用于对构件覆层的方法以及覆层设备与流程
1.本发明涉及一种用于对工件覆层的方法,所述工件例如在家具或器件生产的领域中使用。在方法的范围中,例如板状的工件的窄侧设有条状的覆层材料。此外,本发明涉及一种覆层设备。
背景技术:
2.在家具和器件工业的领域中,刨花板、mdf板或其他板状的工件在其窄面或宽面的区域中通常设有覆层材料。在窄面覆层的情况下,将条状的覆层材料借助于按压辊压紧到工件上,其中附着连接通过在工件和/或覆层材料处设置的附着剂来实现。
3.在生产中的现今的问题之一是,对在生产进行期间的变化做出反应仅是有条件可行的。通常,在生产开始之前对覆层机器进行设定,以便确保要求的生产质量。
4.在该上下文中已知的是,在对工件覆层时将覆层材料借助特定的压紧力按压到工件上。用于将覆层材料按压到工件上的压紧力对接合的质量和剃齿阻力具有影响。压紧力通常仅通过按压辊的固定设定的进给相对不精确地限定或根本无法限定。如果工件相对于按压辊的位置移动,例如由于在输送皮带上的滑动而移动,这无法识别并且可能出现错误胶合。
5.即使压紧力是限定的,在将覆层材料有错误地加料到接合区域中时出现如下情形,在所述情形中,两个上下相叠的覆层材料在限定的压紧力下压紧到工件上,而这没有被检测。有错误的覆层在稍后的时刻才识别,例如当机器的操作者将由覆层机器加工的工件从工具架取下时。在所述时刻然而可能的是,已经多个工件被有错误地覆层。
技术实现要素:
6.本发明的目标是,提供用于在用覆层材料对工件覆层时提高工艺安全性和/或提升加工质量的方法。
7.权利要求1提供一种对应的方法。其他优选的实施方式在从属权利要求中详述。设备的特征可以分别单独地在方法的范围中使用并且反之亦然。
8.用于对工件覆层的方法包括如下步骤:输送覆层材料并且将覆层材料借助于按压装置按压在工件上,其中在按压覆层材料期间检测按压装置的位置和/或压紧力。
9.例如,以所述方式可以求取按压装置相对于工件的相对位置。按压装置相对于限定工件的应覆层的平面的虚拟平面的位置为相对位置。
10.虚拟平面在工件在覆层过程期间静态设置的情况下通过由工件数据和工件的设置构成的组合或者通过借助于传感器的检测来确定。如果工件在覆层过程期间运动,那么虚拟平面例如通过用于工件的定向的引导尺确定。
11.按压装置的位置根据一个变型形式可以通过检测包括按压装置的覆层设备的x、y和c轴线的位置来确定。
12.为了进一步地简化位置检测,可以确定按压装置在覆层设备处的位置,尤其当按
压装置在设施处的位置可以移置时。例如,按压装置偏心地支承并且检测按压装置围绕偏心支承装置的移置。
13.如果按压装置有弹性地支承,那么替选地或附加地基于在支承装置处作用的力可以确定按压装置的位置。
14.例如,在按压装置和工件之间的相对位置借助于检测的压紧力来求取,借助所述压紧力将按压装置按压到工件上。
15.根据另一实施方式,借助尤其光学工作的距离传感器来求取按压装置相对于工件的相对位置。
16.根据本发明的方法具有如下优点,执行轮廓监控,使得可以记录和/或监控覆层的质量。
17.按压装置可以是按压辊,所述按压辊将覆层材料与工件置于接触。替选地或附加地,按压装置也可以是保压辊,借助所述保压辊将已经通过按压辊在工件处施加的覆层材料再次按压。
18.优选的是,将按压装置的位置和/或压紧力与期望值、尤其期望值曲线比较。期望值可以在执行方法的覆层设备的控制装置中存储。因此可能的是,识别有错误的覆层并且导入对应的对策。
19.此外优选的是,在按压装置的位置和/或压紧力与期望值、尤其期望值曲线偏差第一阈值时,输出光学的和/或声学的警告信号,其中优选的是,在按压装置的位置偏差第二阈值时,引起机器停机。因此可行的是,迅速对相应的偏差做出反应并且导入用于质量提升、必要时用于防止覆层设备的损坏的措施。
20.根据另一实施方式提出,在输送覆层材料时检测覆层材料的温度和/或在覆层材料处设置的附着剂的温度。可以将所检测的温度用于,无间隙地记录覆层过程。也可行的是,将求取的温度用于调节用于激活或再激活附着剂的加热装置或者用于加温附着剂的加温装置,以便因此进一步地提升覆层结果的质量。
21.根据一个实施方式提出,在输送覆层材料时检测覆层材料的长度。因此可以确定和记录,以何种长度为特定的工件提供覆层材料。替选地或附加地可行的是,再调节修剪装置以裁剪覆层材料。在该上下文中优选的是,覆层材料的长度的检测通过用于求取覆层材料的长度的装置、尤其测程轮来执行,所述装置设置在包括按压装置的设施处。
22.优选的是,将按压装置的位置、可能还有覆层材料的温度和/或在覆层材料处设置的附着剂的温度和/或覆层材料的长度传输至存储器装置,尤其云。存储器装置能够实现访问在其中保存的信息,使得所述信息可以继续处理以拟定用于质量保证的其他措施。云在此能够实现全局访问,使得进一步地提高灵活性。
23.优选的是,覆层材料是用于对板状的工件的窄侧覆层的条状的覆层材料。这种覆层材料例如可以由塑料材料或胶合板构成。
24.此外,本发明提供一种用于将覆层材料安置在工件处的覆层设备。覆层设备包括:按压装置,尤其按压辊,用于将覆层材料按压到工件上;用于改变按压装置的位置的装置;以及用于检测按压装置的位置和/或压紧力的检测装置,以便求取按压装置相对于工件的相对位置。覆层设备可以设立用于,执行根据上述方法方面之一的方法。覆层设备的优点至少部分地对应于已经针对方法描述的优点。
25.根据一个实施方式,覆层设备是可运动的,尤其沿着x、y和c轴。在该情况下,应覆层的工件在覆层过程期间保持静止,例如借助于吸力夹具。
26.在另一目标方向上可以提出,工件在覆层过程中运动,例如借助于输送带或输送皮带。覆层设备在覆层过程期间静态地设置。
27.也可考虑在覆层过程期间工件的运动和覆层设备的运动的叠加。
28.覆层设备在一个实施方式中可以具有温度测量装置,所述温度测量装置设立用于,检测覆层材料的温度和/或在覆层材料处设置的附着剂的温度。
29.覆层设备根据另一实施方式包括用于求取覆层材料的长度的装置,尤其测程轮。以所述方式可以求取,是否存在输送的覆层材料相对于期望值的偏差或超出。所求取的信息可以用于记录或控制覆层设备的修剪装置。
30.在此优选的是,用于求取覆层材料的长度的装置、尤其测程轮安置在覆层设备处,使得检测引导穿过覆层设备的输送通道的覆层材料并且探测其长度。通过在覆层设备中的探测,覆层材料可以位置精确地置于工件处。
31.优选的是,按压装置偏心地支承。因此,通过移置运动可以改变按压装置的位置。
32.根据另一实施方式的覆层设备可以包括驱动装置,以便改变按压装置的位置。驱动装置也可以用于求取按压装置的实际位置,例如借助于驱动装置的马达的角位置。在该上下文中优选的是,驱动装置是伺服马达。
33.在一个实施方式中提出,按压装置借助弹性体支承装置支承,其中设有测量带,以便求取按压装置的压紧力和/或位置。借助于弹性体环提供按压装置的限定的位置。
34.根据另一实施方式,覆层设备包括用于记录按压装置的所求取的位置的控制装置。控制装置此外可以设立用于,输出控制指令,以便改变按压装置的位置,尤其基于按压装置的位置的实际
‑
期望比较。
35.经由控制装置可以将工件的期望轮廓与通过按压装置的位置确定的所求取的实际轮廓比较。基于此,可以导出其他步骤,例如将指示或信息输出给机器操作者,或者触发机器停机。
36.在一个实施方式中提出,按压装置有弹性地被支承,并且测量补偿运动。
37.在另一实施方式中,覆层设备包括尤其光学工作的距离传感器。借助距离传感器可以检测在按压装置和工件之间的相对间距。
38.此外,根据另一方面提供一种覆层机器,所述覆层机器包括覆层设备。优选地,覆层设备可运动地设置在覆层机器中,尤其沿着x、y和c轴,必要时也沿其他方向。
附图说明
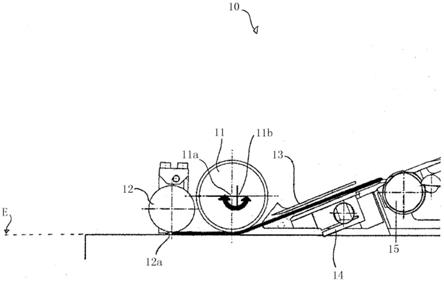
39.图1示出用于执行覆层方法的覆层设备的第一实施方式。
40.图2示出用于执行覆层方法的覆层设备的第二实施方式。
41.图3示出用于执行覆层方法的覆层设备的第三实施方式。
具体实施方式
42.根据附图示出本发明的优选的实施方式。实施方式的特征可以分别单独地彼此组合,以便构成其他实施方式。尽管实施方式不应限制性地、而应示例性地理解,特征也可以
单独地用于说明本发明。
43.在根据图1的实施例中,描述用于将覆层材料b安置在工件w处的覆层设备10。这种覆层设备10可以在覆层机器中使用。尤其地,示出板状的工件w的窄面的覆层,其中另一未示出的实施方式的覆层设备也用于对宽面覆层。
44.为了执行覆层过程,在工件w和覆层设备10之间提供相对运动。这可以通过工件w相对于静态设置的覆层设备10的运动或者通过覆层设备10相对于被保持的工件w的运动来执行。工件的和覆层设备的运动的组合是可行的。如果工件运动,那么这可以通过覆层机器的输送皮带或输送带来进行。在附图中例如示出覆层设备,所述覆层设备在覆层机器中运动,而工件静态地保持,纯示例性地借助于吸力夹具保持。
45.覆层设备10包括按压辊(按压装置)11,所述按压辊将覆层材料b按压到工件w的窄侧上。按压辊11围绕转动轴线11a可转动以及围绕偏心的轴承轴线11b可定位。尤其地,通过按压辊11围绕轴承轴线11b的枢转运动,改变按压辊11相对于虚拟平面e的位置,其中所述虚拟平面e限定工件w的应覆层的表面的期望值。
46.按压辊11的压紧力借助于驱动装置调节以移置按压辊11,其方式为:驱动装置的扭矩对应地设定。以所述方式在覆层过程期间可以维持限定的压紧力从而将覆层材料借助所述压紧力压紧到工件w上。
47.此外设有保压辊12,所述保压辊将覆层材料b同样按压到工件w上。尽管在该实施例中示出仅一个保压辊12,然而在其他变型形式中也可以设有多个保压辊。在保压辊112的区域中设有碰撞按键12a,所述碰撞按键构成为突出部并且与覆层材料的前侧接触,以便触发保压辊12的转动运动。
48.与按压辊11相邻地设有输送通道13,用于将覆层材料b输送至按压辊11。输送通道13相对于虚拟平面e(或者应覆层的表面)倾斜地定向。在输送通道13和虚拟平面之间的位置处设置有加热装置14。借助加热装置14可以激活或再激活在覆层材料b处设置的或施加的附着剂层。
49.为了将附着剂层施加在覆层材料b处,覆层设备10根据当前的实施例包括涂覆辊15,所述涂覆辊设立用于,将附着剂层施加在覆层材料b的朝向虚拟平面e的侧处。
50.加热装置14和涂覆辊15可以在覆层设备的运行中单独地或组合地使用。
51.覆层设备10具有用于检测按压辊11的位置的检测装置。根据当前的实施方式,检测装置通过用于根据偏心支承装置移置按压辊11的位置的驱动装置构成。尤其地,在覆层过程期间检测驱动设备的角位置。
52.按压辊11的以所述方式求取的实际位置可以在覆层过程期间检测并且传送给覆层设备10的控制装置。借助于控制装置对按压辊11的检测的实际位置与期望位置进行比较,使得以所述方式能够实现轮廓监控。
53.尽管按压辊11的实际位置在第一实施方式中触觉地确定,根据一个改进方案也可以设有无接触的传感器,尤其相机,以便求取按压辊11的位置。触觉的和无接触的检测也可以组合地使用,以便进一步地提高可靠性。
54.尽管优选的是,在覆层过程期间检测按压辊11的实际位置,然而根据另一改进方案可行的是,在测量行驶期间求取实际位置,在此期间工件w在不输送覆层材料的条件下相对于覆层设备10运动。以这种方式,可以测试待覆层的表面或已经设置有覆层材料的表面。
55.图2示出本发明的覆层设备10’的第二实施方式。覆层设备10’的类似于第一实施方式的组件构成的组件用对应的附图标记表示。为了详细描述这些组件,参照对第一实施方式的阐述。在第一实施方式的范围中描述的变型形式和改进方案可以在第二实施方式中对应地使用。
56.尤其地,覆层设备10’包括按压辊11’,所述按压辊如在第一实施方式中那样偏心地支承,以及包括保压辊12’。此外,覆层设备10’包括输送通道13’、加热装置14’以及涂覆辊15’。
57.对第一实施方式的覆层设备10附加地,第二实施方式的覆层设备10’包括温度传感器20’,所述温度传感器在输送通道13’的端部区域中设置在朝向虚拟平面的侧处。温度传感器20’设立用于,在按压辊的按压区之前的区域中求取附着剂层的和/或覆层材料的温度。
58.附着剂层和/或覆层材料的以所述方式检测的实际温度可以在覆层过程期间检测并且传输给覆层设备10’的控制装置。借助于控制装置对检测的实际温度与期望温度进行比较,使得以所述方式能够实现监控接合温度。
59.如在第一实施方式的覆层设备10中那样,覆层设备10’具有用于检测按压辊11’的实际位置的检测装置,使得在覆层过程期间检测实际位置并且可以传送给覆层设备10’的控制装置。借助于控制装置对检测的实际位置与按压辊的期望位置进行比较,使得以所述方式能够实现轮廓监控。
60.因此,根据第二实施方式可行的是,将监控接合温度与轮廓监控组合,以便以所述方式评估覆层的质量并且必要时在偏差时通过对应措施提升质量。
61.图3示出本发明的覆层设备10”的第三实施方式。覆层设备10”的类似于第一或第二实施方式的组件构成的组件用对应的附图标记表示。为了详细描述所述组件参照对第一或第二实施方式的阐述。在第一和第二实施方式的范围中描述的变型形式和改进方案也可以在第二实施方式中对应地使用。
62.尤其地,覆层设备10”包括按压辊11”,所述按压辊相对于限定应覆层的表面的虚拟平面e可运动,以及包括保压辊12”。此外,覆层设备10”包括输送通道13”、加热装置14”以及涂覆辊15”。
63.在图3中此外示出修剪装置16”以及运输辊17”。所述组件也可以在第一和第二实施方式中的覆层设备中设置。
64.附加地,覆层设备10”具有测程轮30”,所述测程轮与覆层材料b接触并且在输送覆层材料b期间求取其长度。通过测程轮30”确定的覆层材料b的实际长度传递给覆层设备10”的控制装置并且可以借助于控制装置与期望长度比较。如果求取实际长度相对于期望长度的偏差,那么存在覆层材料的超出或者过短的覆层材料。二者都会引起差的覆层结果。
65.除了监控覆层材料的长度之外,根据第三实施方式可以执行对应于第一实施方式的轮廓监控。
66.根据另一未示出的实施方式,将接合温度的监控、轮廓监控以及覆层材料的长度的监控组合,以便评估覆层的质量并且必要时在偏差时通过对策提升质量。
67.根据之前描述的实施方式的覆层设备的控制装置可以分别设立用于,在求取相应的实际值与所属的期望值的偏差时触发动作。如果例如超出关于按压辊的实际位置的第一
阈值,那么可以示出光学的或声学的警报信号。这例如通过在覆层设备的操作装置的操作面板中的对应的通知来进行。如果超出第二阈值,那么控制装置可以触发机器停机,因为在该情形中可能损坏机器。
68.对应的反应可以根据温度监控和/或监控覆层材料的长度来触发。尤其地,控制装置可以调节加热装置14、14’、14”,以便达到期望温度和/或控制装置可以调节修剪装置16”,以便获得限定长度的覆层材料。
69.此外控制装置可以设立用于,将按压辊的位置的、附着剂层和/或覆层材料的温度的、和/或覆层材料的长度的所求取的实际值传送给存储器装置。存储器装置可以构成为覆层机器中的分立的存储器设备或者构成为中央的存储器装置,例如云。在存储器装置中存储的实际值可以用于质量控制,例如以便证实,维持在生产周期中特定的质量标准。
70.虽然在实施方式的范围中将按压辊描述成按压装置,根据另外的实施方式可以提出,替选地或附加地,检测一个或多个保压辊的位置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1