一种高强度芯体的生产工艺的制作方法
1.本发明涉及一次性卫生用品领域,尤其涉及一种高强度芯体的生产工艺。
背景技术:
2.目前,一次性卫生用品的芯体吸收尿液后,高分子膨胀,加上绒毛浆纤维短2-3mm,绒毛浆短没有抱紧力,走动后马上断层,导致芯体断层,有时底部铺些绒毛浆在底部也无法快速吸收,有绒毛浆在表层可以快速吸收储尿,而吸水纸结构蓬松棉本身不吸收水,加上高分子吸水速度慢,来不及吸水导致漏尿,漏尿率高。
技术实现要素:
3.因此,针对上述的问题,本发明提出一种高强度芯体的生产工艺。其解决了芯体容易发生断层,导致侧漏的技术问题。
4.为实现上述目的,本发明采用了以下技术方案:
5.一种高强度芯体的生产工艺,包括以下步骤:
6.(1)泡棉网通过驱动电机驱动输送辊进行输送,泡棉网进入第一缓冲机构后,与底层无纺布与进行复合,再进入模轮;
7.第一缓冲机构包括两个水平设置的固定辊、至少两个位于两个固定辊之间的升降槽、可升降滑动地设于升降槽上的升降座、可转动地设于升降座的升降辊、驱动升降座升降的伸缩气缸,至少一个所述伸缩气缸通过压力传感器与升降座连接,升降辊上下交替设于两个固定辊之间;
8.(2)第一吸收材料下料机构将第一吸收材料下料填充于泡棉网的网孔内,形成第一芯层,第二吸收材料下料机构将第二吸收材料下料于第一芯层上,形成第二芯层;
9.模轮上可旋转地设有模腔,模轮内沿旋转方向上设有第一吸附腔和第二吸附腔,第一吸收材料下料机构对应第一吸附腔,第一吸附腔上设有第一吸附区,第二吸收材料下料机构对应第二吸附腔,第二吸附腔上设有第二吸附区,第一吸附腔的吸附力小于第二吸附腔的吸附力;
10.(3)出模轮,将顶层无纺布复合于第二芯层顶部,形成芯体,芯体依次通过第二缓冲机构、驱动机构;
11.进一步的:
12.第二缓冲机构的结构与第一缓冲结构相同,两个压力传感器设定的标准值均为f0,第二缓冲机构的压力传感器实际测量计算值f1,第二缓冲机构的压力传感器实际测量计算值为f2,f0、f1、f2均为扣除升降座重量和升降辊重量后的数值,泡棉网设定的线速度、模轮设定的线速度和驱动机构设定的线速度均为v0,泡棉网的实际输送线速度为v1,驱动机构设定的线速度为v2;
13.当|f1-f0|/f0《1/10且|f2-f0|/f0《1/10时,系统不进行调节,当1/5》|f1-f0|/f0》1/10时,系统进行调节,第一缓冲机构进行调节,伸缩气缸移动调节升降辊的位置,降低或
提高泡棉网的张紧力,当1/5》|f2-f0|/f0》1/10,第二缓冲机构调节,降低或提高泡棉网的张紧力;
14.当|f1-f0|/f0》1/5时,提高或降低泡棉网的实际输送线速度为v1,v1=v0+f1*v0,f1为第一速度调节系数,f1=(f0-f1)/(f1+f0),即v1=v0+(f0-f1)*v0/(f1+f0),同时,伸缩气缸缓慢复位,直到f1=f0,v1=v0,系统停止调节;
15.当|f2-f0|/f0》1/5时,系统调节驱动机构v2的速度,v1=v0+f2*v1,f2为第二速度调节系数,f2=(f0-f2)/(f2+f1+f0),即v2=v0+(f0-f2)*v1/(f2+f1+f0),同时,第二缓冲机构缓慢复位,直到f2=f0,v2=v0,系统停止调节。
16.第一吸收材料和第二吸收材料均包括sap和绒毛浆。
17.第一吸收材料的sap和绒毛浆的混合比例是7:3,第二吸收材料的sap和绒毛浆的混合比例是4:6。
18.第一吸收材料下料机构和第二吸收材料下料机构上均设有sap仓和绒毛浆仓,所述sap仓和所述绒毛浆仓上分别设有流量阀。
19.所述泡棉网由pu材料制成。
20.所述泡棉网包括依次上下设置的第一网层和第二网层,所述第一网层由多个依次平行等距设置的第一网线构成,所述第二网层由多个依次平行等距设置的第二网线构成,多个所述第一网线和多个所述第二网线之间形成多个菱形的所述网孔。
21.相邻的第一网线的间距或相邻的第二网线的间距l为4mm至15mm,第一网线和第二网线的直径d为1mm至3mm。
22.通过采用前述技术方案,本发明的有益效果是:
23.本发明芯体内水平地设有泡棉网,尿液进入芯体时,芯体膨胀,形成拱桥,泡棉网本身也有具有弹性且比皮肤更柔软,整片芯体横向有挺度,不会折断芯体;泡棉网与底层无纺布进行复合时,由于泡棉网拉伸后,泡棉网的网孔变形,若拉伸过大或过小的泡棉网与底层无纺布复合后,容易导致复合后的芯体拉伸或收缩,甚至导致泡棉网的线断裂,且网孔过大或过小,影响了芯体的吸收,同时影响了芯体的弹性和舒适性;因此,当泡棉网张紧力偏大时,即1/5》|f1-f0|/f0》1/10,第一缓冲机构可对泡棉网的张紧进行调节,有利于泡棉网与底层无纺布平稳复合,防止泡棉网张紧力过大或过小的情况;当张紧力非常大时,即|f1-f0|/f0》1/5,通过调节第一缓冲机构已经难以有效快速调节泡棉网的张紧力,系统调节泡棉网的实际输送线速度v1,v1=v0+(f0-f1)*v0/(f1+f0),当f1越接近f0时,调节速度变化越小,直到v1=v0,这种变速的调节方式,在开始调节时,速度v1的调节变化大,有利于v1快速缩小与v0之间的偏差,快速减少f1与f0的偏差,防止泡棉网复合时张紧力过大,在调节稳定后,v1可缓慢趋近于v0,此时,以便于缓慢将第一缓冲机构复位;形成芯体后,若张紧力过大或过小,芯体复合于纸尿裤上时张力过大或过小,影响了纸尿裤的弹性和舒适性,影响了纸尿裤的质量,因此,当芯体的张紧力偏大时,即1/5》|f2-f0|/f0》1/10,第二缓冲机构可对泡棉网的张紧进行调节;当芯体的张紧力非常大时,即|f1-f0|/f0》1/5,通过调节第二缓冲机构已经难以有效快速调节泡棉网的张紧力,因此,通过调节驱动机构v2的速度,v2=v0+(f0-f2)*v1/(f2+f1+f0),由于v2的调节会对泡棉网输送时的张紧力f1产生影响,v2的速度调节比v1的更加缓慢,受到f1大小的影响;模轮的线速度不进行调节,确保在模轮上形成的芯体的厚度达到标准,若模轮的线速度调节后,由于第一吸收材料、第二吸收材料为高分子
材料,其下降的速度受到吸附力、下料机构的高度、高分子材料的配比和重量的影响,即使对流量阀的下料速度进行控制,也容易导致芯体的厚度过大或过小,因此,保持模轮的线速度才能保证芯体的厚度,从而保证芯体的质量;进一步的,升降辊至少有两个,可调节的范围更大,且调节时更加稳定;进一步的,第一吸收材料的sap含量比第二吸收材料sap的含量高,sap的吸收性更强,绒毛浆的扩散性更强,因此,位于底部的第一芯层的吸收性更好,位于顶部的第二芯层的扩散性更好;进一步的,sap仓和所述绒毛浆仓上分别设有流量阀,可通过控制流量阀调节第一芯层和第二芯层的厚度,也可调节第一芯层和第二芯层的sap和绒毛浆的比例;进一步的,泡棉网为两层结构,更有层次感,增大液体的缓冲空间,不仅有利于泡棉网的生产制造,且相邻的第一网线之间和相邻的第二网线之间分别形成导流通道,有利于液体的导流。
附图说明
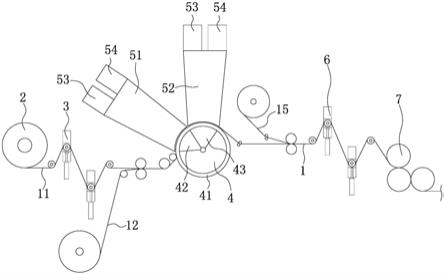
24.图1是本发明的结构示意图;
25.图2是第一缓冲机构的结构示意图;
26.图3是图2的另一状态的结构示意图;
27.图4是芯体的剖视图;
28.图5是泡棉网的俯视图;
29.图6是第一网层的俯视图。
具体实施方式
30.现结合附图和具体实施方式对本发明进一步说明。
31.参考图1至图6,本实施例提供一种高强度芯体的生产工艺,包括以下步骤:
32.(1)泡棉网11通过驱动电机驱动输送辊2进行输送,泡棉网11进入第一缓冲机构3后,与底层无纺布12与进行复合,再进入模轮4;
33.第一缓冲机构3包括两个水平设置的固定辊31、两个位于两个固定辊31之间的升降槽32、可升降滑动地设于升降槽32上的升降座33、可转动地设于升降座33的升降辊34、驱动升降座33升降的伸缩气缸35,其中一个所述伸缩气缸35通过压力传感器36与升降座33连接,升降辊34上下交替设于两个固定辊31之间;
34.(2)第一吸收材料下料机构51将第一吸收材料下料填充于泡棉网11的网孔110内,第一吸收材料为sap和绒毛浆,形成第一芯层13,第二吸收材料下料机构52将第二吸收材料下料于第一芯层13上,第二吸收材料包括sap和绒毛浆,形成第二芯层14;
35.模轮4上可旋转地设有模腔41,模轮4内沿旋转方向上设有第一吸附腔42和第二吸附腔43,第一吸收材料下料机构51对应第一吸附腔42,第一吸附腔42上设有第一吸附区,第二吸收材料下料机构52对应第二吸附腔43,第二吸附腔43上设有第二吸附区,第一吸附腔42的吸附力小于第二吸附腔43的吸附力;
36.第一吸收材料下料机构51和第二吸收材料下料机构52上均设有sap仓53和绒毛浆仓54,所述sap仓53和所述绒毛浆仓54上分别设有流量阀。
37.(3)出模轮4,将顶层无纺布15复合于第二芯层14顶部,形成芯体1,芯体1依次通过第二缓冲机构6、驱动机构7;
38.第二缓冲机构6的结构与第一缓冲结构相同,两个压力传感器36设定的标准值均为f0,第二缓冲机构6的压力传感器36实际测量计算值f1,第二缓冲机构6的压力传感器36实际测量计算值为f2,f0、f1、f2均为扣除升降座33重量和升降辊34重量后的数值,泡棉网11设定的线速度、模轮4设定的线速度和驱动机构7设定的线速度均为v0,泡棉网11的实际输送线速度为v1,驱动机构7设定的线速度为v2;
39.当|f1-f0|/f0《1/10且|f2-f0|/f0《1/10时,系统不进行调节,当1/5》|f1-f0|/f0》1/10时,系统进行调节,第一缓冲机构3进行调节,伸缩气缸35移动调节升降辊34的位置,降低或提高泡棉网11的张紧力,当1/5》|f2-f0|/f0》1/10,第二缓冲机构6调节,降低或提高泡棉网11的张紧力;
40.当|f1-f0|/f0》1/5时,提高或降低泡棉网11的实际输送线速度为v1,v1=v0+f1*v0,f1为第一速度调节系数,f1=(f0-f1)/(f1+f0),即v1=v0+(f0-f1)*v0/(f1+f0),同时,伸缩气缸35缓慢复位,直到f1=f0,v1=v0,系统停止调节;
41.当|f2-f0|/f0》1/5时,系统调节驱动机构7的速度v2,v2=v0+f2*v1,f2为第二速度调节系数,f2=(f0-f2)/(f2+f1+f0),即v2=v0+(f0-f2)*v1/(f2+f1+f0),同时,第二缓冲机构6缓慢复位,直到f2=f0,v2=v0,系统停止调节。
42.c为伸缩气缸35移动的位置偏差,当|c|》10cm时,通过调整对应的v1、v2的速度,使得偏差|c|=0,调整完毕后,再缓慢调整v1、v2的速度恢复至v0。上述偏差设定为|c|》10cm,也可设定|c|》12cm或其他设定值,具体根据情况设置。由于v1和v2的调整会影响系统稳定性,因此,较小的偏差,可通过调节伸缩气缸35,这种调整方式,可以更好地使得整个系统保持稳定运行,只有在|c|》10cm时,才对速度进行调整,提高了系统运行的稳定。
43.上述升降辊34也可设置四个、六个甚至更多,具体根据情况设置。
44.上述泡棉网11由pu材料制成,也可为其他材料制成,为公知的材料,在此不再赘述。
45.第一吸收材料的sap和绒毛浆的混合比例是7:3,第二吸收材料的sap和绒毛浆的混合比例是4:6,也可为其他比例,具体根据情况设置。
46.上述泡棉网11包括依次上下设置的第一网层111和第二网层112,第一网层由多个依次平行等距设置的第一网线构成,第二网层由多个依次平行等距设置的第二网线构成,多个所述第一网线和多个所述第二网线之间形成多个菱形的所述网孔110。相邻的第一网线的间距或相邻的第二网线的间距l通常为4mm至15mm,第一网线和第二网线的直径d通常为1mm至3mm,也可为其他数值。上述泡棉网11也可为其他结构,在此不再赘述。
47.上述驱动机构7、压力传感器36、第一吸收材料下料机构51、第二吸收材料下料机构52、模轮4为公知的装置,在此不再赘述。
48.芯体的工作方式是:
49.当液体流入芯体1顶部的第二芯层14时,第二芯层14的导流作用较好,液体扩散开,液体流入底部第一芯层13,第一芯层13的吸收性好,对液体进行吸收,泡棉网11本身也有具有弹性且比皮肤更柔软,整片芯体1横向有挺度,不会折断芯体1。
50.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1