了上述电学自修复人工肌肉纤维在制备智能驱动装置和机构中的应用。
19.优选的,所述智能驱动装置和机构包括类人机器人和智能假肢。
20.与现有技术相比,本发明具有以下有益效果:
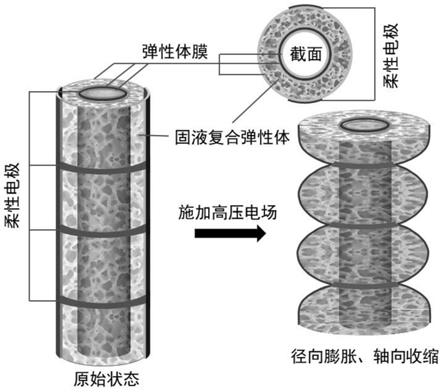
21.本发明提供的自修复人工肌肉纤维为中空的具有多层同心结构的复合纤维。由内而外最内层为弹性硅胶、第二层为柔性内电极、第三层为弹性硅胶、第四层为准固态弹性体(即:连通多孔结构的热塑性弹性体和填充在多孔结构中的介电液)、第五层为弹性硅胶、第六层为柔性外电极。当内外层电极之间施加高压电场的时候,由于麦克斯韦力的作用纤维发生径向膨胀和轴向收缩,从而产生致动作用。
22.现有的纤维状人工肌肉材料主要是热响应型人工肌肉纤维,尽管能量密度和功率密度高,但是驱动频率很低,并且没有电学修复能力(很容易高压击穿失效),难以应用于类人机器人、智能假肢等。本发明提出的固-液复合型人工肌肉纤维为电驱动型人工肌肉,介电液填充在弹性体基质的连通多孔结构中,不仅能量密度、功率密度和驱动频率高,而且具有电学自修复能力,不容易发生高压击穿失效,适用于类人机器人、智能假肢等应用。
23.hasel人工肌肉虽然具有高能量密度、高功率密度和高驱动频率,且具有电学自修复能力,但动作不稳定、不精确,且难以加工成纤维形式。本发明提出的固-液复合人工肌肉不仅具有纤维的形式,而且由于连通多孔介电弹性体的支撑作用,以及微米尺度的多孔结
构对介电液能够产生较大的毛细力,对介电液产生较强的吸附作用,使液体不能自由流动,从而使其同时具备良好的动作稳定性、准确性和电学自修复能力。因此,本发明提供的人工肌肉纤维具有更好的应用前景。
24.本发明提出的人工肌肉纤维的制备方法结合了增材制造和印刷法的优点,可以精确地实现纤维各功能层的叠层制造;并且纤维的内外电极为同轴结构的设计,可以更好地将电能转化为机械能。实际使用中可将内电极作为高压正极,以使其具有更好的安全性(内电极在纤维内部,起到很好的绝缘隔离作用)。
附图说明
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
26.图1为hasel人工肌肉的结构和工作机理示意图;
27.图2为实施例1制备的电学自修复人工肌肉纤维的结构和工作机理示意图;
28.图3为实施例1中电学自修复人工肌肉纤维制备过程示意图。
具体实施方式
29.现详细说明本发明的多种示例性实施方式,该详细说明不应认为是对本发明的限制,而应理解为是对本发明的某些方面、特性和实施方案的更详细的描述。应理解本发明中所述的术语仅仅是为描述特别的实施方式,并非用于限制本发明。
30.另外,对于本发明中的数值范围,应理解为还具体公开了该范围的上限和下限之间的每个中间值。在任何陈述值或陈述范围内的中间值以及任何其他陈述值或在所述范围内的中间值之间的每个较小的范围也包括在本发明内。这些较小范围的上限和下限可独立地包括或排除在范围内。
31.除非另有说明,否则本文使用的所有技术和科学术语具有本发明所述领域的常规技术人员通常理解的相同含义。虽然本发明仅描述了优选的方法和材料,但是在本发明的实施或测试中也可以使用与本文所述相似或等同的任何方法和材料。本说明书中提到的所有文献通过引用并入,用以公开和描述与所述文献相关的方法和/或材料。在与任何并入的文献冲突时,以本说明书的内容为准。
32.在不背离本发明的范围或精神的情况下,可对本发明说明书的具体实施方式做多种改进和变化,这对本领域技术人员而言是显而易见的。由本发明的说明书得到的其他实施方式对技术人员而言是显而易见的。本发明说明书和实施例仅是示例性的。
33.关于本文中所使用的“包含”、“包括”、“具有”、“含有”等等,均为开放性的用语,即意指包含但不限于。
34.实施例1
35.本实施例以ecoflex作为弹性硅胶材料,以sbs作为纺丝用热塑性弹性体(tpe)材料,室温液态金属ga
75
in
25
作为柔性电极材料,变压器油作为介电液,来制备电学自修复人工肌肉纤维,具体包括以下步骤:
36.步骤1:将ecoflex(本实施例所用为美国smooth on ecoflex-0030)的a、b组分以1∶1的质量比混合并剧烈搅拌使两组分混合均匀。然后在真空环境下放置一定的时间,待硅胶完全消泡后取出备用。将中空pmma纤维(此实施例采用的是pmma中空纤维,此处采用的纤维不是中空也可以,之所以采用中空,是因为做成中空有利于加快后续溶除过程;所用pmma中空纤维内径和外径分别为0.75mm和1mm,长度为100mm)一端固定在提拉镀膜机的夹具上(确保纤维处于竖直状态),未固定的一端预先加热熔封。将消泡后的ecoflex前驱体置于容量为10mm的玻璃量筒内,并将其竖直放置在中空pmma纤维的正下方。此时启动提拉镀膜机下放pmma纤维使其没入ecoflex前驱体,至没入深度达到预期深度即停止下放。然后将pmma纤维匀速提拉上升至纤维的下端完全脱离ecoflex前驱体液面。保持上述状态至纤维的下端不再有液体滴下。然后将纤维转移到烘箱内进行热处理交联固化,热交联固化的温度为60℃,时间为30min。该固化过程也可在室温或者其他温度下进行,固化的速度和固化温度正相关。在转移纤维至烘箱的过程以及整个干燥过程中须保持纤维处于竖直状态。
37.步骤2:将步骤1得到的芯包结构pmma@ecoflex复合纤维放入等离子体清洗机腔体内部,然后抽真空至-1000大气压。开启等离子体溅射,在一定功率下处理一定时间后将纤维取出,本实施例所采取的等离子体溅射功率为100w,时间为2分钟。将等离子体溅射处理后的pmma@ecoflex纤维一端固定在提拉镀膜机的夹具上,使其处于竖直状态。将柔性电极的前驱液装在具有一定深度的容器内,并竖直放置在pmma@弹性硅胶纤维的正下方。电极前驱液的深度以能超过需涂覆的纤维长度为准。此时启动提拉镀膜机下放pmma@弹性硅胶纤维使其没入电极前驱液,至没入深度达到预期深度即停止下放。然后将纤维匀速提拉上升至纤维的下端完全脱离电极前驱体液液面。保持上述状态至纤维的下端不再有液体滴下。最后将复合纤维在烘箱中60℃烘干。
38.步骤3:将步骤2烘干后的复合纤维一端固定在提拉镀膜机的夹具上(确保纤维处于竖直状态)。将步骤(1)所制备的消泡后的ecoflex前驱体置于具有一定高度的容器内(以ecoflex前驱体的深度能超过需涂覆的纤维长度为准),并将其竖直放置在涂覆柔性电极的复合纤维的正下方。此时启动提拉镀膜机下放纤维使其没入ecoflex前驱体,至没入深度达到预期深度即停止下放。然后将纤维匀速提拉上升至其下端完全脱离ecoflex前驱体液面。保持上述状态至纤维的下端不再有液体滴下,然后将其转移到烘箱内进行热处理交联固化。在转移纤维至烘箱的过程以及整个干燥过程中须保持纤维处于竖直状态。
39.步骤4:将步骤3获得的柔性内电极表面包覆有弹性硅胶的纤维浸泡在1,2-二氯乙烷中,密封后放入烘箱内60℃处理30min后取出。再用新鲜的1,2-二氯乙烷将粘附在纤维内表面的残留pmma漂洗干净。最后在烘箱中将上述纤维完全烘干。该步骤也可以在常温下进行,但需要更长的时间以充分溶解pmma。
40.步骤5:以二氯乙烷为溶剂,称取sbs原料加入二氯乙烷中,通过搅拌将sbs充分溶解。为了加速sbs的溶解,可进行适当的加热,加热的温度不宜超过二氯乙烷的沸点。sbs纺丝液的浓度控制在3wt%~30wt%,本实施例中制备得到的sbs纺丝液的浓度为17wt%。较低的浓度有利于减小sbs电纺丝纤维的直径,但同时也会降低纤维薄膜的沉积速度,过低的浓度会导致无法纺丝。较高的纺丝液浓度有利于增加纤维的直径,并提高纤维薄膜的沉积速度,但过高的浓度会导致无法顺利纺丝,并引起纤维直径的不均匀。将充分溶解的sbs的二氯乙烷溶胶注入到静电纺丝机溶液注射器中用于静电纺丝。将步骤4得到的纤维两端固
定,使纤维悬空并平行于地面,纤维与纺丝机喷丝头的最小距离调整在适当范围。开启静电纺丝过程,将sbs纤维沉积包覆在悬空放置的步骤4得到的纤维表面。在固定电压和收集距离情况下,通过改变sbs纺丝液的供液速度可调控sbs纤维的直径;在固定供液速度、电压和收集距离的情况下,通过改变静电纺丝时间可调控sbs纤维薄膜包覆层的厚度。本实施例中静电纺丝时的供液速度为5ml/h,电压为12kv,收集距离为12cm,收集时间为10min,多孔sbs层的厚度为120微米,多孔sbs层的孔隙率为82%,孔径范围为1~30微米。纺丝结束后将包覆了多孔sbs层的纤维取下。纺丝得到的弹性体厚度越大,则驱动需要施加的电压越高,产生的应变越大。但其厚度不可过大,过大厚度会导致驱动能力变差,将该弹性体的厚度控制在50~300微米之间为宜。过低的孔隙率会导致介电液装载量低,电学自修复能力变差,过高的孔隙率会导致纤维容易发生结构坍塌,该弹性体的孔隙率控制在50%~90%为宜。
41.步骤6:将上述步骤5制备的包裹多孔sbs的复合纤维一端固定在提拉镀膜机的夹具上(确保纤维处于竖直状态)。将步骤(1)所制备的消泡后的ecoflex前驱体置于具有一定高度的容器内(以ecoflex前驱体的深度能超过需涂覆的纤维长度为准),并将其竖直放置在包裹多孔sbs的复合纤维的正下方。此时启动提拉镀膜机下放纤维使其没入ecoflex前驱体,至没入深度达到预期深度即停止下放。然后将纤维匀速提拉上升至其下端完全脱离ecoflex前驱体液面。保持上述状态至纤维的下端不再有液体滴下,然后将其转移到烘箱内进行热处理交联固化。在转移纤维至烘箱的过程以及整个干燥过程中须保持纤维处于竖直状态。
42.步骤7:先对上述步骤6制备的复合纤维进行等离子体溅射处理,使纤维表面与柔性电极前驱液具有足够的亲润性。将等离子体溅射处理后的纤维一端固定在提拉镀膜机的夹具上,使其处于竖直状态。将ga
75
in
25
装在容量为10ml的玻璃量筒内,并竖直放置在纤维的正下方。ga
75
in
25
的深度以能超过需涂覆的纤维长度为准。此时启动提拉镀膜机下放纤维使其没入ga
75
in
25
,至没入深度达到预期深度即停止下放。然后将纤维匀速提拉上升至纤维的下端完全脱离ga
75
in
25
液面。保持上述状态至纤维的下端不再滴液以备用。
43.步骤8:将上述步骤7得到的涂覆液态金属外电极的复合纤维两端剪断以暴露步骤5包覆的连通多孔sbs层。然后将纤维浸泡在介电液(此实施例所用介电液为昆仑变压器油ki45x)中一定的时间,使介电液充分填充到多孔sbs层连通多孔的结构当中。最后通过点胶的方式使用ecoflex前驱体将纤维的两端密封起来,得到最终的电学自修复人工肌肉纤维。
44.本实施例制备的电学自修复人工肌肉纤维的结构和工作机理示意图如图2所示;本实施例的电学自修复人工肌肉纤维制备过程示意图如图3所示。
45.实施例2~80
46.本发明公开的电学自修复人工肌肉纤维除使用ecoflex作为弹性硅胶膜材料、sbs作为多孔弹性体材料、ga
75
in
25
作为柔性电极材料、变压器油作为介电液外,还可以使用其他弹性硅胶,如pdms,作为弹性硅胶膜材料,使用其他可溶性热塑性弹性体材料(如sebs、sis、pu等)作为多孔弹性体材料,使用其他所有在室温下为液态的金属(如其他镓铟锡比例的镓铟锡合金、镓铟合金、镓铟锌合金等),使用其他具有高介电系数、高电阻、高击穿强度和低粘度的液体,如蓖麻油、菜籽油等,作为介电液。下面通过实施例2-80加以说明。实施例2-80的主要特征是改变了弹性体纤维材料种类和/或液态金属种类和/或密封弹性体薄膜材料种类,如表1所示:
47.表1
48.49.[0050][0051]
实施例2~80的制备方法与实施例1相似,不同之处在于:
[0052]
1.如使用pdms作为弹性硅胶膜材料,前驱体和交联剂的比例需要适当调整(一般按前驱体和交联剂的质量比在5-10范围内为较佳);
[0053]
2.当选用其他tpe材料作为多孔弹性体层材料时,要根据具体的tpe种类选用合适的溶剂,调节纺丝液至合适的浓度。纺丝的时候也要根据具体的情况调节电压、收集距离、供液速度、纺丝时间等纺丝参数;
[0054]
3.当使用银纳米线、铜纳米线、碳纳米管作为柔性电极材料时,这些原材料需要分散在特定的溶剂中(一般为水、乙醇或乙二醇)。浸渍涂覆以后需要在烘箱中一定温度下烘干。
[0055]
效果验证
[0056]
经测试,上述实施例1~80制备得到的电学自修复人工肌肉纤维的能量密度和功
率密度最低分别达到了0.03j/cm3和0.4w/g、驱动应变最低达到了10%、驱动频率最低达到了20hz。在10%的驱动应变下反复驱动10万次,器件性能均没有明显下降。由于固-液复合的准固态材料特性,实施例1~80得到的人工肌肉纤维相比于hasel人工肌肉动作稳定性明显提高:在一定的电压(100v/μm)下驱动100次,hasel达到的驱动应变标准偏差为0.23,而本发明制备的人工肌肉纤维驱动应变标准偏差均小于0.08。驱动应变标准偏差的计算方法如式1所示,其中,每次测得的应变值为εn(n=1,2,3
……
100),其平均值为εa。
[0057][0058]
上述实施例1~80制备得到的人工肌肉纤维显示了很好的电学自修复能力。对纤维施加击穿电压,击穿发生后击穿区域能很快恢复良好的绝缘性。在100次击穿事件后仍能很好保持其良好的驱动性能(能量密度和功率密度的保持率最低分别达到了93%和90%,驱动应变保持率最低达到了94%,驱动频率基本没有发生变化)。
[0059]
经验证,将实施例1~80中的介电液替换为蓖麻油或菜籽油时,所得的人工肌肉纤维的性能与上述基本一致。
[0060]
以上所述,仅为本发明较佳的具体实施方式,本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1