一种扁平玻璃纤维织物及其制备方法与流程
1.本发明涉及玻璃纤维织物领域,具体涉及一种扁平玻璃纤维织物的制造方法及扁平玻璃纤维织物。
背景技术:
2.玻璃纤维是一种性能优异的无机非金属材料,种类繁多,具有绝缘性好、耐热性强、抗腐蚀性好、机械强度高的特点,玻璃纤维织物是以玻璃纤维作为经纬线交织形成的织物,由于玻璃纤维的性能特点而受到了广泛的应用。
3.传统的玻璃纤维的制备方法通常是,首先通过对玻纤原丝进行退解、并捻形成捻纱以提高玻璃纤维的可编织性后,再进行浆整、并轴、织布、检验、入库,最终得到玻璃纤维织物。玻纤原丝在退、并过程中,会多次与设备发生摩擦而受到磨损,从而导致原丝的抗拉强度下降,使得制造的玻璃纤维织物的产量和质量均下降。
技术实现要素:
4.因此,本发明要解决的技术问题在于克服现有技术中的在制造玻璃纤维织物的过程中设置退解、并捻步骤导致玻璃纤维织物产量和质量均下降的缺陷,从而提供一种扁平玻璃纤维织物的制造方法及扁平玻璃纤维织物。
5.为解决上述技术问题,本发明采用的技术方案为:
6.一种扁平玻璃纤维织物的制造方法,其特征在于,包括将涂覆有浸润剂的且未并捻的原丝直接作为经纱及纬纱进行整经、引纬并织造的步骤,所述原丝为扁平原丝,原丝的宽度为0.5
‑
1.5mm,直径3.5
‑
7μm,线密度为3.5
‑
22tex。
7.可选的,所述浸润剂的含量占所述原丝总质量的0.8%
‑
2.0%。
8.可选的,所述整经步骤为采用3
‑
16cn的低张力进行整经。
9.可选的,所述织造步骤中,织物组织包括平纹、1/3斜纹、2/2斜纹、四枚缎纹、五枚缎纹、八枚缎纹、复合组织中的至少一种。
10.可选的,所述织造步骤中,经纬密为16
‑
50根/厘米。
11.可选的,所述织造步骤包括采用加长30cm的后梁织造,织造张力为10
‑
50n。
12.可选的,所述织造步骤中,织机转速为80
‑
180转/分。
13.本发明还提供一种扁平玻璃纤维织物,其特征在于,按照上述所有方案中任一项所述的制造方法制造而成。
14.可选的,所述织物平方米克重为20
‑
100g/m2,厚度为0.015
‑
0.08mm。
15.本发明技术方案,具有如下优点:
16.1.本发明提供的扁平玻璃纤维织物的制造方法,通过对原丝的规格进行限定从而获得可编织性好的原丝,采用该原丝可直接进行织造,从而省去了原丝退解并捻的步骤,减少了织造工序,提高了生产效率,同时避免了原丝在退解并捻过程中磨损的情况发生,提高了织物的生产质量。
17.2、本发明提供的扁平玻璃纤维织物的制造方法,通过制定合理的织造工艺参数,采用加长30cm的后梁,张力设定值10
‑
50n,织机转速为200
‑
500转/分进行织造,进一步保证了扁平玻璃纤维织物的质量。
18.3.本发明提供的扁平玻璃纤维织物,由于在制造时取消了退解并捻的步骤,因此消除了原丝因加捻而变得圆整,交织过程中立体空间支撑变大的情况发生,从而可以有效降低织物的厚度,本发明提供的扁平玻璃纤维织物可以在保证强度性能与现有的捻纱织物一致的情况下,厚度减薄20%,有利于扁平玻璃纤维织物增强性能的发挥。
具体实施方式
19.提供下述实施例是为了更好地进一步理解本发明,并不局限于所述最佳实施方式,不对本发明的内容和保护范围构成限制,任何人在本发明的启示下或是将本发明与其他现有技术的特征进行组合而得出的任何与本发明相同或相近似的产品,均落在本发明的保护范围之内。
20.实施例中未注明具体实验步骤或条件者,按照本领域内的文献所描述的常规实验步骤的操作或条件即可进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规试剂产品。
21.实施例1
‑522.实施例1
‑
5涉及一种扁平玻璃纤维织物,其按照如下步骤制备得到:
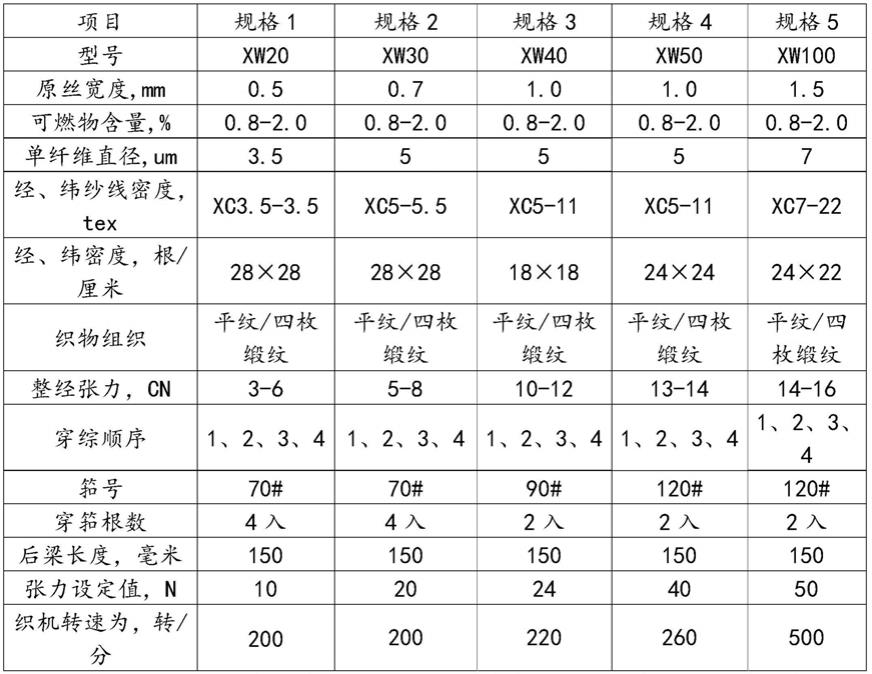
23.1、拉丝:采用长宽比大于3的窄长形漏板拉丝制成扁平原丝,各实施例的原丝规格见表1;
24.2、原丝整经穿综筘工序:丝筒座为直径为200mm
±
5的原丝筒座,将原丝从筒子上引出,组成一幅纱片,张力分4个区域在电磁张力器控制面板上进行设定,采用低张力进行整经;经纱按照工艺要求,采用顺穿法,依次穿过停经片、综丝和钢筘,穿筘工序采用顺序穿法,穿法中数字代表经纱穿在第几页综框上,各实施例的整经张力以及穿筘工序见表1;
25.3、织造工序:剑杆织机采用加长30cm的后梁织造,各实施例及对比例的织造张力及织机转速见表1;
26.4、检验包装入库工序:对坯布进行检验、包装、入库。
27.表1.实施例1
‑
5的扁平玻璃纤维织物的织造工艺参数
[0028][0029]
注:xw20,x代表玻璃纤维原丝的玻璃成分代号,w代表织物,数字代表平方米克重,xc5
‑
5.5,x代表玻璃纤维原丝的玻璃成分代号,c代表连续纤维,5代表单纤维直径为5um,5.5代表原丝线密度为5.5tex。
[0030]
经检测,实施例1提供的织物厚度为0.015
‑
0.018mm,平方米克重为20g/m2,强度为经向:120n/25mm,纬向:118n/25mm,实施例2提供的织物厚度为0.022
‑
0.026mm,强度为经向:188n/25mm,纬向:190n/25mm,平方米克重为30g/m2,实施例3提供的织物厚度为0.028
‑
0.035mm,强度为经向:248n/25mm,纬向:240n/25mm,平方米克重为40g/m2,实施例4提供的织物厚度为0.036
‑
0.044mm,强度为经向:330n/25mm,纬向:325n/25mm方米克重为50g/m
2,
实施例5提供的织物厚度为0.072
‑
0.088mm,强度为经向:600n/25mm,纬向:590n/25mm平方米克重为100g/m2。
[0031]
对比例1
‑2[0032]
对比例1
‑
2涉及一种扁平玻璃纤维织物,其按照如下步骤制备得到:
[0033]
1、拉丝:采用常规漏板拉丝制成近似圆柱原丝,各对比例的原丝规格见表2;
[0034]
2、原丝首先在捻线设备上进行退解1股,然后再并合2股,形成相应线密度的纱线;
[0035]
3、纱线整经穿综筘工序:纱筒座为直径为10mm
±
1的锭杆,将纱线从纱管上引出,组成一幅纱片,张力分4个区域在电磁张力器控制面板上进行设定,进行整经;经纱按照工艺要求,采用顺穿法,依次穿过停经片、综丝和钢筘,穿筘工序采用顺序穿法,穿法中数字代表经纱穿在第几页综框上,各对比例整经张力以及穿筘工序见表2;
[0036]
4、织造工序:剑杆织机采用正常120mm的后梁织造,各对比例的织造张力及织机转速见表2;
[0037]
5、检验包装入库工序:对坯布进行检验、包装、入库。
[0038]
表2.对比例的扁平玻璃纤维织物的织造工艺参数
[0039][0040][0041]
经检测,对比例1提供的织物厚度为0.037
‑
0.045mm,平方米克重为40g/m2,强度为经向:240n/25mm,纬向:234n/25mm,对比例2提供的织物厚度为0.092
‑
0.112mm,强度为经向:585n/25mm,纬向:572n/25mm,平方米克重为100g/m2,
[0042]
通过以上数据对比可以看出本申请区别技术特征生产的实施例1产品厚度比现有常规产品下降22
‑
24%及以上,经向强度高3.33%,纬向强度高2.56%;实施例2产品厚度比现有常规产品下降21.4
‑
21.7%及以上,经向强度高2.56%,纬向强度高3.15%。
[0043]
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1