一种木材工件榫头连续加工中心的制作方法
1.本技术涉及木板榫头加工的技术领域,尤其是涉及一种木材工件榫头连续加工中心。
背景技术:
2.榫卯是一种在两个木制材料上开设的凹凸结合的连接方式。凸出部分叫榫头,凹进部分叫榫槽,榫头和榫槽相互咬合,从而起到连接作用。这是中国古代建筑、家具及其它木制器械的主要结构方式。
3.现有技术对榫头进行加工多为先将木材工件端部相反的两侧使用锯片切割两道槽,再将木材工件放置到榫头切割机上,榫头切割机两锯片同时切割木材工件端部,把两侧多余的废料切掉,留下榫头。
4.针对上述中的相关技术,发明人认为现有技术两次加工形成榫头的加工方式存在生产效率低的缺陷。
技术实现要素:
5.为了提升木材工件榫头加工的生产效率,本技术提供一种木材工件榫头连续加工中心。
6.本技术提供的一种木材工件榫头连续加工中心采用如下的技术方案:
7.一种木材工件榫头连续加工中心,包括沿木材工件前进方向依次设置的用于将木材工件端面切削平整的端面切割机构、用于沿竖直方向切割木材工件两侧的竖直切割机构和用于沿水平方向切割木材工件两侧的水平切割机构;加工装置还包括用于带动木材工件前进的传送机构;所述端面切割机构包括沿竖直方向设置的端面锯片,所述端面锯片与木材工件前进方向平行;所述竖直切割机构包括上竖直锯片和下竖直锯片,上竖直锯片和下竖直锯片均呈竖直设置且与木材工件前进方向平行;所述水平切割机构包括水平设置的上水平锯片和下水平锯片。
8.通过采用上述技术方案,将木材工件放到传送机构上,传送机构带动木材工件运动,使木材工件端部依次接触端面切割机构、竖直切割机构和水平切割机构,端面切割机构的端面锯片使木材工件端部变得平整;竖直切割机构的上竖直锯片和下竖直锯片同时对木材工件端部相反的两侧进行竖直切割,再经水平切割机构上水平锯片和下水平锯片对木材工件端部相反的两侧进行水平切割,切掉废料,形成榫头;使榫头加工能够连续进行,减少工序的转换,提高生产效率。
9.可选的,还包括切割支撑架,所述端面切割机构还包括端面切割电机,所述端面切割电机固定于切割支撑架上,所述端面锯片固定于端面切割电机的输出轴上。
10.通过采用上述技术方案,端面切割电机带动端面锯片转动对木材工件进行切割,使木材工件端面变得平整,便于后续加工。
11.可选的,所述竖直切割机构还包括竖直切割板、固定于竖直切割板上的上竖直切
割电机和下竖直切割电机,所述上竖直锯片固定于上竖直切割电机输出轴的端部,所述下竖直锯片固定于下竖直切割电机的输出轴的端部。
12.通过采用上述技术方案,上竖直切割电机带动上切割锯片转动,下竖直切割电机带动下切割锯片转动,上切割锯片和下切割锯片同时对木材工件端部相反的两侧进行切割,使木材工件端部两侧均被切割出槽,便于后续加工。
13.可选的,所述竖直切割板固定于切割支撑架上,所述竖直切割板上开设有两道竖直方向上的竖直切割槽,所述竖直切割槽内设有上竖直切割螺栓和下竖直切割螺栓,上竖直切割螺栓与上竖直切割电机螺纹连接,下竖直切割螺栓与下竖直切割电机螺纹连接。
14.通过采用上述技术方案,通过松紧上切割螺栓,可沿竖直方向调节上竖直切割电机的位置,通过松紧下切割螺栓可沿竖直方向上调节下竖直切割电机的位置,进而调节上切割锯片和下切割锯片之间的距离,以适应切割不同尺寸的榫头。
15.可选的,所述水平切割机构还包括设置于切割支撑架上的水平切割电机,所述水平切割电机呈竖直设置,所述上水平锯片和下水平锯片均套设在切割电机的输出轴上。
16.通过采用上述技术方案,水平切割电机同时带动上水平锯片和下水平锯片转动对木材工件端部相反的两侧进行水平切割,切割到竖直锯片切割出来的槽,使木材工件端部被切割成榫头的形状。
17.可选的,所述上水平锯片与下水平锯片之间设有间距套,所述间距套根据不同长度设有若干个。
18.通过采用上述技术方案,更换不同尺寸的间距套,使上水平锯片和下水平锯片之间的距离可调节,以适硬切割不同尺寸的榫头。
19.可选的,所述传送机构包括传送平台,所述传送平台上设有传送气缸,所述传送气缸的端部设有用于夹紧木材工件的夹紧组件。
20.通过采用上述技术方案,将木材工件放到夹紧组件上被夹紧,然后传送气缸推动木材工件前进,使木材工件端部被依次切割成型,减少人工操作,提高生产效率。
21.可选的,所述夹紧组件包括竖直设置的夹紧竖板和水平设置的夹紧底板,所述夹紧底板抵接于传送平台上,所述夹紧底板与夹紧竖板固定连接;所述夹紧竖板上设有竖直设置的夹紧气缸,所述夹紧气缸的活塞杆朝向夹紧底板,所述夹紧气缸的活塞杆端部设有夹紧压板。
22.通过采用上述技术方案,将木材工件放到夹紧底板上,然后夹紧气缸带动夹紧压板压紧木材工件,使木材工件方便的被夹紧,提高生产效率。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.使榫头加工能够连续进行,依次经端面切割机构切削端面、竖直切割机构和水平切割机构切割出榫头,减少了工序的转换,提高生产效率。
附图说明
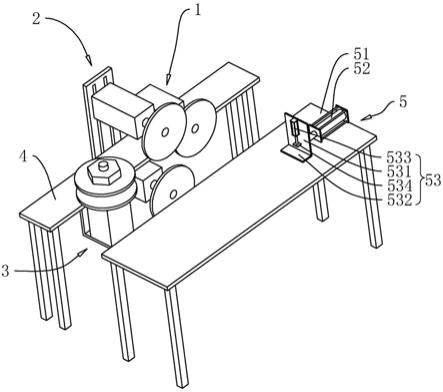
25.图1是本技术实施例中一种木材工件榫头连续加工中心整体结构示意图。
26.图2是本技术实施例中端面切割机构、竖直切割机构和水平切割机构结构示意图。
27.附图标记说明:1、端面切割机构;11、端面锯片;12、端面切割电机;2、竖直切割机构;21、上竖直锯片;22、下竖直锯片;23、竖直切割板;231、竖直切割槽;24、上竖直切割电
机;25、下竖直切割电机;26、上竖直切割螺栓;27、下竖直切割螺栓;3、水平切割机构;31、上水平锯片;32、下水平锯片;33、水平切割电机;34、间距套;35、锁紧螺栓;4、切割支撑架;5、传送机构;51、传送平台;52、传送气缸;53、夹紧组件;531、夹紧竖板;532、夹紧底板;533、夹紧气缸;534、夹紧压板。
具体实施方式
28.以下结合附图1
‑
2对本技术作进一步详细说明。
29.本技术实施例公开一种木材工件榫头连续加工中心。
30.参照图1、2,一种木材工件榫头连续加工中心包括端面切割机构1、竖直切割机构2、水平切割机构3、切割支撑架4和传送机构5。
31.端面切割机构1、竖直切割机构2和水平切割机构3沿木材前进方向依次设于切割支撑架4上,传送机构5设于切割支撑架4一侧。将木材工件放置传送机构5上,传送机构5带动木材工件前进,使木材工件端部依次接触端面切割机构1、竖直切割机构2和水平切割机构3,使木材工件被连续加工,形成榫头,减少了工序的转换,提高了生产效率。
32.为使木材工件便于夹紧和传送,传送机构5包括传送平台51、传送气缸52和夹紧组件53,夹紧组件53包括夹紧竖板531、夹紧底板532、夹紧气缸533和夹紧压板534。
33.传送气缸52通过螺栓固定于传送平台51上,传送气缸52的活塞杆朝向木材工件前进方向。夹紧组件53固定于传送气缸52活塞杆端部,夹紧竖板531通过螺栓固定于传送气缸52活塞杆端部,夹紧底板532通过焊接固定于夹紧竖板531靠近传送平台51的一端,夹紧底板532抵接于传送平台51且能够在传送平台51上滑动;夹紧气缸533通过螺栓固定于夹紧竖板531远离传送气缸52的侧面,夹紧气缸533呈竖直设置,夹紧气缸533的活塞杆朝向夹紧底板532,夹紧压板534通过螺栓固定于夹紧气缸533的活塞杆端部。
34.将木材工件放到夹紧底板532上,然后夹紧气缸533带动夹紧压板534压紧木材工件,然后传送气缸52推动夹紧竖板531带动木材工件前进,使木材工件方便前进进行加工,减少人工操作,提高安全性,提高生产效率。
35.参考图1、2,为使木材工件端面被切割平整,端面切割机构1包括端面锯片11和端面切割电机12,端面切割电机12通过螺栓固定于切割支撑架4上,端面切割电机12的输出轴垂直于木材工件前进方向,端面锯片11通过焊接固定在端面切割电机12的输出轴上,端面锯片11与木材工件前进方向平行且端面锯片11呈竖直设置。
36.端面切割电机12带动端面锯片11转动切割木材工件,使木材工件端面被切割平整,便于后续加工榫头。
37.为使木材工件端部被加工出榫头,先进行竖直切割机构2进行加工。竖直切割机构2包括上竖直锯片21、下竖直锯片22、竖直切割板23、上竖直切割电机24、下竖直切割电机25。
38.竖直切割板23的中间的部位通过焊接固定于切割支撑件远离传送机构5的一侧,竖直切割板23上开设有两道竖直方向的竖直切割槽231,竖直切割槽231位于切割支撑架4上侧的部分内设有上竖直切割螺栓26,竖直切割槽231位于切割支撑架4下侧的部分内设有下竖直切割螺栓27。上竖直切割螺栓26与上竖直切割电机24螺纹连接将上竖直切割电机24固定在竖直切割板23上,下竖直切割螺栓27与下竖直切割电机25螺纹连接将下竖直切割电
机25固定在竖直切割板23上,通过松紧上竖直切割螺栓26和下竖直切割螺栓27,可调整上竖直切割电机24和下竖直切割电机25的位置和间距,以适应切割不同的榫头。
39.上竖直切割电机24的输出轴垂直于木材工件前进方向,上竖直锯片21通过焊接固定于上竖直切割电机24的输出轴上,上竖直锯片21平行于木板前进方向,上竖直锯片21呈竖直设置;下竖直切割电机25的输出轴垂直于木材工件前进方向,下竖直锯片22通过焊接固定于下直切割电机的输出轴上,下竖直锯片22平行于木板前进方向,下竖直锯片22呈竖直设置。
40.上竖直切割电机24带动上竖直锯片21转动,下竖直切割电机25带动下竖直锯片22转动,上竖直锯片21和下竖直锯片22同时分别对木材工件端部相反的两侧进行切割,在木材工件上留槽。
41.为结合竖直切割机构2切割出榫头,水平切割机构3包括上水平锯片31、下水平锯片32、水平切割电机33、间距套34和锁紧螺栓35。
42.水平切割电机33竖直设置,水平切割电机33位于切割支撑架4靠近传送机构5的一侧,水平切割电机33通过螺栓固定在一块板上,这块板通过焊接固定在切割支撑架4上。水平切割电机33的输出轴竖直向上,水平切割电机33的输出轴呈台阶设置形成轴肩,下水平锯片32套设在水平切割电机33的输出轴上,并抵接于轴肩,可通过在下水平锯片32和轴肩之间套设垫圈以调节下水平锯片32的位置。间距套34套设在水平切割电机33的输出轴上并抵接于下水平锯片32,上水平锯片31套设在水平切割电机33的输出轴上并抵接于间距套34上,间距套34由1毫米到100毫米设有多个若干个,可通过更换不同尺寸的间距套34来调节上水平锯片31和下水平锯片32之间的距离和上水平锯片31的位置。锁紧螺栓35与水平切割电机33的输出轴螺纹连接,锁紧螺栓35抵接于上水平锯片31,使上水平锯片31、间距套34、下水平锯片32夹紧固定。
43.水平切割电机33带动上水平锯片31和下水平锯片32转动,进而使上水平锯片31和下水平锯片32同时切割木材工件的端部,使上水平锯片31和下水平锯片32切割到上竖直锯片21和下竖直锯片22留下来的槽,使榫头两侧的废料被切割掉留下榫头。
44.本技术实施例一种木材工件榫头连续加工中心的实施原理为:
45.第一步,夹紧木材工件并带动木材工件前进,将木材工件放到夹紧底板532上,然后夹紧气缸533带动夹紧压板534压紧木材工件,然后传送气缸52推动夹紧竖板531带动木材工件前进,使木材工件方便前进进行加工,减少人工操作,提高安全性,提高生产效率。
46.第二步,切削端面,伴随木材工件前进,端面切割电机12带动端面锯片11转动切割木材工件,使木材工件端面被切割平整,便于后续加工榫头。
47.第三步,加工榫头,上竖直切割电机24带动上竖直锯片21转动,下竖直切割电机25带动下竖直锯片22转动,上竖直锯片21和下竖直锯片22同时分别对木材工件端部相反的两侧进行切割,在木材工件上留槽;水平切割电机33带动上水平锯片31和下水平锯片32转动,进而使上水平锯片31和下水平锯片32同时切割木材工件的端部,使上水平锯片31和下水平锯片32切割到上竖直锯片21和下竖直锯片22留下来的槽,使榫头两侧的废料被切割掉留下榫头。
48.以上使榫头加工能够连续进行,依次经端面切割机构1切削端面、竖直切割机构2和水平切割机构3切割出榫头,减少了工序的转换,提高了生产效率。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1