一种基于图像识别的自动特种绣方法及系统与流程
1.本发明属于绣花机技术领域,涉及一种基于图像识别的自动特种绣方法及系统。
背景技术:
2.绣花机绣花速度快、效率高,但由于绣框尺寸的限定,不能实现大尺幅的布料一次夹持在绣框上完成绣作,例如窗帘、墙布等。在小幅绣品绣作过程中,操作工人在每绣完一副绣品后需要停机取布并重新将待绣布料夹持到绣框中。在大副绣品刺绣过程中,绣完一个区域后操作工人需要松开布夹重新调整布料位置并重新锁定。中途调整布料位置或更换布料,需要重新对花。
3.在现有技术中,通常采用人工对针的方式实现,耗时耗力,极大程度上影响绣花效率。例如中国专利(公开号cn106149233a)公开的一种自动整匹布绣花机,包括绣花机主体,位于绣花器前侧的收料装置和位于后侧的供料装置,位于机架中部的台板上安装有气动绣框,位于大梁前端的刺布机构与旋线组件上安装有压板机构。
4.在上述方案中基本上能够实现整匹布自动送料刺绣,但在上述方案中,前段布匹完成刺绣后,后端布匹进入绣框,需根据前段布匹绣花位置重新进行人工定位,才能继续后段绣花作业,难以保证绣花的连续性,影响工作效率。
技术实现要素:
5.本发明的目的是针对现有的技术存在上述问题,提出了一种基于图像识别的自动特种绣方法。
6.本发明的目的可通过下列技术方案来实现:一种基于图像识别的自动特种绣方法,包括如下步骤:
7.s1、准备待绣花布匹,布匹上设有标记点,不同的标记点类型可被识别为不同的待绣花类型,自动铺布装置对待绣花布匹进行间歇上料;
8.s2、工业相机拍照,并进行数据处理后,形成标记点类型及坐标数据;
9.s3、将工业相机获取的标记点类型及坐标数据发送至绣花机系统中;
10.s4、绣花机系统根据标记点类型数据切换不同的特种绣花头及特种绣工艺,根据标记位置数据驱动特种绣花头按照设定的绣花路径完成绣花工艺;
11.s5、完成特种绣花后,自动铺布装置继续向前输送待绣花布匹,使得下一轮待绣花布匹进入待绣花框架,如此往复。
12.在上述的一种基于图像识别的自动特种绣方法中,所述的步骤s2中,工业相机是可移动的,通过移动工业相机多次拍照,形成多副照片后合成为整个绣框内的待绣花布匹照片。
13.作为另一种方案,在上述的一种基于图像识别的自动特种绣方法中,所述的步骤s2中,工业相机为多组摆放位置不同的相机,通过不同位置的相机拍摄的照片合成为整个绣框的待绣花布匹照片。
14.在上述的一种基于图像识别的自动特种绣方法中,所述的步骤s2中,利用图像识别技术获得绣框图片后,由计算机识别重复位置后,取中间数据合成为整个绣框的图片,因工业相机正下方位置为最清晰准确的数据,可排除透视关系或拍摄角度引起的图片变形导致数据不准确。
15.在上述的一种基于图像识别的自动特种绣方法中,所述的步骤s2中,工业相机拍摄的数据包含绣框位置数据,用于识别零位,通过零位数据与标记点位置的数据对比计算出标记点位置。
16.在上述的一种基于图像识别的自动特种绣方法中,在所述的步骤s2中,数据处理包括如下步骤:
17.s21、将工业相机拍摄的数据进行灰阶差处理,然后提取特征并找出标记点的图形轮廓;
18.s22、根据步骤s21识别的数据与系统预设的标记类型做比对,形成标记类型数据。如五角星对应多色金片、圆形对应散珠、三角形对应炮珠等;零位为绣框左下角或右下角。
19.s23、根据不同标记类型,取轮廓点的中心作为定位点,读取定位点与零位之间的坐标差,形成标记点的坐标位置。
20.本发明的另一目的在于提供一种基于图像识别的自动特种绣系统,包括:
21.拍照模块,用于对绣框进行拍照并上传至图像识别模块;
22.图像识别模块,用于对工业相机拍照并传输的图像进行标记点类型识别和标记点及绣框位置识别;
23.绣花机系统,用于控制自动铺布、特种绣机头选择和特种绣绣花位置。
24.在上述的在上述的一种基于图像识别的自动特种绣系统中,所述的绣花机系统包括:
25.特种绣控制模块,用于控制特种绣机头根据识别的标记点位置数据进行走针;
26.机头控制模块,用于选择不同标记点类型对应的特种绣机头和特种绣工艺;
27.自动铺布模块,用于控制待绣花布匹的上料、绣框压紧和松开、完成特种绣后下一步进给。
28.在上述的在上述的一种基于图像识别的自动特种绣系统中,所述的特种绣控制模块包括框架y轴驱动单元和机头x轴驱动单元。
29.在上述的在上述的一种基于图像识别的自动特种绣系统中,所述的自动铺布模块包括气框控制单元和送料收料单元。
30.在上述的在上述的一种基于图像识别的自动特种绣系统中,所述的拍照模块还包括照明单元。
31.在上述的在上述的一种基于图像识别的自动特种绣系统中,所述的拍照模块还包括相机移动单元。
32.在上述的在上述的一种基于图像识别的自动特种绣系统中,所述的图像识别模块还包括图像拼接单元。
33.在上述的在上述的一种基于图像识别的自动特种绣系统中,所述的拍照模块采用的是ccd工业相机。
34.与现有技术相比,本自动特种绣系统采用工业相机识别待刺绣布匹的标记点类型
及位置,可实现平绣后的布匹自动铺布,根据平绣后布匹上的标记类型和标记位置自动绣花,将布匹的特种绣工艺与普通平绣分开,方便提升平绣效率,也无需在平绣机上增设多个特种绣花头,具有结构简单,加工效率高,产品一致性好,自动化程度高等优点。
附图说明
35.图1是本基于图像识别的自动特种绣系统的模块图;
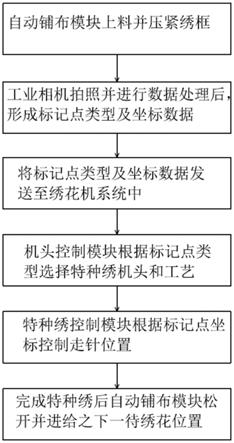
36.图2是本基于图像识别的自动特种绣方法的流程示意图。
具体实施方式
37.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
38.如图1所示,本基于图像识别的自动特种绣系统,包括:
39.拍照模块,用于对绣框进行拍照并上传至图像识别模块;
40.图像识别模块,用于对工业相机拍照并传输的图像进行标记点类型识别和标记点及绣框位置识别;
41.绣花机系统,用于控制自动铺布、特种绣机头选择和特种绣绣花位置。
42.所述的绣花机系统包括:
43.特种绣控制模块,用于控制特种绣机头根据识别的标记点位置数据进行走针;
44.机头控制模块,用于选择不同标记点类型对应的特种绣机头和特种绣工艺;
45.自动铺布模块,用于控制待绣花布匹的上料、绣框压紧和松开、完成特种绣后下一步进给。
46.所述的特种绣控制模块包括框架y轴驱动单元和机头x轴驱动单元。框架y轴驱动单元用于驱动特种绣框架的y向移动,机头x轴驱动单元用于驱动特种绣机头的x向移动。由于特种绣的框架移动和机头驱动为本领域常规技术手段,因此本实施例中不再赘述。
47.所述的自动铺布模块包括气框控制单元和送料收料单元。气框控制单元用于对绣框进行压紧和松开,送料收料单元用于对待绣布匹向前输送,以供气框控制单元张紧和松开待绣花布匹。由于气框控制和送料收料为本领域技术人员常用的驱动方式,因此本实施例中不再赘述。
48.所述的拍照模块还包括照明单元,通过照明单元使得工业相机拍照时增加亮度,提高拍照清晰度,方便后续图片处理。另外,所述的拍照模块还包括相机移动单元,对于大门幅的待绣花布匹,一次拍照无法拍全,且容易产生透视变形,因此采用移动单元移动相机位置,多次拍照后通过计算机系统拼接,能更加准确的还原待绣花框架的平面结构,移动单元为本领域技术人员常规设计,因此本实施例中不再赘述。所述的图像识别模块还包括图像拼接单元,用于将多组照片拼接为完整的绣框,所述的拍照模块采用的是ccd工业相机,ccd工业相机具有拍照速度快,清晰度高的优点,适用于工业应用。
49.如图2所示,本基于图像识别的自动特种绣方法,包括如下步骤:
50.s1、准备待绣花布匹,布匹上设有标记点,不同的标记点类型可被识别为不同的待绣花类型,自动铺布装置对待绣花布匹进行间歇上料;
51.s2、工业相机拍照,并进行数据处理后,形成标记点类型及坐标数据;
52.s3、将工业相机获取的标记点类型及坐标数据发送至绣花机系统中;
53.s4、绣花机系统根据标记点类型数据切换不同的特种绣花头及特种绣工艺,根据标记位置数据驱动特种绣花头按照设定的绣花路径完成绣花工艺;
54.s5、完成特种绣花后,自动铺布装置继续向前输送待绣花布匹,使得下一轮待绣花布匹进入待绣花框架,如此往复。
55.所述的步骤s2中,工业相机是可移动的,通过移动工业相机多次拍照,形成多副照片后合成为整个绣框内的待绣花布匹照片。作为另一种方案,也可以是采用多组摆放位置不同的相机,通过不同位置的相机拍摄的照片合成为整个绣框的待绣花布匹照片。为提升拍照和拼接照片的准确性,所述的步骤s2中,利用图像识别技术获得绣框图片后,由计算机识别重复位置后,取中间数据合成为整个绣框的图片,因工业相机正下方位置为最清晰准确的数据,可排除透视关系或拍摄角度引起的图片变形导致数据不准确。另外所述的步骤s2中,工业相机拍摄的数据还应包含绣框位置数据,用于识别零位,通过零位数据与标记点位置的数据对比计算出标记点位置。
56.本基于图像识别的自动特种绣方法中,在所述的步骤s2中,数据处理包括如下步骤:
57.s21、将工业相机拍摄的数据进行灰阶差处理,然后提取特征并找出标记点的图形轮廓;
58.s22、根据步骤s21识别的数据与系统预设的标记类型做比对,形成标记类型数据。如五角星对应多色金片、圆形对应散珠、三角形对应炮珠等;零位为绣框左下角或右下角。
59.s23、根据不同标记类型,取轮廓点的中心作为定位点,读取定位点与零位之间的坐标差,形成标记点的坐标位置。
60.本自动特种绣系统采用工业相机识别待刺绣布匹的标记点类型及位置,可实现平绣后的布匹自动铺布,根据平绣后布匹上的标记类型和标记位置自动绣花,将布匹的特种绣工艺与普通平绣分开,方便提升平绣效率,也无需在平绣机上增设多个特种绣花头,具有结构简单,加工效率高,产品一致性好,自动化程度高等优点。
61.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1