能保持多层板条木连接处平整度的接长设备及接长工艺的制作方法
1.本发明涉及木料加工技术领域,具体为能保持多层板条木连接处平整度的接长设备及接长工艺。
背景技术:
2.实木条的结构牢固,稳定性好,但是成本高。实木在加工的过程中会产生边角料条,这些边角料条虽然也是实木的,但是形状不规则,难以使用,适用范围有限。目前为了提高边角料的利用率,通常将实木经加工后获得多层板加以应用。
3.在木门制备的过程中,木门的龙骨架多由多层板切成长度宽度厚度一致的条木后组装而成。在此过程中需要对多层板制造获得的条木进行铣榫、接长、锯切后获得所需长度的木条用于龙骨架的制备。为了保持接长后条木的强度通常沿多层板铺设的方向进行铣榫,即每根条木的两端设置公母齿,两根条木在接长的过程中,一根条木的公齿与另一根条木的母齿拼接即可保证与多层板相平行的两根条木的两平面(上下面)的平整度。
4.为了提高龙骨的制备效率通常两根长度相同的龙骨同时制备,就需要四根条木两两同时接长、锯切。如果条木铣榫后,为了保证公母齿对接后获得的两根条木连接处与多层板平行的两面(前后面)的平整度,就会在连接处使用侧压机构侧压两根接长后的条木,此时靠近侧压机构一侧的条木的一平面平整度较好,远离侧压机构一侧的条木的一平面的平整度较差,造成接长后的条木连接处的平整度较差。
5.因此提出能保持多层板条木连接处平整度的接长设备以解决上述问题。
技术实现要素:
本发明的目的在于提供能保持多层板条木连接处平整度的接长设备及接长工艺,以解决上述背景技术中提出问题。
6.为实现上述目的,本发明提供如下技术方案:能保持多层板条木连接处平整度的接长设备,包括龙门上料机、出料台、锯切组件,还包括:自动铣榫组件,位于所述龙门上料机的下方,所述自动铣榫组件包括设置在机架上的固定铣榫端以及活动铣榫端,所述固定铣榫端与所述活动铣榫端相对设置,所述活动铣榫端通过纵向导向机构与所述固定铣榫端连接,所述固定铣榫端与所述活动铣榫端开设的铣榫槽相互咬合;翻转结构,包括顶升气缸、第一推手、辅工作台,所述顶升气缸设置在所述机架上,所述辅工作台设置在所述顶升气缸的输出端,所述第一推手通过顶升气缸设置在第一输送机构上,所述第一输送机构设置在所述机架上;接长装置,通过第一输送机构与所述翻转机构连接,所述锯切组件位于所述接长装置远离所述翻转结构的一端,所述锯切组件输出至所述出料台。
7.更进一步的,所述第一输送机构包括纵向滑移导轨、滑移电机、传动齿条,所述纵向滑移导轨以及所述传动齿条设置在所述机架上,所述滑移电机通过齿轮与所述传动齿条连接,所述第二顶升气缸与所述滑移电机通过连接板连接,所述连接板通过第二限位滑块
与所述纵向滑移导轨连接。
8.更进一步的,所述纵向导向机构包括第一限位导轨、第二限位滑块、螺纹杆、减速机以及连接座,所述活动铣榫端通过第二限位滑块与所述第一限位导轨连接,所述螺纹杆的一端通过连接座与所述活动铣榫端连接,所述螺纹杆的另一端与所述减速机连接,所述减速机设置在所述固定铣榫端,所述第一限位导轨与所述螺纹杆的轴线相互平行,所述第一限位导轨至少两根。
9.更进一步的,所述自动铣榫组件还包括两对限位机构,两对所述限位机构分别设置在所述固定铣榫端以及活动铣榫端,每对限位机构包括一个纵向限位挡板以及一个竖向限位挡块,所述纵向限位挡板通过纵向气缸设置在所述侧直板上,所述纵向限位挡板可在纵向气缸的推动下在所述主工作台上滑移,所述竖向限位挡块通过第一顶升气缸设置在所述侧直板上。
10.更进一步的,所述接长装置包括接长工作台、第二输送机构、接长导向机构以及接长机构,所述接长工作台设置在机架上,所述第二输送机构、所述接长机构依次设置在所述接长工作台出料端。
11.更进一步的,所述接长导向机构包括第一竖向压紧结构、第一侧压紧结构、第二竖向压紧结构以及第二侧压紧结构,所述第一竖向压紧结构设置在所述接长工作台出料侧上,第一侧压紧结构设置所述第一竖向压紧结构底部两侧,第二侧压紧结构设置所述第一侧压紧结构出料端,第二竖向压紧结构设置所述第二侧压紧结构上方,所述第一竖向压紧结构、第一侧压紧结构、第二竖向压紧结构以及第二侧压紧结构的轴线与待接长条木的轴线垂直。
12.更进一步的,所述接长机构包括打胶机、第三侧压紧结构、第三竖向压紧结构、第四竖向压紧结构,打胶机设置待接长条木的接长部位上方处,打胶机设置所述第二侧压紧结构处理端,第三侧压紧结构设于所述打胶机右侧,所述第三竖向压紧结构设置在第三侧压紧结构上方,第四竖向压紧结构设置所述第三竖向压紧结构处理端,第三侧压紧结构、第三竖向压紧结构、第四竖向压紧结构与待接长条木的轴线垂直。
13.为了更好地实现本发明的目的,本发明还提供了一种能保持多层板条木连接处平整度的接长工艺,包括如下步骤:s10龙门上料机将待接长条木整排摆放在可调铣榫机上进行铣榫,所述多层板条木的堆叠方向由下至上逐层堆叠;s20翻转机构的辅工作台在第三顶升气缸带动下上升至高于所述主工作台及第一输送机构,推手推动铣榫结束后的条木逐个从辅工作台上翻转90
°
后落至所述第一输送机构;s30翻转后的条木通过所述第一输送机构输送至接长装置进行接长。
14.更进一步的,所述步骤s30当前一根条木靠近所述自动铣榫组件的一端经接长导向机构运送至接长机构位置处后,后二根条木远离所述自动铣榫组件的一端经接长导向机构运送至所述接长机构位置处与第一根条木进行接长。
15.本发明的有益效果是:本发明龙门上料机将料车上整排的柔性条木吸附到限位机构的顶部,限位机构对整排的柔性条木夹持后,自动铣榫组件对柔性条木端部进行开设铣榫槽,翻转结构再将柔
性条木进行翻面将铣榫槽朝上设置,再通过第一输送机构将柔性条木输送至接长装置内,接长装置将一根的柔性条木输送后夹紧,然后再将另一根柔性条木竖直与夹紧的柔性条木接触,再对柔性条木连接处进行打胶,胶水干燥后实现柔性条木接长处理,接长工作可自动化完成,无需人工操作,加工省时省力,利于企业快速生产,同时,接长装置可对两排柔性条木进行同时接长,进一步提升速度,而且,接长后工件铣榫槽向上,与后道木门龙骨架生产工序方向一致,偏于后道自动化生产。本发明自动铣榫组件的铣榫机之间距离可根据柔性条木长度进行调节处理,使得接长设备适合不同长度的柔性条木进行使用,提升了适应性。
附图说明
16.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
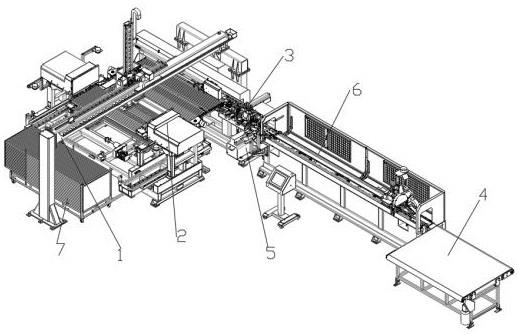
17.图1为本发明的结构示意图;图2为本发明的自动铣榫组件结构示意图;图3为本发明的自动铣榫组件结构左仰视图;图4为本发明的限位机构及其连接结构示意图;图5为本发明的传动齿条及其连接结构示意图;图6为本发明的接长装置及其连接结构示意图;图7为本发明的接长装置结构局部图;图8为本发明的图6的a处结构放大示意图;图9为本发明的第一侧压紧结构示意图;图10为本发明的第二侧压紧结构及其连接结构示意图;图11为本发明的第三侧压紧结构及其连接结构示意图;图12为本发明的第四竖向压紧结构示意图;附图中,各标号所代表的部件列表如下:1.龙门上料机 2.自动铣榫组件 21.第一限位导轨 22.第二限位滑块 23.活动支撑架 24.铣榫机 25.螺纹杆 26.减速机 27.机架 28.固定支撑架 29.连接座 3.接长装置 31.接长工作台 32.第二输送机构 33.推动块 34.支撑底板 35.第一侧压紧结构 351.第一侧气缸 352.第一侧导向杆 353.第一l形支撑板 354.l形滑板 355.第一侧轮 36.第二侧压紧结构 361.第二侧气缸 362.第二滑轨 363.第二横板 364.第二直滑块 365.第二滑动板 366.第二侧轮 37.l形支撑座 38.传送带 39.第四竖向压紧结构 391.n形板 392.第四竖直气缸 393.横支撑板 394.l形弧形板 395.第四直轮 310.第三竖向压紧结构 3101.第三直导杆 3102.第三竖直气缸 3103.第三z形板 3104.l形压板 311.第二竖向压紧结构 3111.第二z形板 3112.第二竖直气缸 3113.第二直导轨 3114.第二直轮 3115.l形连接板 3114.第二直轮 312.第一竖向压紧结构 3121.第一直轮 3122.顶箱 313.滑动支撑板 314.第三侧压紧结构 3141.楔形夹板 3142.第三横板 3143.第三侧气缸 3144.第二横底板 3145.第二直导轨 3146.第二直滑块 315.锯齿形支撑板 316.打胶机 4.出料台 5.贴码机 6.锯切组件 7.料车 8.直限位杆 9.第一横向限位杆 10.第二横向限位杆 11.限位
机构 111.侧直板 112.主工作台 113.纵向气缸 114.纵向限位挡板 115.竖向限位挡块 116.第一顶升气缸 12.纵向滑移导轨 13.侧横板 14.翻转结构 141.第三顶升气缸 142.传送皮带 143.导向轮 144.驱动轮 145.第一推手 146.第一驱动电机 147.辅工作台 15.第一输送机构 151.第二顶升气缸 152.滑移电机 153.l形推动板 154.第二限位滑块 155.连接板 156.齿轮 157.传动齿条。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
19.下面结合实施例对本发明作进一步的描述。
实施例
20.如图1-3所示,能保持多层板条木连接处平整度的接长设备及接长工艺,包括龙门上料机1、出料台4、锯切组件6,自动铣榫组件2,位于龙门上料机1的下方,自动铣榫组件2包括设置在机架27上的固定铣榫端以及活动铣榫端,固定铣榫端与活动铣榫端相对设置,活动铣榫端通过纵向导向机构与固定铣榫端连接,固定铣榫端与活动铣榫端开设的铣榫槽相互咬合;自动铣榫组件2可根据柔性条木长度进行调节;活动铣榫端包括活动支撑架23、铣榫机24;活动铣榫端包括固定支撑架28和铣榫机24,铣榫机24分别安装于活动支撑架23和固定支撑架28上,固定支撑架28上安装于机架27一端;纵向导向机构安装于机架27另一端,纵向导向机构包括第一限位导轨21、第二限位滑块22、螺纹杆25、减速机26以及连接座29,活动铣榫端通过固定连接的第二限位滑块与第一限位导轨连接,螺纹杆25的一端通过连接座29与活动铣榫端的活动支撑架23连接,螺纹杆25的另一端与减速机26连接,减速机26设置在固定铣榫端,第一限位导轨21与螺纹杆25的轴线相互平行,第一限位导轨21至少两根;两组铣榫机24开设的铣榫槽实现相互咬合,自动铣榫组件2的铣榫机24之间距离可根据柔性条木长度进行调节处理,使得接长设备适合不同长度的柔性条木进行使用,提升了适应性;自动铣榫组件还包括两对限位机构11,两对限位机构11分别设置在固定铣榫端以及活动铣榫端,每对限位机构11包括一个纵向限位挡板114以及一个竖向限位挡块115,纵向限位挡板114通过纵向气缸113设置在侧直板111上,纵向限位挡板114可在纵向气缸113的推动下在主工作台112上滑移,竖向限位挡块115通过第一顶升气缸116设置在侧直板111上。
21.如图2-5所示,自动铣榫组件2的活动支撑架23和固定支撑架28连接有用于整排柔性条木支撑限位的限位机构11,限位机构11还包括包括侧直板111、主工作台112,侧直板111的外部安装在活动支撑架23和固定支撑架28的内壁上,侧直板111的顶部固定连接有主
工作台112,侧直板111的前端内壁固定连接有纵向气缸113,纵向气缸113的输出端固定连接有与主工作台112贴合滑动连接的纵向限位挡板114,侧直板111在主工作台112的后端处固定连接有第一顶升气缸116,第一顶升气缸116的输出端固定连接有竖向限位挡块115,方便对整排的柔性条木夹紧支撑,保证了铣榫机24加工稳定性;如图2-6所示,限位机构11的侧直板111侧壁连接有侧横板13,侧横板13与纵向滑移导轨12连接。
22.如图1-6所示,翻转结构14包括第三顶升气缸141、第一推手145、辅工作台147,第三顶升气缸141设置在机架上,辅工作台147设置在第三顶升气缸141的输出端,第一推手145通过第三顶升气缸141设置在第一输送机构15上,第一输送机构15设置在机架27上。
23.翻转结构14还包括、传送皮带142、导向轮143、驱动轮144以及第一驱动电机146,侧直板111在纵向气缸113的前端处固定连接有第三顶升气缸141,第三顶升气缸141的输出端固定连接有辅工作台147,侧直板111的内壁通过轴承均匀固定连接有导向轮143,导向轮143的外壁活动连接有传送皮带142,且传送皮带142的顶部与侧直板111的顶部齐平,侧直板111的外壁固定连接有第一驱动电机146,第一驱动电机146的输出固定连接有驱动轮144,驱动轮144的底部与传送皮带142的内壁滑动连接,纵向滑移导轨12的前端连接有第一推手145,翻转结构14用于铣榫后柔性条木翻面,便于开设铣榫槽的柔性条木翻面,将柔性条木的铣榫槽朝上设置;如图4和5所示,第一输送机构15包括纵向滑移导轨12、滑移电机152、传动齿条157,纵向滑移导轨12以及传动齿条157设置在机架27上,滑移电机152通过齿轮156与传动齿条157连接,顶升气缸51与滑移电机152通过连接板155连接,连接板155通过第二限位滑块154与纵向滑移导轨12连接。
24.第一输送机构15还包括l形推动板153,侧横板13的底部固定连接有传动齿条157,连接板155的内壁固定连接有第二顶升气缸151和滑移电机152,第二顶升气缸151的顶部固定连接有l形推动板153,滑移电机152的输出端固定连接有与传动齿条157配合使用的齿轮156,滑移电机152的外壁固定连接有与纵向滑移导轨12配合使用的第二限位滑块154,第一输送机构15结构和第一推手145结构相同,方便将翻面的柔性条木移动至接长工作台31内,翻面后的柔性条木的顶面和底面精度更高,柔性条木接长后整体精度高;如图1和2所示,自动铣榫组件2的第一限位导轨21的前端还连接有限位结构,限位结构包括直限位杆8、第一横向限位杆9和第二横向限位杆10,第一限位导轨21的左侧壁固定连接有第二横向限位杆10和第一横向限位杆9,第一横向限位杆9的长度比第二横向限位杆10的长度长,第二横向限位杆10的前端固定连接有直限位杆8,料车7的侧壁与直限位杆8和第一横向限位杆9侧壁贴合接触,限位结构内卡接有料车7,方便龙门上料机1将料车7上整排的柔性条木进行吸取;如图1、6-12所示,接长装置3,通过第一输送机构与翻转机构连接,锯切组件6位于接长装置3远离翻转结构的一端,锯切组件6输出至出料台4。
25.接长装置3包括接长工作台31、第二输送机构32、接长导向机构以及接长机构,接长工作台31设置在机架27上,第二输送机构32、接长机构依次设置在接长工作台31右侧;接长工作台31,接长工作台31的前侧壁与机架27的后侧壁连接,接长工作台31的前侧壁固定连接有第二输送机构32,第二输送机构32优选地选用直线模组滑台,第二输送
机构32连接有用于驱动两组柔性条木同步移动的推动块33;接长导向机构包括第一竖向压紧结构312、第一侧压紧结构35、第二竖向压紧结构311以及第二侧压紧结构36,第一竖向压紧结构312设置在接长工作台31出料侧上,第一侧压紧结构35设置第一竖向压紧结构312底部两侧,第二侧压紧结构36设置第一侧压紧结构出料端,第二竖向压紧结构311设置第二侧压紧结构36上方,第一竖向压紧结构312、第一侧压紧结构35、第二竖向压紧结构311以及第二侧压紧结构36的轴线与待接长条木的轴线垂直;支撑底板34的顶部固定连接有滑动支撑板313,第一竖向压紧结构312设置在滑动支撑板313的顶部,第一侧压紧结构35对称设置滑动支撑板313的前后端,第二侧压紧结构36对称设置在滑动支撑板313的前后端;第一竖向压紧结构312包括第一直轮3121和顶箱3122,顶箱3122安装在接长工作台31的右端顶部处,顶箱3122的底部通过固定连接的转轴转动连接有第一直轮3121,且第一直轮3121设置滑动支撑板313的正上方,第一直轮3121的底部与柔性条木顶部滑动连接;第一侧压紧结构35包括第一侧气缸351、第一侧导向杆352、第一l形支撑板353、l形滑板354和第一侧轮355,第一l形支撑板353固定安装在支撑底板34的顶部,支撑底板34的直立部位外壁固定连接有第一侧气缸351,第一侧气缸351的输出端固定连接有第一侧轮355,第一侧轮355的横向部位顶部通过固定连接的轴承均匀转动连接有l形滑板354,l形滑板354与柔性条木的侧壁滑动连接,第一侧轮355的侧壁固定连接有第一侧导向杆352,第一侧导向杆352与第一l形支撑板353直立部位开设的滑孔滑动连接;第二侧压紧结构36包括第二侧气缸361、第二滑轨362、第二横板363、第二直滑块364、第二滑动板365和第二侧轮366,第二横板363安装在支撑底板34的顶部,第二横板363的顶部固定连接有第二直滑块364,第二横板363的顶部外端固定连接有第二侧气缸361,第二侧气缸361的输出端固定连接有第二滑动板365,第二滑动板365的底部固定连接有与第二直滑块364配合使用的第二滑轨362,第二滑动板365的里端底部通过固定连接的轴承均匀转动连接有第二侧轮366,第二侧轮366与柔性条木侧壁滑动连接;第二竖向压紧结构311包括第二z形板3111、第二竖直气缸3112、第二直导轨3113、第二直轮3114和l形连接板3115,第二z形板3111固定安装在第二滑动板365的顶部里端,第二滑动板365的顶部固定连接有第二竖直气缸3112,第二竖直气缸3112的底部固定连接有l形连接板3115,l形连接板3115的内壁通过固定连接的轴承均匀固定连接有第二直轮3114,第二直轮3114的底部与柔性条木顶部滑动连接,l形连接板3115的顶部固定连接有第二直导轨3113,第二z形板3111通过开设的滑孔与第二直导轨3113滑动连接;接长机构包括打胶机316、第三侧压紧结构314、第三竖向压紧结构310、第四竖向压紧结构39,打胶机316设置待接长条木的接长部位上方处,打胶机316设置第二侧压紧结构36处理端,第三侧压紧结构314设于打胶机316右侧,第三竖向压紧结构310设置在第三侧压紧结构314上方,第四竖向压紧结构39设置第三竖向压紧结构310处理端,第三侧压紧结构314、第三竖向压紧结构310、第四竖向压紧结构39与待接长条木的轴线垂直,第四竖向压紧结构39的内壁连接有传送带38;第三侧压紧结构314包括楔形夹板3141、第三横板3142、第三侧气缸3143、第二横底板3144、第二直导轨3145和第二直滑块3146,第二横底板3144安装在支撑底板34的顶部,
第二横底板3144的顶部固定连接有第二直滑块3146,第二横底板3144的外端固定连接有第三侧气缸3143,第三侧气缸3143的输出端固定连接有第三横板3142,第三横板3142的底部固定连接有与第二直滑块3146限位滑动连接的第二直导轨3145,第三横板3142的里端固定连接有楔形夹板3141,且楔形夹板3141的内壁与柔性条木侧壁滑动连接;第三竖向压紧结构310包括第三直导杆3101、第三竖直气缸3102、第三z形板3103和l形压板3104,第三横板3142里端顶部固定连接有第三z形板3103,第三z形板3103固定连接有第三竖直气缸3102,第三竖直气缸3102输出端固定连接有l形压板3104,l形压板3104的顶部固定连接有第三直导杆3101,第三z形板3103通过滑孔与第三直导杆3101滑动连接,l形压板3104的底部与柔性条木顶部滑动连接;第四竖向压紧结构39包括n形板391、第四竖直气缸392、横支撑板393、l形弧形板394和第四直轮395,第四直轮395对称安装在支撑底板34的右端,第四直轮395的左右对称固定连接有第四竖直气缸392,第四竖直气缸392的输出端固定连接有横支撑板393,横支撑板393的固定连接有l形弧形板394,l形弧形板394的内壁之间通过固定连接的轴承均匀转动连接有第四直轮395,第四直轮395的底部与柔性条木顶部滑动连接;第一竖向压紧结构312、第一侧压紧结构35、第二侧压紧结构36、第二竖向压紧结构311、第三侧压紧结构314、第三竖向压紧结构310和第四竖向压紧结构39的内壁均设有感应开关。
26.第二输送机构32和推动块33推动第一排柔性条木移动至第一侧压紧结构35开关处时,第一侧压紧结构35启动对第一排的两组柔性条木夹紧,夹紧后第一竖向压紧结构312随后下压第一排的两组柔性条木,依次到达第二侧压紧结构36开关处时,第二侧压紧结构36压紧,第二竖向压紧结构311压紧;推动块33继续向前推送,直到第一排的两组柔性条木端部到达第四竖向压紧结构39开关处时,推动块33后退,第一排的两组柔性条木通过传送带38带向前运动,同时推动块33后退继续推送第二排的两组柔性条木移动,当第一第一排的两组柔性条木尾部至第三侧压紧结构314开关处,第三侧压紧结构314对第一排的两组柔性条木压紧,随后第三竖向压紧结构310下压,打胶机315接着第一排的两组柔性条进行喷胶处理,推动块33将第二排的两组柔性条木压向第一排的两组柔性条,同时保压一定时间,松开第三竖向压紧结构310和第三侧压紧结构314,传送带38继续输送,依次类推连续接长,实现柔性条木接长处理,接长工作可自动化完成,无需人工操作,加工省时省力,利于企业快速生产,同时,接长装置可对两排柔性条木进行同时接长,进一步提升速度,而且,接长后工件铣榫槽向上,与后道木门龙骨架生产工序方向一致,偏于后道自动化生产。
27.支撑底板34的右端顶部固定连接有锯齿形支撑板315,且锯齿形支撑板315设置在第三竖向压紧结构310下方。
28.如图1所示,接长装置3的出料端侧壁处连接有用于打码的贴码机5,贴码机5的打码枪正对传送带38的上方处,接长装置3的出料端连接有锯切组件6,锯切组件6连接有出料台4。
29.为了更好地实现本发明的目的,本发明还提供了一种能保持多层板条木连接处平整度的连续接长工艺,包括如下步骤:s10龙门上料机1将料车7上整排的柔性条木吸附到限位机构11的主工作台112顶部上,第一顶升气缸116带动竖向限位挡块115向上移动,然后纵向气缸113带动纵向限位挡
板114移动,竖向限位挡块115和纵向限位挡板114对整排的柔性条木夹持固定,根据柔性条木长度,自动铣榫组件2的减速机26带动螺纹杆25转动,螺纹杆25通过连接座29带动活动支撑架23移动,活动支撑架23带动第二限位滑块22在第一限位导轨21上移动,活动支撑架23带动活动支撑架23连接的铣榫机24移动,铣榫机24之间距离可根据柔性条木长度进行调节处理,使得接长设备适合不同长度的柔性条木进行使用,提升了适应性,自动铣榫组件2对柔性条木端部进行开设铣榫槽,多层板条木的堆叠方向由下至上逐层堆叠;s20翻转结构14的第三顶升气缸141、第一驱动电机146和第一推手145,第三顶升气缸141推动辅工作台147向上移动,辅工作台147推动柔性条木向上移动,第一推手145推动辅工作台147上的柔性条木移动,柔性条木与辅工作台147分离时柔性条木翻转90
°
,将柔性条木进行翻面将铣榫槽朝上设置,第一驱动电机146通过传送皮带142、导向轮143和驱动轮144驱动柔性条木至侧直板111的右端顶部,然后第一输送机构15的第二顶升气缸151带动l形推动板153移动,带动滑移电机152带动齿轮156转动,齿轮156与传动齿条157配合驱动l形推动板153移动,l形推动板153将柔性条木输送至接长装置3内,从辅工作台147上翻转90
°
后落至第一输送机构15;s30翻转后的条木通过第一输送机构15输送至接长装置内,第二输送机构32和推动块33推动第一排柔性条木移动至第三竖向压紧结构310后,第三竖向压紧结构310和第四竖向压紧结构39配合对第一排的两组柔性条木的顶部分别夹紧,第三侧压紧结构314对第一排的两组柔性条木的侧壁分别夹紧,实现同排的柔性条木相互贴合接触好,打胶机316对第一排柔性条木的铣榫槽打胶处理,然后第二输送机构32和推动块33推动第一排柔性条木移动至第一侧压紧结构35开关处时,第一侧压紧结构35启动对第一排的两组柔性条木夹紧,夹紧后第一竖向压紧结构312随后下压第一排的两组柔性条木,依次到达第二侧压紧结构36开关处时,第二侧压紧结构36压紧,第二竖向压紧结构311压紧;推动块33继续向前推送,直到第一排的两组柔性条木端部到达第四竖向压紧结构39开关处时,推动块33后退,第一排的两组柔性条木通过传送带38带向前运动,同时推动块33后退继续推送第二排的两组柔性条木移动,当第一第一排的两组柔性条木尾部至第三侧压紧结构314开关处,第三侧压紧结构314对第一排的两组柔性条木压紧,随后第三竖向压紧结构310下压,打胶机315接着第一排的两组柔性条进行喷胶处理,推动块33将第二排的两组柔性条木压向第一排的两组柔性条,同时保压一定时间,松开第三竖向压紧结构310和第三侧压紧结构314,传送带38继续输送,依次类推连续接长,接长后移动贴码机5处进行打码,然后锯切组件6对接长后的柔性条木进行定长截断,然后移动至出料台4上,实现柔性条木接长处理,接长工作可自动化完成,无需人工操作,加工省时省力,利于企业快速生产,同时,接长装置可对两排柔性条木进行同时接长,进一步提升速度,而且,接长后工件铣榫槽向上,与后道木门龙骨架生产工序方向一致,偏于后道自动化生产。
30.其中,步骤s30当前一根条木靠近自动铣榫组件的一端经接长导向机构运送至接长机构位置处后,后二根条木远离自动铣榫组件的一端经接长导向机构运送至接长机构位置处与第一根条木进行接长。
31.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。
而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
32.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1