一种实木衣架下料装置和下料方法与流程
1.本发明涉及实木衣架生产领域,尤其涉及一种实木衣架下料装置及下料方法和生产设备。
背景技术:
2.实木衣架由木制衣肩、支撑杆和挂钩组成。挂钩固定在木制衣肩上方中部相应孔位,支撑杆固定在木制衣肩下方两端部之间。在生产实木衣架时一般包括以下的步骤:1)将木制衣肩上料至实木衣架夹具中;2)用钻孔装置在木制衣肩上方中部钻孔,并且将支撑杆落料至实木衣架夹具中;3)挂钩安装装置将挂钩上料并且将挂钩推装至木制衣肩上方中部孔位;4)支撑杆固定装置用钉枪将支撑杆固定在木制衣肩下方;5)实木衣架下料装置将实木衣架下料完成实木衣架生产过程。随着实木衣架的广泛应用,实木衣架生产设备也有着越来越重要的地位。
3.现有实木衣架生产技术存在以下不足:1、在对支撑杆进行下料时将多根支撑杆同时放入落料箱中直接落料,而落料口为上大下小形状,多根支撑杆同时落料进入小口时会发生堆叠现象,从而将落料口小口处堵死,阻碍支撑杆落料。2、安装挂钩时采用水平堆叠利用挂钩重力上料,然后水平方向推动堆叠最底部的挂钩后端圆弧部分将挂钩推装到木制衣肩的孔位中;挂钩头部有倒圆结构,并且倒圆结构圆柱直径大于挂钩厚度,造成挂钩在水平推出上料时两个水平放置的挂钩表面之间不能贴合,使得在水平推出挂钩时将要推出的挂钩受到相邻挂钩头部倒圆结构的阻挡,容易引起水平推出挂钩时挂钩卡死;同时挂钩后端圆弧部分为开口圆弧形状,而开口端圆弧直径较大并且没有结构提供支撑力,在水平推动挂钩后端圆弧部分时,圆弧开口端容易因受力较大并且无支撑结构发生变形,影响挂钩安装质量。3、实木衣架下料时采用吸盘结构将实木衣架吸取下料,吸盘吸取时需要先移动到实木衣架下料口吸取实木衣架然后再将实木衣架搬移到接收口落料最后再返回实木衣架下料口三个动作,从而造成实木衣架落料步骤复杂不能满足实木衣架快速生产需要;同时吸盘对实木衣架表面的清洁度要求较高,当实木衣架表面有灰尘等杂质时,吸盘对实木衣架的吸力降低,实木衣架在搬移过程中可能会掉落,降低了实木衣架下料的稳定性。
技术实现要素:
4.针对上述问题,本发明的一个目的是:提出通过设置下料气缸组件、夹具上顶组件和下料传送带组件实现实木衣架快速下料并且保证实木衣架下料的稳定性的一种实木衣架下料装置及下料方法。本发明的另一个目的是:提出通过设置支撑杆上料装置避免支撑杆上料的堆叠现象;通过设置挂钩安装装置将挂钩竖直上料竖直推装,避免挂钩卡死和挂钩变形;通过设置实木衣架下料装置实现实木衣架快速下料并且保证实木衣架下料的稳定性的一种实木衣架生产设备。
5.为了实现上述的目的,本发明采用了以下的技术方案:一种实木衣架下料装置,该装置包括下料气缸组件、实木衣架定位夹具和下料传送带
组件;所述的下料气缸组件和下料传送带组件都固定在工作台上;所述的下料气缸组件位于实木衣架定位夹具下端,下料气缸组件与实木衣架定位夹具下方相衔接;所述的实木衣架定位夹具固定在治具旋转平台装置上,实木衣架定位夹具上端与下料传送带组件相衔接;所述的下料气缸组件包括下料气缸和下料气缸连接件;所述的下料气缸固定在工作台上;所述的下料气缸连接件与下料气缸伸出端相连接,并且下料气缸连接件与实木衣架定位夹具下端相衔接;所述的夹具上顶组件包括夹具上顶底板、正夹具上顶模块和侧夹具上顶模块;所述的正夹具上顶模块和多个侧夹具上顶模块一端固定在夹具上顶底板上,正夹具上顶模块和多个侧夹具上顶模块另一端与木制衣肩相接触;所述的夹具上顶底板下端面与下料气缸连接件相衔接;所述的下料传送带组件包括下料驱动装置、下料传送带主动滚轮、下料传送带从动滚轮和下料传送带;所述的下料驱动装置、下料传送带主动滚轮和下料传送带从动滚轮都固定在工作台上;所述的下料驱动装置输出端与下料传送带主动滚轮相连接;所述的下料传送带主动滚轮和下料传送带从动滚轮通过下料传送带相互连接;所述的下料传送带下方与夹具底板上端面相衔接;所述的下料气缸组件用于顶起夹具上顶组件;所述的夹具上顶底板用于支撑正夹具上顶模块和侧夹具上顶模块;所述的正夹具上顶模块和侧夹具上顶模块用于将实木衣架顶起与下料传送带组件接触;所述的下料驱动装置用于为下料传送带组件提供驱动力;所述的下料传送带主动滚轮和下料传送带从动滚轮用于带动下料传送带转动;所述的下料传送带用于带动实木衣架下料。
6.作为优选,所述的实木衣架定位夹具包括夹具底板、夹具定位块和夹具上顶组件;所述的夹具底板和夹具上顶组件都固定在治具旋转平台装置上;所述的夹具定位块固定在夹具底板上,夹具定位块与木制衣肩和支撑杆相接触;所述的夹具上顶组件位于夹具底板下方。
7.作为优选,所述的正夹具上顶模块包括正夹具上顶轴、正夹具上顶轴承和正夹具上顶销轴;所述的正夹具上顶轴一端固定在夹具上顶底板上,正夹具上顶轴另一端分别与正夹具上顶轴承和正夹具上顶销轴相连接。所述的正夹具上顶轴包括正上顶轴主体、正上顶轴固定孔、正上顶轴凹槽和正上顶轴销轴孔;所述的正上顶轴主体为圆柱状,正上顶轴主体穿过治具旋转平台装置相应孔位;所述的正上顶轴固定孔位于正上顶轴主体下端,正上顶轴固定孔与夹具上顶底板相连接;所述的正上顶轴凹槽位于正上顶轴主体上端;所述的正上顶轴销轴孔穿过正上顶轴主体并且与正夹具上顶销轴相配合。正上顶轴凹槽宽度与正夹具上顶轴承宽度相适应。正上顶轴凹槽底面与正夹具上顶轴承底面不接触。所述的正夹具上顶销轴包括上顶销轴主体、上顶销轴头部和上顶销轴卡簧槽;所述的上顶销轴主体和上顶销轴头部都为圆柱状;所述的上顶销轴头部圆柱直径大于上顶销轴主体圆柱直径;所述的上顶销轴卡簧槽位于上顶销轴主体末端并且与卡簧相配合。
8.作为优选,所述的侧夹具上顶模块包括侧面上顶轴、侧面上顶轴承和侧面上顶块;所述的侧面上顶轴为圆柱状,侧面上顶轴下端固定在夹具上顶底板上,侧面上顶轴中端穿过侧面上顶轴承,侧面上顶轴上端与侧面上顶块相连接;所述的侧面上顶轴承固定在治具旋转平台装置上;所述的侧面上顶块嵌合于夹具底板相应凹槽并且侧面上顶块上端面与实木衣架相接触。
9.一种实木衣架生产设备,该设备包括工作台和固定在工作台上的治具旋转平台装置、木制衣肩上料装置、支撑杆上料装置、木制衣肩打孔装置、挂钩安装装置、支撑杆固定装
置和实木衣架下料装置;所述的实木衣架下料装置采用所述的一种实木衣架下料装置;所述的治具旋转平台装置包括第一工位、第二工位、第三工位和第四工位;所述的木制衣肩上料装置和实木衣架下料装置分别与第一工位和第四工位相衔接;所述的支撑杆上料装置和木制衣肩打孔装置分别与第二工位相衔接;所述的挂钩安装装置和支撑杆固定装置分别与第三工位相衔接。
10.本发明采用上述技术方案的一种实木衣架下料装置及下料方法的优点是:实木衣架下料装置在工作过程中:安装好的实木衣架放置在实木衣架定位夹具中在治具旋转平台装置带动下运动到第四工位;下料气缸动作带动下料气缸连接件向上运动将夹具上顶底板向上顶起;夹具上顶底板向上运动带动与之相连的正夹具上顶模块和侧夹具上顶模块向上运动将安装好的实木衣架向上顶起;下料驱动装置运动依次带动下料传送带主动滚轮和下料传送带运动;下料传送带运动带动向上顶起后与之接触的实木衣架沿着下料方向运动完成实木衣架下料过程。通过设置夹具上顶组件和下料传送带组件,下料传送带在下料驱动装置的带动下一直沿着下料方向运动,当需要对安装好的实木衣架进行下料时,只需要下料气缸动作便可以带动夹具上顶组件向上运动将安装好的实木衣架向上顶起;使得实木衣架下料只需要下料气缸动作一个步骤,当实木衣架快速生产时也能够完成快速下料。同时下料传送带表面具有较大的摩擦力并且受灰尘等杂质影响较小,当实木衣架表面有灰尘等杂质时,下料传送带也能够利用其较大的摩擦力将实木衣架下料,保证了实木衣架下料的稳定性。
11.本发明公开的一种实木衣架生产设备的优点是:1、支撑杆上料装置在工作过程中:将支撑杆放入支撑杆落料箱进料口中进行落料;当大量支撑杆发生堆叠现象时,支撑杆拨动电机转动依次带动支撑杆拨动轴和支撑杆拨动摩擦轮转动;支撑杆拨动摩擦轮转动带动堆叠的支撑杆向下运动到支撑杆落料箱进料口底部小口整齐排列;上部的筛分气缸动作由收缩状态伸出带动上部的筛分推片卡入上部的支撑杆落料箱筛分孔中;下部的筛分气缸动作由伸出状态缩回带动下部的筛分推片从下部的支撑杆落料箱筛分孔中抽出;位于上部和下部的筛分推片之间的单个支撑杆落下完成支撑杆落料过程。通过设置支撑杆拨动机构,当多根支撑杆堆叠在支撑杆落料箱进料口时,支撑杆拨动电机转动依次带动支撑杆拨动轴和支撑杆拨动摩擦轮转动;而支撑杆拨动摩擦轮位于支撑杆落料箱进料口的底部与支撑杆落料箱出料口上部相连接部位,支撑杆拨动摩擦轮与支撑杆堆叠部位处于相同位置,当支撑杆拨动摩擦轮转动时能够对卡在此处的堆叠的支撑杆提供驱动力,使得卡在此处的堆叠的支撑杆沿着支撑杆拨动摩擦轮转动方向向下运动到支撑杆落料箱出料口上部宽度较小的空间中;而支撑杆落料箱出料口上部空间宽度与单个支撑杆宽度相同只能让单个支撑杆按照顺序排列,不会造成落下的支撑杆堆叠,从而保证了整个支撑杆的上料过程的顺滑,避免了支撑杆的上料堆叠现象。2、挂钩安装装置在工作过程中:挂钩振动上料器带动竖直上料的挂钩沿着挂钩输送架组件向挂钩竖直落料组件进料口方向运动;挂钩运动到竖直落料推动板处,单个挂钩竖直方向卡入落料推动板豁口并且被竖直落料磁铁吸住,剩余挂钩排列在挂钩输送架组件上;竖直落料气缸动作将竖直落料推动板沿着竖直落料导轨滑块向下推出,竖直落料推动板带动卡在落料推动板豁口处的挂钩向下运动;挂钩竖直推装气缸动作依次带动挂钩竖直推装连接件和挂钩竖直推装气爪手动作,挂钩竖直推装气爪手向内收缩将挂钩直线与圆弧过渡段卡入气爪手夹持凹槽中夹紧;挂钩移动推装气缸向前推出
带动与之相连挂钩竖直推装组件沿着推装移动轴向前运动将挂钩竖直推装到木制衣肩相应孔位中完成挂钩安装过程。通过设置挂钩上料机构和挂钩推装机构,挂钩上料时是在挂钩振动上料器的带动下保持直立状态沿着水平方向向前运动,两个挂钩之间没有因重力产生堆叠现象;当挂钩在竖直落料推动板处落料时,竖直落料磁铁吸住竖直放置的挂钩并且将其卡入落料推动板豁口,而落料推动板豁口宽度大于挂钩头部倒圆结构直径,挂钩可以整体都卡入落料推动板豁口中;而因为两个挂钩之间没有堆叠现象,卡入落料推动板豁口中的挂钩头部倒圆结构与相邻的挂钩头部倒圆结构也不相互接触,所以当竖直落料推动板在竖直落料气缸推动下向下移动时卡入落料推动板豁口中的挂钩能够顺利的向下运动而不会被相邻挂钩阻挡,避免了挂钩推出时的卡死。而挂钩落下后保持竖直状态,挂钩竖直推装气爪手将挂钩的直线与圆弧过渡段卡入气爪手夹持凹槽中夹紧;而挂钩的直线与圆弧过渡段中的圆弧段较短主要起定位作用,在向前推装挂钩时施加力的方向主要沿着挂钩直线段,此时主要由挂钩直线段承受推装力;而挂钩直线段在承受与之相同方向的压力时抗压强度较大并且压杆稳定能力较高,与开口圆弧段受力但开口端无支撑结构相比不容易发生变形,提高了挂钩的安装质量。3、实木衣架下料装置在工作过程中:安装好的实木衣架放置在实木衣架定位夹具中在治具旋转平台装置带动下运动到第四工位;下料气缸动作带动下料气缸连接件向上运动将夹具上顶底板向上顶起;夹具上顶底板向上运动带动与之相连的正夹具上顶模块和侧夹具上顶模块向上运动将安装好的实木衣架向上顶起;下料驱动装置运动依次带动下料传送带主动滚轮和下料传送带运动;下料传送带运动带动向上顶起后与之接触的实木衣架沿着下料方向运动完成实木衣架下料过程。通过设置夹具上顶组件和下料传送带组件,下料传送带在下料驱动装置的带动下一直沿着下料方向运动,当需要对安装好的实木衣架进行下料时,只需要下料气缸动作便可以带动夹具上顶组件向上运动将安装好的实木衣架向上顶起;使得实木衣架下料只需要下料气缸动作一个步骤,当实木衣架快速生产时也能够完成快速下料。同时下料传送带表面具有较大的摩擦力并且受灰尘等杂质影响较小,当实木衣架表面有灰尘等杂质时,下料传送带也能够利用其较大的摩擦力将实木衣架下料,保证了实木衣架下料的稳定性。
附图说明
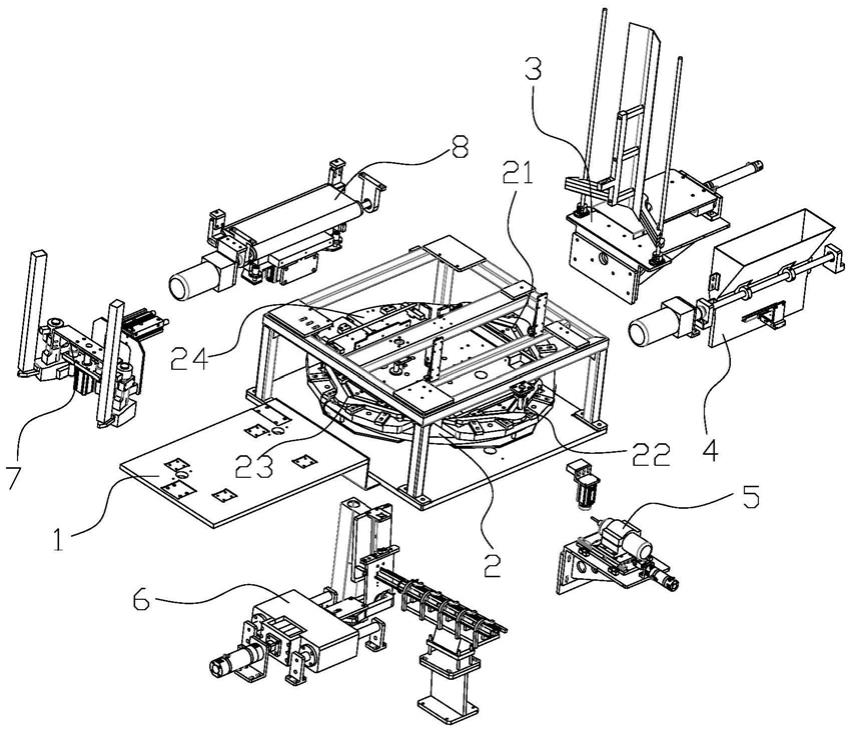
12.图1为本专利的实木衣架生产设备的结构示意图。
13.图2为实木衣架的产品结构示意图。
14.图3为支撑杆上料装置的结构示意图。
15.图4为支撑杆拨动机构的结构示意图。
16.图5为支撑杆拨动轴的结构示意图。
17.图6为支撑杆拨动摩擦轮的结构示意图。
18.图7为支撑杆落料箱的结构示意图。
19.图8为支撑杆筛分机构的结构示意图。
20.图9为挂钩安装装置的结构示意图。
21.图10为挂钩竖直落料组件的结构示意图。
22.图11为竖直落料推动板的结构示意图。
23.图12为挂钩推装机构的结构示意图。
24.图13为气爪手夹持杆的结构示意图。
25.图14为挂钩推装移动组件的结构示意图。
26.图15为实木衣架下料装置的结构示意图。
27.图16为实木衣架定位夹具的结构示意图。
28.图17为下料传送带组件的结构示意图。
29.图18为正夹具上顶模块的结构示意图。
30.图19为正夹具上顶轴的结构示意图。
31.图20为正夹具上顶销轴的结构示意图。
32.图21为侧夹具上顶模块的结构示意图。
具体实施方式
33.下面结合附图对本发明的具体实施方式进行详细的说明。
34.实施例1如图1所示的一种实木衣架生产设备,该设备包括工作台1和固定在工作台1上的治具旋转平台装置2、木制衣肩上料装置3、支撑杆上料装置4、木制衣肩打孔装置5、挂钩安装装置6、支撑杆固定装置7和实木衣架下料装置8;所述的治具旋转平台装置2包括第一工位21、第二工位22、第三工位23和第四工位24;所述的木制衣肩上料装置3和实木衣架下料装置8分别与第一工位21和第四工位24相衔接;所述的支撑杆上料装置4和木制衣肩打孔装置5分别与第二工位22相衔接;所述的挂钩安装装置6和支撑杆固定装置7分别与第三工位23相衔接。
35.木制衣肩、支撑杆和挂钩的流动方向为:木制衣肩上料装置3到支撑杆上料装置4和木制衣肩打孔装置5到挂钩安装装置6和支撑杆固定装置7到实木衣架下料装置8。
36.如图2所示为实木衣架的产品结构示意图。所述的治具旋转平台装置2用于实木衣架夹具的循环流转;所述的木制衣肩上料装置3用于木制衣肩b的自动上料;所述的支撑杆上料装置4用于支撑杆c的筛分上料;所述的木制衣肩打孔装置5用于木制衣肩b的钻孔;所述的挂钩安装装置6用于挂钩a的竖直上料以及将挂钩a竖直推装到木制衣肩b孔位中;所述的支撑杆固定装置7用于将支撑杆c固定到木制衣肩b上;所述的实木衣架下料装置8用于将安装好的实木衣架下料。
37.如图3所示,所述的支撑杆上料装置4包括支撑杆落料箱41、支撑杆拨动机构42和支撑杆筛分机构43;所述的支撑杆落料箱41、支撑杆拨动机构42和支撑杆筛分机构43都固定在工作台1上;所述的支撑杆拨动机构42与支撑杆落料箱41上部相衔接;所述的支撑杆筛分机构43与支撑杆落料箱41落料口相衔接。
38.如图4所示,所述的支撑杆拨动机构42包括支撑杆拨动电机421、支撑杆拨动联轴器422、支撑杆拨动轴423、支撑杆拨动轴承座424和支撑杆拨动摩擦轮425;所述的支撑杆拨动电机421和支撑杆拨动轴承座424都固定在工作台1上;所述的支撑杆拨动联轴器422一端与支撑杆拨动电机421输出端相固定连接,支撑杆拨动联轴器422另一端与支撑杆拨动轴423一端相固定连接;所述的支撑杆拨动轴承座424有多个,多个支撑杆拨动轴承座424分别嵌合于支撑杆拨动轴423首尾端;所述的支撑杆拨动摩擦轮425有多个,多个支撑杆拨动摩擦轮425分别嵌合于支撑杆拨动轴423中部并且支撑杆拨动轴423与支撑杆落料箱41相衔
接。
39.如图5所示,所述的支撑杆拨动轴423包括支撑杆拨动轴主体4231、支撑杆拨动轴轴承段4232支撑杆拨动轴卡簧槽4233和支撑杆拨动轴联轴器段4234;所述的支撑杆拨动轴主体4231为圆柱状;所述的支撑杆拨动轴轴承段4232有多段,多段支撑杆拨动轴轴承段4232分别位于支撑杆拨动轴主体4231首尾端并且与支撑杆拨动轴主体4231形成阶梯状;多段支撑杆拨动轴轴承段4232分别与支撑杆拨动轴承座424相配合;所述的多个支撑杆拨动轴卡簧槽4233分别位于支撑杆拨动轴轴承段4232外侧;所述的支撑杆拨动轴联轴器段4234位于支撑杆拨动轴主体4231首端,支撑杆拨动轴联轴器段4234与支撑杆拨动联轴器422相应孔位相配合固定。
40.如图6所示,所述的支撑杆拨动摩擦轮425包括支撑杆摩擦轮主体4251、支撑杆摩擦轮配合孔4252和支撑杆摩擦轮固定孔4253;所述的支撑杆摩擦轮主体4251为圆柱状并且支撑杆摩擦轮主体4251一侧与支撑杆落料箱41相衔接;所述的支撑杆摩擦轮配合孔4252为圆形孔位并且支撑杆摩擦轮配合孔4252穿过支撑杆摩擦轮主体4251;支撑杆摩擦轮配合孔4252与支撑杆拨动轴423相配合;所述的支撑杆摩擦轮固定孔4253有多个,多个支撑杆摩擦轮固定孔4253穿过支撑杆摩擦轮主体4251并且与支撑杆摩擦轮配合孔4252相连通。
41.如图7所示,所述的支撑杆落料箱41包括支撑杆落料箱主体411、支撑杆落料箱进料口412、支撑杆落料箱拨动孔413、支撑杆落料箱出料口414和支撑杆落料箱筛分孔415;所述的支撑杆落料箱主体411固定在工作台1上;所述的支撑杆落料箱进料口412为上大下小的开口形状,并且支撑杆落料箱进料口412位于支撑杆落料箱主体411上端;所述的多个支撑杆落料箱拨动孔413位于支撑杆落料箱进料口412下端,支撑杆拨动摩擦轮425穿过支撑杆落料箱拨动孔413与支撑杆落料箱进料口412内部相衔接;所述的支撑杆落料箱出料口414为长方形,支撑杆落料箱出料口414的宽度与单个支撑杆的圆柱直径相适应;支撑杆落料箱出料口414位于支撑杆落料箱进料口412下端,并且支撑杆落料箱出料口414与木制衣肩打孔装置5相衔接;所述的多个支撑杆落料箱筛分孔415为长方形,多个支撑杆落料箱筛分孔415穿过支撑杆落料箱出料口414,并且多个支撑杆落料箱筛分孔415与支撑杆筛分机构43相配合。
42.如图8所示,所述的支撑杆筛分机构43有多个,多个支撑杆筛分机构43都包括筛分底板431、筛分气缸432和筛分推片433;所述的筛分底板431固定在工作台1上;所述的筛分气缸432固定在筛分底板431上;所述的筛分推片433与筛分气缸432伸出端相衔接;所述的筛分推片433与支撑杆落料箱筛分孔415相配合;所述的筛分推片433包括筛分推片固定端4331、筛分推片连接孔4332和筛分推片推动端4333;所述的筛分推片固定端4331和筛分推片推动端4333为l形连接;筛分推片固定端4331通过筛分推片连接孔4332与筛分气缸432伸出端相连接;所述的筛分推片推动端4333厚度与支撑杆落料箱筛分孔415的孔位大小相适应;筛分推片推动端4333的宽度大于支撑杆落料箱出料口414的宽度。
43.所述的支撑杆上料装置4在工作过程中:1)将支撑杆放入支撑杆落料箱进料口412中进行落料;2)当大量支撑杆发生堆叠现象时,支撑杆拨动电机421转动依次带动支撑杆拨动轴423和支撑杆拨动摩擦轮425转动;3)支撑杆拨动摩擦轮425转动带动堆叠的支撑杆向下运动到支撑杆落料箱进料口412底部小口整齐排列;4)上部的筛分气缸432动作由收缩状态伸出带动上部的筛分推片433卡入上部的支撑杆落料箱筛分孔415中;5)下部的筛分气缸
432动作由伸出状态缩回带动下部的筛分推片433从下部的支撑杆落料箱筛分孔415中抽出;6)位于上部和下部的筛分推片433之间的单个支撑杆落下完成支撑杆落料过程。
44.所述的支撑杆上料装置4解决了在对支撑杆进行下料时将多根支撑杆同时放入落料箱中直接落料,而落料口为上大下小形状,多根支撑杆同时落料进入小口时会发生堆叠现象,从而将落料口小口处堵死,阻碍支撑杆落料的问题。通过设置支撑杆拨动机构42,当多根支撑杆堆叠在支撑杆落料箱进料口412时,支撑杆拨动电机421转动依次带动支撑杆拨动轴423和支撑杆拨动摩擦轮425转动;而支撑杆拨动摩擦轮425位于支撑杆落料箱进料口412的底部与支撑杆落料箱出料口414上部相连接部位,支撑杆拨动摩擦轮425与支撑杆堆叠部位处于相同位置,当支撑杆拨动摩擦轮425转动时能够对卡在此处的堆叠的支撑杆提供驱动力,使得卡在此处的堆叠的支撑杆沿着支撑杆拨动摩擦轮425转动方向向下运动到支撑杆落料箱出料口414上部宽度较小的空间中;而支撑杆落料箱出料口414上部空间宽度与单个支撑杆宽度相同只能让单个支撑杆按照顺序排列,不会造成落下的支撑杆堆叠,从而保证了整个支撑杆的上料过程的顺滑,避免了支撑杆的上料堆叠现象。
45.如图9所示,所述的挂钩安装装置6包括挂钩上料机构61和挂钩推装机构62;所述的挂钩上料机构61和挂钩推装机构62都固定在工作台1上;挂钩上料机构61落料口与挂钩推装机构62相衔接;所述的挂钩上料机构61包括挂钩振动上料器611、挂钩输送架组件612和挂钩竖直落料组件613;所述的挂钩振动上料器611和挂钩竖直落料组件613都固定在工作台1上;所述的挂钩输送架组件612固定在挂钩振动上料器611上;所述的挂钩输送架组件612出料口与挂钩竖直落料组件613进料口相衔接;所述的挂钩输送架组件612包括挂钩输送机架6121、挂钩输送支撑条6122和挂钩输送压条6123;所述的挂钩输送机架6121固定在挂钩振动上料器611上;所述的挂钩输送支撑条6122和挂钩输送压条6123都固定在挂钩输送机架6121上并且倾斜放置;多根挂钩输送支撑条6122与挂钩相应圆弧内表面接触,多根挂钩输送支撑条6122形成的外切圆直径与挂钩相应内圆弧大小相同;所述的多根挂钩输送压条6123与挂钩相应圆弧外表面接触,多根挂钩输送压条6123形成的内切圆与挂钩相应外圆弧大小相同。
46.如图10所示,所述的挂钩竖直落料组件613包括竖直落料机架6131、竖直落料气缸、竖直落料导轨滑块6133、竖直落料推动板6134、竖直落料磁铁6135、竖直落料防撞块6136和竖直落料防撞气缸;所述的竖直落料机架6131固定在工作台1上;所述的竖直落料气缸和竖直落料导轨滑块6133都固定在竖直落料机架6131上;所述的竖直落料推动板6134倾斜放置并且与竖直落料气缸伸出端相连接,竖直落料推动板6134上端与挂钩输送架组件612出料口相衔接,竖直落料推动板6134下端与挂钩推装机构62相衔接;所述的竖直落料磁铁6135和竖直落料防撞气缸都固定在竖直落料推动板6134上;所述的竖直落料防撞块6136固定在竖直落料机架6131上,并且竖直落料防撞块6136与竖直落料防撞气缸相衔接。
47.如图11所示,所述的竖直落料推动板6134包括落料推动板主体61341、落料推动板豁口61342、落料推动板圆槽61343和落料推动板方槽61344;所述的落料推动板豁口61342前端为长方形豁口,落料推动板豁口61342后端为圆弧形豁口并且圆弧半径与挂钩相应圆弧大小相同;落料推动板豁口61342后端圆弧形豁口的豁口深度与单个挂钩的厚度相同;所述的落料推动板圆槽61343穿过落料推动板主体61341并且与落料推动板豁口61342相连通,落料推动板圆槽61343与竖直落料磁铁6135相配合;所述的落料推动板方槽61344穿过
落料推动板豁口61342中部,落料推动板方槽61344与挂钩推装机构62相衔接。
48.如图12所示,所述的挂钩推装机构62包括挂钩推装机架621、挂钩移动推装气缸622、挂钩竖直推装组件623和挂钩推装移动组件624;所述的挂钩移动推装气缸622和挂钩推装移动组件624都固定在挂钩推装机架621上;所述的挂钩移动推装气缸622伸出端与挂钩竖直推装组件623相连接固定;所述的挂钩竖直推装组件623与挂钩推装移动组件624相连接,并且挂钩竖直推装组件623伸出端与挂钩上料机构61出料口相衔接;所述的挂钩竖直推装组件623包括挂钩竖直推装气缸6231、挂钩竖直推装连接杆、挂钩竖直推装连接件6233和挂钩竖直推装气爪手6234;所述的挂钩竖直推装气缸6231固定在挂钩移动推装气缸622伸出端;所述的挂钩竖直推装连接杆穿过挂钩推装移动组件624并且挂钩竖直推装连接杆一端与挂钩竖直推装气缸6231伸出端相连接,挂钩竖直推装连接杆另一端与挂钩竖直推装气爪手6234相连接;所述的挂钩竖直推装气爪手6234与挂钩上料机构61出料口相衔接;所述的挂钩竖直推装气爪手6234包括气爪手机架62341、气爪手连杆62342和气爪手夹持杆62343;所述的气爪手机架62341固定在挂钩推装移动组件624上;所述的多个气爪手连杆62342一端与挂钩竖直推装连接件6233铰接在一处,多个气爪手连杆62342另一端分别与气爪手夹持杆62343尾端铰接;所述的气爪手夹持杆62343中段与气爪手机架62341相连接,气爪手夹持杆62343首端与挂钩上料机构61出料口相衔接。
49.如图13所示,所述的气爪手夹持杆62343包括气爪手夹持杆主体623431、气爪手铰接凹槽623432、气爪手铰接孔位623433和气爪手夹持凹槽623434;所述的气爪手铰接凹槽623432与气爪手连杆62342相铰接;所述的气爪手铰接孔位623433和气爪手机架62341相铰接;所述的气爪手夹持凹槽623434为前端直线后端圆弧状,气爪手夹持凹槽623434形状与挂钩相应位置形状相同;气爪手夹持凹槽623434宽度与挂钩相应位置宽度相同。
50.如图14所示,所述的挂钩推装移动组件624包括推装移动轴6241、推装移动轴承6242、推装移动板6243和推装移动防撞气缸;所述的多根推装移动轴6241固定在挂钩推装机架621上;所述的多个推装移动轴承6242分别与多根推装移动轴6241相配合;所述的多个推装移动防撞气缸固定在挂钩推装机架621上并且分别位于推装移动轴6241首尾端;所述的推装移动板6243分别与推装移动轴承6242和挂钩移动推装气缸622伸出端相连接固定。
51.所示的挂钩安装装置6在工作过程中:1)挂钩振动上料器611带动竖直上料的挂钩沿着挂钩输送架组件612向挂钩竖直落料组件613进料口方向运动;2)挂钩运动到竖直落料推动板6134处,单个挂钩竖直方向卡入落料推动板豁口61342并且被竖直落料磁铁6135吸住,剩余挂钩排列在挂钩输送架组件612上;3)竖直落料气缸动作将竖直落料推动板6134沿着竖直落料导轨滑块6133向下推出,竖直落料推动板6134带动卡在落料推动板豁口61342处的挂钩向下运动;4)挂钩竖直推装气缸6231动作依次带动挂钩竖直推装连接件6233和挂钩竖直推装气爪手6234动作,挂钩竖直推装气爪手6234向内收缩将挂钩直线与圆弧过渡段卡入气爪手夹持凹槽623434中夹紧;5)挂钩移动推装气缸622向前推出带动与之相连挂钩竖直推装组件623沿着推装移动轴6241向前运动将挂钩竖直推装到木制衣肩相应孔位中完成挂钩安装过程。
52.所述的挂钩安装装置6解决了安装挂钩时采用水平堆叠利用挂钩重力上料,然后水平方向推动堆叠最底部的挂钩后端圆弧部分将挂钩推装到木制衣肩的孔位中;挂钩头部有倒圆结构,并且倒圆结构圆柱直径大于挂钩厚度,造成挂钩在水平推出上料时两个水平
放置的挂钩表面之间不能贴合,使得在水平推出挂钩时将要推出的挂钩受到相邻挂钩头部倒圆结构的阻挡,容易引起水平推出挂钩时挂钩卡死;同时挂钩后端圆弧部分为开口圆弧形状,而开口端圆弧直径较大并且没有结构提供支撑力,在水平推动挂钩后端圆弧部分时,圆弧开口端容易因受力较大并且无支撑结构发生变形,影响挂钩安装质量的问题。通过设置挂钩上料机构61和挂钩推装机构62,挂钩上料时是在挂钩振动上料器611的带动下保持直立状态沿着水平方向向前运动,两个挂钩之间没有因重力产生堆叠现象;当挂钩在竖直落料推动板6134处落料时,竖直落料磁铁6135吸住竖直放置的挂钩并且将其卡入落料推动板豁口61342,而落料推动板豁口61342宽度大于挂钩头部倒圆结构直径,挂钩可以整体都卡入落料推动板豁口61342中;而因为两个挂钩之间没有堆叠现象,卡入落料推动板豁口61342中的挂钩头部倒圆结构与相邻的挂钩头部倒圆结构也不相互接触,所以当竖直落料推动板6134在竖直落料气缸推动下向下移动时卡入落料推动板豁口61342中的挂钩能够顺利的向下运动而不会被相邻挂钩阻挡,避免了挂钩推出时的卡死。而挂钩落下后保持竖直状态,挂钩竖直推装气爪手6234将挂钩的直线与圆弧过渡段卡入气爪手夹持凹槽623434中夹紧;而挂钩的直线与圆弧过渡段中的圆弧段较短主要起定位作用,在向前推装挂钩时施加力的方向主要沿着挂钩直线段,此时主要由挂钩直线段承受推装力;而挂钩直线段在承受与之相同方向的压力时抗压强度较大并且压杆稳定能力较高,与开口圆弧段受力但开口端无支撑结构相比不容易发生变形,提高了挂钩的安装质量。
53.如图15所示,所述的实木衣架下料装置8包括下料气缸组件81、实木衣架定位夹具82和下料传送带组件83;所述的下料气缸组件81和下料传送带组件83都固定在工作台1上;所述的下料气缸组件81位于实木衣架定位夹具82下端,下料气缸组件81与实木衣架定位夹具82下方相衔接;所述的实木衣架定位夹具82固定在治具旋转平台装置2上,实木衣架定位夹具82上端与下料传送带组件83相衔接;所述的下料气缸组件81包括下料气缸811和下料气缸连接件812;所述的下料气缸811固定在工作台1上;所述的下料气缸连接件812与下料气缸811伸出端相连接,并且下料气缸连接件812与实木衣架定位夹具82下端相衔接。
54.如图16所示,所述的实木衣架定位夹具82包括夹具底板821、夹具定位块822和夹具上顶组件823;所述的夹具底板821和夹具上顶组件823都固定在治具旋转平台装置2上;所述的夹具定位块822固定在夹具底板821上,夹具定位块822与木制衣肩和支撑杆相接触;所述的夹具上顶组件823位于夹具底板821下方;所述的夹具上顶组件823包括夹具上顶底板8231、正夹具上顶模块8232和侧夹具上顶模块8233;所述的正夹具上顶模块8232和多个侧夹具上顶模块8233一端固定在夹具上顶底板8231上,正夹具上顶模块8232和多个侧夹具上顶模块8233另一端与木制衣肩相接触;所述的夹具上顶底板8231下端面与下料气缸连接件812相衔接。
55.如图17所示,所述的下料传送带组件83包括下料驱动装置831、下料传送带主动滚轮832、下料传送带从动滚轮833和下料传送带834;所述的下料驱动装置831、下料传送带主动滚轮832和下料传送带从动滚轮833都固定在工作台1上;所述的下料驱动装置831输出端与下料传送带主动滚轮832相连接;所述的下料传送带主动滚轮832和下料传送带从动滚轮833通过下料传送带834相互连接;所述的下料传送带834下方与夹具底板821上端面相衔接。
56.如图18所示,所述的正夹具上顶模块8232包括正夹具上顶轴82321、正夹具上顶轴
承82322和正夹具上顶销轴82323;所述的正夹具上顶轴82321一端固定在夹具上顶底板8231上,正夹具上顶轴82321另一端分别与正夹具上顶轴承82322和正夹具上顶销轴82323相连接。
57.如图19所示,所述的正夹具上顶轴82321包括正上顶轴主体823211、正上顶轴固定孔823212、正上顶轴凹槽823213和正上顶轴销轴孔823214;所述的正上顶轴主体823211为圆柱状,正上顶轴主体823211穿过治具旋转平台装置2相应孔位;所述的正上顶轴固定孔823212位于正上顶轴主体823211下端,正上顶轴固定孔823212与夹具上顶底板8231相连接;所述的正上顶轴凹槽823213位于正上顶轴主体823211上端,正上顶轴凹槽823213宽度与正夹具上顶轴承82322宽度相适应,正上顶轴凹槽823213底面与正夹具上顶轴承82322底面不接触;所述的正上顶轴销轴孔823214穿过正上顶轴主体823211并且与正夹具上顶销轴82323相配合。
58.如图20所示,所述的正夹具上顶销轴82323包括上顶销轴主体823231、上顶销轴头部823232和上顶销轴卡簧槽823233;所述的上顶销轴主体823231和上顶销轴头部823232都为圆柱状;所述的上顶销轴头部823232圆柱直径大于上顶销轴主体823231圆柱直径;所述的上顶销轴卡簧槽823233位于上顶销轴主体823231末端并且与卡簧相配合。
59.如图21所示,所述的侧夹具上顶模块8233包括侧面上顶轴82331、侧面上顶轴承82332和侧面上顶块82333;所述的侧面上顶轴82331为圆柱状,侧面上顶轴82331下端固定在夹具上顶底板8231上,侧面上顶轴82331中端穿过侧面上顶轴承82332,侧面上顶轴82331上端与侧面上顶块82333相连接;所述的侧面上顶轴承82332固定在治具旋转平台装置2上;所述的侧面上顶块82333嵌合于夹具底板821相应凹槽并且侧面上顶块82333上端面与实木衣架相接触。
60.所述的实木衣架下料装置8在工作过程中:1)安装好的实木衣架放置在实木衣架定位夹具82中在治具旋转平台装置2带动下运动到第四工位24;2)下料气缸811动作带动下料气缸连接件812向上运动将夹具上顶底板8231向上顶起;3)夹具上顶底板8231向上运动带动与之相连的正夹具上顶模块8232和侧夹具上顶模块8233向上运动将安装好的实木衣架向上顶起;4)下料驱动装置831运动依次带动下料传送带主动滚轮832和下料传送带834运动;5)下料传送带834运动带动向上顶起后与之接触的实木衣架沿着下料方向运动完成实木衣架下料过程。
61.所述的实木衣架下料装置8解决了实木衣架下料时采用吸盘结构将实木衣架吸取下料,吸盘吸取时需要先移动到实木衣架下料口吸取实木衣架然后再将实木衣架搬移到接收口落料最后再返回实木衣架下料口三个动作,从而造成实木衣架落料步骤复杂不能满足实木衣架快速生产需要;同时吸盘对实木衣架表面的清洁度要求较高,当实木衣架表面有灰尘等杂质时,吸盘对实木衣架的吸力降低,实木衣架在搬移过程中可能会掉落,降低了实木衣架下料的稳定性的问题。通过设置夹具上顶组件823和下料传送带组件83,下料传送带834在下料驱动装置831的带动下一直沿着下料方向运动,当需要对安装好的实木衣架进行下料时,只需要下料气缸811动作便可以带动夹具上顶组件823向上运动将安装好的实木衣架向上顶起;使得实木衣架下料只需要下料气缸811动作一个步骤,当实木衣架快速生产时也能够完成快速下料。同时下料传送带834表面具有较大的摩擦力并且受灰尘等杂质影响较小,当实木衣架表面有灰尘等杂质时,下料传送带834也能够利用其较大的摩擦力将实木
衣架下料,保证了实木衣架下料的稳定性。
62.一种实木衣架生产方法,该方法采用上述的一种实木衣架生产设备,该方法包括以下的步骤:(一)木制衣肩上料:木制衣肩上料装置3将木制衣肩推出到第一工位21的实木衣架夹具中,治具旋转平台装置2带动实木衣架夹具运动到第二工位22;(二)木制衣肩钻孔:木制衣肩打孔装置5将实木衣架在第二工位22实木衣架夹具中固定后在木制衣肩上方中部钻孔;(三)支撑杆上料:1将支撑杆放入支撑杆落料箱进料口412中进行落料;2当大量支撑杆发生堆叠现象时,支撑杆拨动电机421转动依次带动支撑杆拨动轴423和支撑杆拨动摩擦轮425转动;3支撑杆拨动摩擦轮425转动带动堆叠的支撑杆向下运动到支撑杆落料箱进料口412底部小口整齐排列;4上部的筛分气缸432动作由收缩状态伸出带动上部的筛分推片433卡入上部的支撑杆落料箱筛分孔415中;5下部的筛分气缸432动作由伸出状态缩回带动下部的筛分推片433从下部的支撑杆落料箱筛分孔415中抽出;6位于上部和下部的筛分推片433之间的单个支撑杆落下完成支撑杆落料过程;治具旋转平台装置2带动实木衣架夹具运动到第三工位23;(四)挂钩安装:1挂钩振动上料器611带动竖直上料的挂钩沿着挂钩输送架组件612向挂钩竖直落料组件613进料口方向运动;2挂钩运动到竖直落料推动板6134处,单个挂钩竖直方向卡入落料推动板豁口61342并且被竖直落料磁铁6135吸住,剩余挂钩排列在挂钩输送架组件612上;3竖直落料气缸动作将竖直落料推动板6134沿着竖直落料导轨滑块6133向下推出,竖直落料推动板6134带动卡在落料推动板豁口61342处的挂钩向下运动;4挂钩竖直推装气缸6231动作依次带动挂钩竖直推装连接件6233和挂钩竖直推装气爪手6234动作,挂钩竖直推装气爪手6234向内收缩将挂钩直线与圆弧过渡段卡入气爪手夹持凹槽623434中夹紧;5挂钩移动推装气缸622向前推出带动与之相连挂钩竖直推装组件623沿着推装移动轴6241向前运动将挂钩竖直推装到木制衣肩相应孔位中完成挂钩安装过程;(五)支撑杆固定:支撑杆固定装置7在第三工位23将支撑杆固定后用钉枪将支撑杆固定在木制衣肩下方两端,治具旋转平台装置2带动实木衣架夹具运动到第四工位24;(六)实木衣架下料:1安装好的实木衣架放置在实木衣架定位夹具82中在治具旋转平台装置2带动下运动到第四工位24;2下料气缸811动作带动下料气缸连接件812向上运动将夹具上顶底板8231向上顶起;3夹具上顶底板8231向上运动带动与之相连的正夹具上顶模块8232和侧夹具上顶模块8233向上运动将安装好的实木衣架向上顶起;4下料驱动装置831运动依次带动下料传送带主动滚轮832和下料传送带834运动;5下料传送带834运动带动向上顶起后与之接触的实木衣架沿着下料方向运动完成实木衣架下料过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1