一种抗冲击的组合人造板及其制造方法与流程
1.本发明涉及人造板技术领域,具体为一种抗冲击的组合人造板及其制造方法。
背景技术:
2.人造板是以木材或其他非木材植物为原料,经一定机械加工分离成各种单元材料后,施加或不施加胶粘剂和其他添加剂胶合而成的板材或模压制品,主要包括胶合板、刨花(碎料)板和纤维板等三大类产品,其延伸产品和深加工产品达上百种。
3.现有的人造板在压贴过程中,容易受基材水份高带来的压贴缺陷,同时现有的人造板抗冲击性能较差,在使用时按压易产生凹坑,常因发生尖锐物品意外撞击导致人造板表面凹坑或直接破碎,而使得由此人造板建造而成的家具或台面的外观变差。
技术实现要素:
4.为实现以上能减小水份对基材压贴带来的影响,具有较强的抗冲击性能的目的,本发明通过以下技术方案予以实现:一种抗冲击的组合人造板,包括内芯层,所述内芯层的两面设置有第一平滑饰面层与第二平滑饰面层。
5.进一步的,所述内芯层选取多层胶合板、细木工板或齿接板,且两面喷胶。
6.进一步的,所述第一平滑饰面层与第二平滑饰面层为装饰纸、再生纸、无纺布、竹纤板或科技木中的,两种或者多种叠加形成,各胶纸组和基材层在1000-3000t/
㎡
的压力下压合成平整坚固的饰面板体,且厚度均为0.8-3mm。
7.一种抗冲击的组合人造板制造方法,包括以下步骤:
8.s1、将刨花板或木质纤维与胶黏剂分别加入胶水搅拌机中,搅拌均匀;
9.s2、然后将搅拌好的混合胶黏剂均匀铺装在两面对面放置的胶合板之间;
10.s3、将钢板安装在热压机上热压板上,调整好热压机的温度、压力和压贴时间;
11.s4、将初步粘黏的胶合板,放进热压机热压板中心处,控制热压机下降闭合并加压,得到内芯层;
12.s5、取出内芯层,将其四周的残留物清理干净并自然放置一段时间;
13.s6、把内芯层竖直放置,将两面进行喷胶,再将第一平滑饰面层与第二平滑饰面层分别平铺在内芯层的两面,然后将三者的组合体一起放进热压机热压板中心处,控制热压机下降闭合并加压,得到半成品人造板;
14.s7、取出半成品人造板,将其四周的残留物清理干净并自然放置一段时间;
15.s8、按电脑锯的操作要求,输入裁板规格,完成对人造板成品的锯切与修边,得到成品人造板;
16.s9、使用锉刀对成品人造板进行四边修边,清理干净成品板表面后堆垛、打包,完成对产品板的制作。
17.进一步的,所述s1中搅拌时间为5-10min,搅拌速度为200-400r/min。
18.进一步的,所述s1中的胶黏剂为三聚氰胺胶水。
19.进一步的,所述s4中热压机的温度为100-130℃,压力为20-30mpa,压贴时间为300-400s。
20.进一步的,所述s6中热压机的温度为80-100℃,压力为9-20mpa,压贴时间为200-350s。
21.进一步的,所述s4与s6中热压机的上热压板与钢板之间以及下热压板与钢板之间均设有缓冲垫。
22.与现有技术相比,本发明具有以下有益效果:
23.1、该抗冲击的组合人造板及其制造方法,通过刨花板或木质纤维与三聚氰胺胶水增加了内芯层的抗冲击性能,再通过第一平滑饰面层与第二平滑饰面层是由多层材料叠加压制而形成饰面板体,进一步增加了板材的抗冲性能,从而达到了具有较强的抗冲击性能的效果。
24.2、该抗冲击的组合人造板及其制造方法,通过先对内芯层进行压制,然后再进行组合压制的制造方法,最大限度地解决了长期以来压贴胶合板、细木工板、定向刨花板等人造板受基材水份影响带来的压贴缺陷,从而达到了能减小水份对基材压贴带来的影响的效果。
附图说明
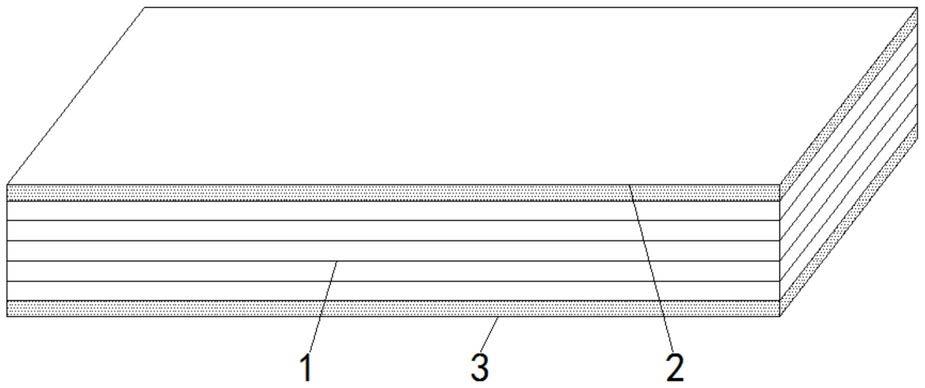
25.图1为本发明结构整体示意图;
26.图2为本发明结构整体剖视示意图;
27.图3为本发明结构内芯层部分示意图。
28.图中:1、内芯层;2、第一平滑饰面层;3、第二平滑饰面层。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.该抗冲击的组合人造板及其制造方法的实施例如下:
31.实施例一
32.请参阅图1-图3,一种抗冲击的组合人造板,包括内芯层1,内芯层1选取多层胶合板、细木工板或齿接板,且两面喷胶,内芯层1的两面设置有第一平滑饰面层2与第二平滑饰面层3,第一平滑饰面层2与第二平滑饰面层3为装饰纸、再生纸、无纺布、竹纤板或科技木中的,两种或者多种叠加形成,各胶纸组和基材层在1000t/
㎡
的压力下压合成平整坚固的饰面板体,且厚度均为0.8mm。
33.一种抗冲击的组合人造板制造方法,包括以下步骤:
34.s1、将刨花板或木质纤维与胶黏剂分别加入胶水搅拌机中,搅拌均匀;
35.s2、然后将搅拌好的混合胶黏剂均匀铺装在两面对面放置的胶合板之间;
36.s3、将钢板安装在热压机上热压板上,调整好热压机的温度、压力和压贴时间;
37.s4、将初步粘黏的胶合板,放进热压机热压板中心处,控制热压机下降闭合并加
压,得到内芯层1;
38.s5、取出内芯层1,将其四周的残留物清理干净并自然放置一段时间;
39.s6、把内芯层1竖直放置,将两面进行喷胶,再将第一平滑饰面层2与第二平滑饰面层3分别平铺在内芯层1的两面,然后将三者的组合体一起放进热压机热压板中心处,控制热压机下降闭合并加压,得到半成品人造板;
40.s7、取出半成品人造板,将其四周的残留物清理干净并自然放置一段时间;
41.s8、按电脑锯的操作要求,输入裁板规格,完成对人造板成品的锯切与修边,得到成品人造板;
42.s9、使用锉刀对成品人造板进行四边修边,清理干净成品板表面后堆垛、打包,完成对产品板的制作。
43.s1中搅拌时间为5min,搅拌速度为200r/min。
44.s1中的胶黏剂为三聚氰胺胶水。
45.s4中热压机的温度为100℃,压力为20mpa,压贴时间为300s。
46.s6中热压机的温度为80℃,压力为9mpa,压贴时间为200s。
47.s4与s6中热压机的上热压板与钢板之间以及下热压板与钢板之间均设有缓冲垫。
48.实施例二
49.请参阅图1-图3,一种抗冲击的组合人造板,包括内芯层1,内芯层1选取多层胶合板、细木工板或齿接板,且两面喷胶,内芯层1的两面设置有第一平滑饰面层2与第二平滑饰面层3,第一平滑饰面层2与第二平滑饰面层3为装饰纸、再生纸、无纺布、竹纤板或科技木中的,两种或者多种叠加形成,各胶纸组和基材层在3000t/
㎡
的压力下压合成平整坚固的饰面板体,且厚度均为3mm。
50.一种抗冲击的组合人造板制造方法,包括以下步骤:
51.s1、将刨花板或木质纤维与胶黏剂分别加入胶水搅拌机中,搅拌均匀;
52.s2、然后将搅拌好的混合胶黏剂均匀铺装在两面对面放置的胶合板之间;
53.s3、将钢板安装在热压机上热压板上,调整好热压机的温度、压力和压贴时间;
54.s4、将初步粘黏的胶合板,放进热压机热压板中心处,控制热压机下降闭合并加压,得到内芯层1;
55.s5、取出内芯层1,将其四周的残留物清理干净并自然放置一段时间;
56.s6、把内芯层1竖直放置,将两面进行喷胶,再将第一平滑饰面层2与第二平滑饰面层3分别平铺在内芯层1的两面,然后将三者的组合体一起放进热压机热压板中心处,控制热压机下降闭合并加压,得到半成品人造板;
57.s7、取出半成品人造板,将其四周的残留物清理干净并自然放置一段时间;
58.s8、按电脑锯的操作要求,输入裁板规格,完成对人造板成品的锯切与修边,得到成品人造板;
59.s9、使用锉刀对成品人造板进行四边修边,清理干净成品板表面后堆垛、打包,完成对产品板的制作。
60.s1中搅拌时间为10min,搅拌速度为400r/min。
61.s1中的胶黏剂为三聚氰胺胶水。
62.s4中热压机的温度为130℃,压力为30mpa,压贴时间为400s。
63.s6中热压机的温度为100℃,压力为20mpa,压贴时间为350s。
64.s4与s6中热压机的上热压板与钢板之间以及下热压板与钢板之间均设有缓冲垫。
65.实施例三
66.请参阅图1-图3,一种抗冲击的组合人造板,包括内芯层1,内芯层1选取多层胶合板、细木工板或齿接板,且两面喷胶,内芯层1的两面设置有第一平滑饰面层2与第二平滑饰面层3,第一平滑饰面层2与第二平滑饰面层3为装饰纸、再生纸、无纺布、竹纤板或科技木中的,两种或者多种叠加形成,各胶纸组和基材层在1000-3000t/
㎡
的压力下压合成平整坚固的饰面板体,且厚度均为0.8-3mm。
67.一种抗冲击的组合人造板制造方法,包括以下步骤:
68.s1、将刨花板或木质纤维与胶黏剂分别加入胶水搅拌机中,搅拌均匀;
69.s2、然后将搅拌好的混合胶黏剂均匀铺装在两面对面放置的胶合板之间;
70.s3、将钢板安装在热压机上热压板上,调整好热压机的温度、压力和压贴时间;
71.s4、将初步粘黏的胶合板,放进热压机热压板中心处,控制热压机下降闭合并加压,得到内芯层1;
72.s5、取出内芯层1,将其四周的残留物清理干净并自然放置一段时间;
73.s6、把内芯层1竖直放置,将两面进行喷胶,再将第一平滑饰面层2与第二平滑饰面层3分别平铺在内芯层1的两面,然后将三者的组合体一起放进热压机热压板中心处,控制热压机下降闭合并加压,得到半成品人造板;
74.s7、取出半成品人造板,将其四周的残留物清理干净并自然放置一段时间;
75.s8、按电脑锯的操作要求,输入裁板规格,完成对人造板成品的锯切与修边,得到成品人造板;
76.s9、使用锉刀对成品人造板进行四边修边,清理干净成品板表面后堆垛、打包,完成对产品板的制作。
77.s1中搅拌时间为5-10min,搅拌速度为200-400r/min。
78.s1中的胶黏剂为三聚氰胺胶水。
79.s4中热压机的温度为100-130℃,压力为20-30mpa,压贴时间为300-400s。
80.s6中热压机的温度为80-100℃,压力为9-20mpa,压贴时间为200-350s。
81.s4与s6中热压机的上热压板与钢板之间以及下热压板与钢板之间均设有缓冲垫。
82.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1