切削元件及其用途的制作方法
1.本发明涉及一种切削元件,其被配置用于机加工由基质和通过基质结合在一起的颗粒组成的非金属复合材料,并且其具有后刀面、前刀面和涂覆有刀刃涂层的切削刃,后刀面和前刀面通过该切削刃彼此连接。
2.此外,本发明涉及该切削元件的用途。
背景技术:
3.在非金属复合材料中,颗粒例如由木材例如以木屑或木纤维的形式形成;或者由碳例如以碳纤维的形式形成;或者由玻璃例如以玻璃纤维的形式形成;或者由天然或合成来源的矿物例如以矿物纤维的形式形成。基质例如基于一种或多种有机化合物,尤其是塑料形式的有机化合物。
4.在木屑和木纤维的情况下,基质由特定塑料形成,即粘合剂,例如胶水,木屑和/或木纤维在其中浸泡并随后压制。例如,如果使用木屑,则会产生刨花板;相反,如果使用木纤维,则会产生中密度纤维板(mdf)或高密度纤维板(hdf)。此外,mdf板和hdf板通常配有塑料涂层、清漆或饰面薄板,因为这在视觉上很有吸引力,但这使得加工更具挑战性。
5.对于碳纤维和玻璃纤维的情况,根据其长度可分为短纤维或长纤维(同样适用于木纤维),基质由塑料形成。根据这些颗粒,由此形成的非金属复合材料被称为碳纤维增强塑料(cfrp)或玻璃纤维增强塑料(gfrp)。
6.机加工非金属复合材料与金属及其合金的机加工有根本上的不同,并且当机加工非金属复合材料时,磨损通常主要发生在切削刃处,但也发生在后刀面和前刀面的相邻区域。如果磨损过大,所加工的非金属复合材料的质量将不再合格。
7.因此,先前从wo 2012/162849 a1中已知的通用切削元件被涂覆。与未涂覆的切削元件相比,其使用寿命相应地增加。
8.然而,在先前已知的切削元件的情况下,涂层在高切削刃载荷下有剥落的趋势。这降低了刀刃涂层实际可达到的使用寿命。
技术实现要素:
9.因此,本发明的目的是指定具有相对较长使用寿命的切削元件及其用途,由此可以改进非金属复合材料的加工方式,尤其是刨花板、mdf、hdf、gfrp或cfrp形式的非金属复合材料。
10.该目的通过根据权利要求1所述的切削元件实现。并在从属权利要求中给出了有利的改进。
11.一种切削元件,其被配置用于由基质和通过基质结合在一起的颗粒组成的非金属复合材料的机加工,并且其具有后刀面、前刀面和涂覆有刀刃涂层的切削刃,后刀面和前刀面通过该切削刃彼此连接,其中,切削刃在其切削刃区段内呈弧形,使得切削刃在垂直于切削刃的截面平面中的截面中在刀刃涂层正下方在切削刃区段上每一点处具有大于或等于
10μm且小于或等于80μm、优选地大于或等于15μm且小于或等于60μm、更优选地大于或等于20μm且小于或等于40μm的局部曲率半径。这提供了一种圆形切削刃,使切削元件具有足够锋利的切口(在加工过程中与非金属复合材料接合的刀刃涂层可以沿着刀刃涂层配置,例如因为它已经沉积在其上),同时具有足够低的曲率,这是由于切削刃区段上每个点的曲率半径在截面平面中的截面中,从而确保刀刃涂层的附着力得到改善。相应地,切削刃可以是圆形或椭圆形,或者在截面平面中的截面中的切削刃区段内呈圆形。
12.切削刃区段可以在截面平面中的截面中对称或不对称。
13.后刀面和/或前刀面通过切削刃连接在一起之前可各自包括一个或多个倒角。后刀面和/或前刀面可以是平面结构、多面结构、弧形结构或其组合。
14.切削元件的两个外角之间的切削刃可以是直的或弧形的,或者根据其组合延伸;在这种情况下,垂直截面的法向量平行于在一点处应用于切削刃的切线。
15.根据该切削元件的一种改进,切削刃区段在截面平面中的截面中在切削刃的至少50%、优选地至少70%、更优选地至少90%上延伸。这提高了该区段内刀刃涂层的附着力,因为该区段具有与曲率半径相应的低曲率。在曲率半径在所有点处都是恒定的情况下,如果切削刃区段在截面平面中的截面中在切削刃的100%、即整个切削刃上延伸,则尤其有利。
16.刀刃涂层优选地遵循切削刃的形状,即以下述方式呈弧形:在垂直于切削刃的截面平面中的截面中,其在每个点处具有局部不同的曲率半径,该曲率半径大于在刀刃涂层正下方的切削刃的相对点的曲率半径。
17.刀刃涂层可以包括多个单独的层或仅一层,并且刀刃涂层的成分不同于切削刃的成分,即形成切削刃、后刀面和前刀面的基体的相应成分。因此,刀刃涂层形成切削元件的外切削刃并且与切削刃区段相对,该外切削刃具有足够锋利的切口,并且同时由于弧形切削刃,对基体具有足够的附着力。
18.根据该切削元件的一种改进,在截面平面中的截面中切削刃区段的至少两个不同的点处、优选地所有点处的曲率半径的大小相等。如果切削刃在所有点处的大小都相等,则切削刃在截面平面中的截面中是圆形的,这在刀刃涂层的附着力方面特别有利。
19.根据该切削元件的一种改进,后刀面和前刀面在截面平面中的截面中限定楔角,曲率半径的最小曲率半径在截面平面中的截面中限定圆的位置及其半径,圆心限定由该楔角限定的角平分线上的点。结果,切削刃在其外部点达到其最大切削锋利度,同时在此提供足够的刀刃涂层附着力。当刀刃涂层遵循切削刃的形状时,这种形状特别适合加工非金属复合材料。此处楔角顶点位于切削刃区段之外(可能位于刀刃涂层内),其一个角边与前刀面相切,并且另一个角边与后刀面相切。顶点是角平分线上的一个点,通过该角平分线,内部楔角(即面向切削刃的楔角)被平分。因此,在保持刀刃涂层的足够附着力的同时,切削刃获得特别锋利的切口。
20.根据该切削元件的一种改进,切削刃至少在切削刃区段的区域内由硬质合金或金属陶瓷形成。因为切削刃和因此形成切削刃的切削元件的相应基体在切削刃的区域中由这些材料中的一种形成,切削元件的使用寿命进一步提高,因为它们特别坚硬且耐磨。
21.本发明公开内容的上下文中,硬质合金(烧结碳化物)和金属陶瓷都是复合材料,其中构成复合材料主要成分的硬质材料颗粒构成骨架或框架结构,其空隙由相比之下更具
延展性的金属粘合剂填充。硬质材料颗粒可以尤其至少主要由碳化钨、碳化钛和/或碳氮化钛构成,其中例如较少量的其他硬质材料颗粒、特别是元素周期表iv至vi族元素的碳化物,也可能存在。可延展的金属粘合剂通常至少主要由钴、镍、铁或这些元素中的至少一种的基础合金组成。然而,较少量的其他元素也可以溶解在金属粘合剂中。基础合金应理解为意指该元素构成合金的主要成分。硬质合金最常用的用途是硬质材料颗粒至少主要由碳化钨形成,并且金属粘合剂是钴或钴镍基合金;在这种情况下,相应碳化钨颗粒的重量比例尤其是至少70%、优选地大于80%、更优选地大于90%,其中该重量比例可优选地在包括70重量%至包括99重量%的范围内、更优选地80重量%至99重量%、最优选地90重量%至99重量%、或94重量%至98重量%。
22.本发明公开内容的上下文中,骨架结构应理解为是指硬质材料颗粒、例如基本上由碳化钨构成的硬质材料颗粒构成有粘着力的颗粒网络,其中任何硬质材料颗粒与至少一种其他硬质材料颗粒接触。
23.根据该切削元件的一种改进,切削刃至少在切削刃区段的区域内由硬质合金形成,其中,硬质合金具有硬质材料颗粒,其中硬质材料颗粒形成硬质合金的骨架结构,并且其中硬质材料颗粒的粒度在0.1μm至1.5μm之间、优选地在0.15μm至0.8μm之间、更优选地在0.2μm至0.5μm之间。其中这些范围(0.1μm至1.5μm,优选地0.15μm至0.8μm,更优选地0.2μm至0.5μm)中的一个范围的粒度使切削刃与刀刃涂层具有特别稳定的附着力,从而延长刀刃涂层的寿命。其中这些范围(0.1μm至1.5μm,优选地0.15μm至0.8μm,更优选地0.2μm至0.5μm)中一个范围内的硬质材料颗粒优选地基本上由碳化钨形成。
24.本发明公开内容的上下文中,基本上由碳化钨构成应理解为意味着至少90%、优选95%、最优选99%的硬质材料颗粒由碳化钨构成。这同样适用于硬质材料颗粒基本上由另一种硬质材料相构成的情况。
25.在本发明中,根据国际标准iso 4499-2:2008(e),粒度测量为“线性截距长度”。以ebsd显微照片(ebsd,电子背散射衍射)为基础。此类显微照片的测量方法描述例如:k.p.mingard等人,《ebsd与硬质金属晶粒度测量常规方法的比较》,国际难熔金属与硬质材料杂志27(2009)213-223。
26.粒度在0.1μm至1.5μm、优选地0.2μm至0.8μm范围内的硬质材料颗粒的重量分数尤其可以在70重量%至99重量%范围内、更优选地在80重量%至99重量%范围内、最优选地90重量%至99重量%、或94重量%至99重量%。
27.根据该切削元件的一种改进,刀刃涂层至少在切削刃区段的区域由至少一个沉积的硬质材料层形成,其中刀刃涂层形成在切削刃区段上。这进一步提高了切削元件的使用寿命,因为这种硬质材料层特别耐磨并且配置为遵循切削刃的形状,即相应地呈弧形。
28.如果硬质材料层由金刚石、非晶碳、立方氮化硼或tib2形成,这一改进得到进一步改善。这进一步提高了使用寿命。由金刚石形成的多个多晶硬质材料层尤其优选地沉积在切削刃区段上,从而沉积在相应的基体上,尤其是当其由硬质合金或金属陶瓷形成时。由非晶碳形成的一个或多个硬质材料层优选地沉积在切削刃区段上,从而沉积在相应的基体上,尤其是当其由硬质合金或金属陶瓷形成时。非晶碳也被称为dlc或类金刚石碳。由非晶碳形成的一层或多层优选含氢,氢含量至少为35原子%(剩余碳),称为a:c,a-c:h非晶碳,或其中碳为四面体的层,其中氢含量至少为25原子%(剩余碳),碳为sp3杂化,称为t-a:c,
t-a-c:h非晶碳。
29.根据该切削元件的一种改进,刀刃涂层被配置为延伸到后刀面和/或前刀面上。这将延长切削元件在其中一个或两个表面上的使用寿命。优选地,在后刀面和/或前刀面上形成的刀刃涂层的显微硬度对应于在切削刃区段形成刀刃涂层的刀刃涂层的显微硬度。
30.根据该切削元件的一种改进,刀刃涂层的层厚度至少在切削刃区段大于或等于0.5μm且小于或等于20μm、优选地大于或等于5μm且小于或等于20μm,其中刀刃涂层形成在切削刃区段上。这些层厚度不仅在金刚石沉积的硬质材料层或其多层的情况下,而且在非晶碳沉积的硬质材料层或其多层的情况下进一步增加使用寿命。本发明公开内容的上下文中,层厚度限定为从刀刃涂层的外表面到切削刃区段并且由此到其区域内相应基体、即垂直于应用于刀刃涂层的切向平面的最小距离。
31.根据该切削元件的一种改进,刀刃涂层至少在切削刃区段上通过pvd或cvd工艺形成。刀刃涂层因此以本领域技术人员已知的方式通过物理气相沉积(pvd)或化学气相沉积(cvd)沉积;然而,其他方法是可以构思并可能的。沉积后,优选地对所沉积的至少一层硬质材料层在其外表面上通过例如湿喷砂等进行表面处理,以使其平滑并消除存在的任何内应力。
32.根据该切削元件的一种改进,以切削刀片的形式。然后由切削刃形成刀刃,该刀刃特别适用于复合材料的机加工,尤其是当颗粒由木屑或木纤维形成时;切削元件为平面结构,特别用于从复合材料上通常平面地去除薄层。这与配置用于加工金属及其合金的切削元件形成对比。
33.根据该切削元件的一种改进,其安装在钻孔工具、铣削工具或刨削工具上。由于切削刃呈弧形,切削元件的使用寿命延长,在这些工具中得到了有利的体现。这些工具尤其包括切削元件,这意味着在本发明公开的内容中,钻孔工具、铣削工具或刨削工具配备有一个或多个切削元件。
34.根据一种改进,颗粒由木屑或木纤维形成,基质由粘合剂形成。切削元件的使用寿命延长在此特别有效,因为由此形成的复合材料特别具有耐磨性。可选择地,颗粒可由碳纤维和基质形成。
35.根据该切削元件的一种进一步改进,当非金属复合材料是刨花板、mdf、hdf、cfrp或gfrp时,其配置用于机加工非金属复合材料。
36.该目的还通过权利要求13所述的用途来实现,即通过使用权利要求1中所述的切削元件或其从属权利要求,或通过公开的用于加工非金属复合材料的切削元件的改进或实施例来实现。然后,切削元件尤其用于以预限定的方式(例如通过铣削或刨削)分离非金属复合材料,弧形切削刃确保即使在高切削速度和相对较长的切削持续时间下也能进行特别干净的切削。在这种情况下,非金属复合材料可以在刨花板、mdf或hdf的区域中形成,并且在其余区域中由gfrp或cfrp形成(这可称为混合非金属复合材料),切削元件用于连续或一起加工两个区域,例如沿着共同的边界表面。
37.当颗粒由木屑或木纤维形成且基质由粘合剂形成时,切削元件的使用得到进一步改进。切削元件的优势在此发挥得特别好,因为它允许在以此方式形成的刨花板(在木片的情况下)和以此形成的mdf和hdf(在木纤维的情况下)的情况下进行特别干净的切削,同时由于切削刃涂层更好的附着力而延长了使用寿命。
38.当颗粒由碳纤维或玻璃纤维形成且基质由塑料形成时,切削元件的使用得到了进一步改进。因此,提供了cfrp或gfrp。切削元件的优势在此发挥得特别好,因为它允许在cfrp和gfrp上进行特别干净的切削,同时由于切削刃涂层更好的附着力而延长了使用寿命。
39.当在复合材料表面上形成饰面薄板、塑料涂层或清漆时,尤其是当颗粒由木纤维或木屑形成时,切削元件的使用得到进一步改进。具有足够切削锋利度的改进的使用寿命更好地发挥作用,由于这些表面材料特别容易切断。
附图说明
40.本发明的其他优点和有利特征从以下参考附图对示例性实施例的描述中体现。
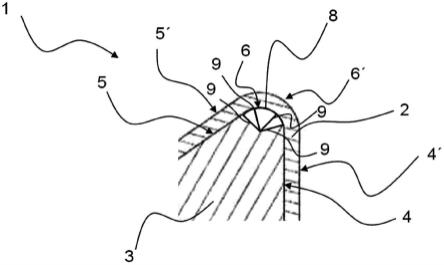
41.图1示出了涂层切削元件在其切削刃、后刀面和前刀面区域的横截面的立体示意性截面图;
42.图2示出了图1中切削元件在垂直于切削刃截面平面中的截面的详细图示;
43.图3示出了根据图2的切削元件的详细图示,另外还显示了楔角。
具体实施方式
44.图1示出了本发明中用于切削非金属复合材料的切削元件1的横截面的立体示意性截面图;截面图因此已经以立体方式旋转,使得由此可以看到切削元件1的横截面和其余结构。
45.切削元件1涂覆有沉积聚晶金刚石的硬质材料层2。在这种情况下的硬质材料层2沉积在切削元件1的楔形基体3上,其由含硬质合金的碳化钨形成,具体地沉积在连接后刀面4和前刀面5的平坦后刀面4、平坦前刀面5和弧形切削刃6上;然而,沉积金刚石或其他硬质材料(例如非晶碳)的多个硬质材料层2是可以想象并可能的。
46.后刀面4、前刀面5和切削刃6因此涂覆有硬质材料层2;它因而可以在加工过程中保护相对较软的基体3免受磨损。因此,加工过程中非金属复合材料的实际啮合由硬质材料层2确定,其遵循基体3的形状,因此在形成切削刃6的地方呈弧形,在形成后刀面4和前刀面5的地方平坦。尽管基体3基本上适用于非金属复合材料的机加工,其通常没有足够的耐磨性。因此,外部的硬质材料层2,即面对非金属复合材料,具有遵循切削刃6形状并相应呈弧形的切削刃6'、遵循后刀面形状4的平坦后刀面4'、以及遵循前刀面5形状的平坦前刀面5';切削刃6'的纵向范围被切削刃6'的纵向范围覆盖。换言之,可以通过线性缩放将基体3的轮廓转换为硬质材料层2的外轮廓,反之亦然。
47.硬质材料层3的层厚度通过示例说明为恒定的,这由其表面(后刀面4'、前刀面5'、对应于切削刃6'的硬质材料层3的曲面)到基体的相对面(后刀面4、前刀面5、对应于切削刃6的硬质材料层3的曲面)的各自最小距离限定。
48.此处应明确指出,硬质材料层3也可仅沉积在切削刃6上、或仅沉积在切削刃6和后刀面4上、或仅沉积在切削刃6和前刀面5上。
49.在图2所示的切削元件1的详细图示中,在垂直于切削刃6(以及因此切削刃6')的截面平面中的截面中,呈弧形的切削刃6是特别容易看到的。在切削刃6的圆形切削刃区段8内(其延伸至紧邻硬质材料层2下方的整个切削刃9上,即超过其100%),可为切削刃区段8
的每个点指定相应的局部曲率半径9(为清楚起见,仅显示四个曲率半径9)。由于切削刃区段8是圆形的,因此曲率半径9的大小相等。切削刃区段8(以及因此切削刃6)从后刀面4的侧边上不再平坦的点处开始,到前刀面5的侧边上不再平坦的点处。相应地,切削刃6'从后刀面4'的侧边上不再平坦的点处开始,到前刀面5'的侧边上不再平坦的点处。因此,切削刃6'同样以圆的形式呈弧形,但其每个点的曲率半径更大。
50.因此,图3的图示与图2中的图示相对应,区别在于图3明确显示了后刀面4和前刀面5相互形成的楔角7;楔角7为例如56
°
,但更小或更大的楔角是可以构思并可能的。此处楔角7的平分线10穿过圆11的中心,中心由曲率半径9限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1