一种裁床刀冷却装置的制作方法
[0001]
本实用新型涉及一种裁床刀冷却装置,属于服装裁剪制作技术领域。
背景技术:
[0002]
目前布料裁剪生产工序中,通过智能裁床批量裁剪,在裁剪过程中由于裁床刀的震荡量较高,容易引起刀片与布料高速切割摩擦,导致刀片温度升高,导致温度升高对裁剪质量产生一定影响,出现布料层与层之间的粘连的现象,影响裁剪效果,需要降低裁剪层数来改变质量的影响,因此造成工作效率的降低,同时增加生产成本。
技术实现要素:
[0003]
针对现有技术的缺陷,本实用新型提供一种裁床刀冷却装置,以气体为动力将一定速度的空压气量吹向刀的表面从而达到降低裁床刀温度的作用,避免了人工降低刀的震荡频率或者减少布料的裁剪层数,从而提高工作效率,增加产能效益。
[0004]
为了解决所述技术问题,本实用新型采用的技术方案是:一种裁床刀冷却装置,包括空压气源、空压气管、电磁换向阀、可调气嘴和导气管,空压气源经空压气管连接至电磁换向阀,电磁换向阀的电控接口与电源相连,电磁换向阀的出气端通过空压气管连接可调气嘴的一端,可调气嘴的另一端通过空压气管连接导气管,导气管的出气端对准裁床刀。
[0005]
进一步的,导气管穿过压盘轨道延伸至压盘上方,裁床刀设置于压盘上。
[0006]
进一步的,电磁换向阀的电控接口与裁床刀马达的电源相连。
[0007]
进一步的,导气管为铜导气管。
[0008]
进一步的,可调气嘴上设有调节出气量的阀门。
[0009]
本实用新型的有益效果:本实用新型所述裁床刀冷却装置,以气体为动力将一定速度的空压气量吹向刀的表面从而达到降低裁床刀表面温度的作用,避免了人工降低刀的震荡频率降低裁剪效率或者减少布料的裁剪层数,从而提高工作效率,增加产能效益减少了层与层之间的黏连的现象,达到工艺质量要求。
附图说明
[0010]
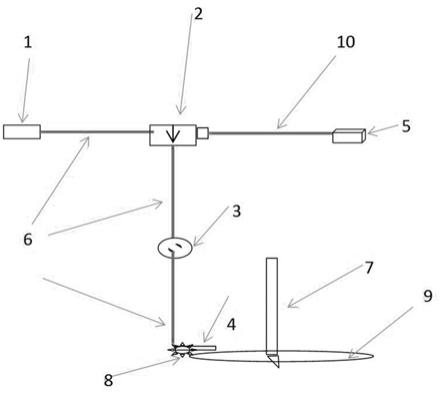
图1为本实用新型的结构示意图;
[0011]
图中:1、空压气源,2、电磁换向阀,3、可调气嘴,4、导气管,5、裁床刀马达电源,6、空压气管,7、裁床刀,8、压盘轨道,9、压盘,10、导线。
具体实施方式
[0012]
下面结合附图和具体实施例对本实用新型作进一步的说明。
[0013]
实施例1
[0014]
本实施例公开一种裁床刀冷却装置,如图1所示,包括空压气源1、电磁换向阀2、可调气嘴3、导气管4、裁床刀马达电源5、空压气管6,空压气源1经空压气管6连接至电磁换向
阀2,电磁换向阀2的电控接口通过导线10连接至裁床刀马达电源5,电磁换向阀2的出气端通过空压气管6连接可调气嘴3的一端,可调气嘴3的另一端通过空压气管6连接导气管4,然后将导气管4调整好角度固定到压盘轨道8上。裁床刀7设置在压盘9上,导气管4的出气端对准裁床刀8.
[0015]
本实施例中,电磁阀2的电控电源取自设备的裁床刀马达电源,所述导气管4为铜导气管,可调气嘴3上设有调节出气量的阀门,铜导气管4固定在设备压盘轨道8上。
[0016]
本实施例所述裁床刀冷却装置工作时,将本装置安装在智能裁床的裁剪头上,然后在进行裁剪工序时,裁床刀马达通电工作,电磁换向阀2接通电源动作,此时有一定压力的空压气流出,气路打开,空压气源1内的气体经过电磁换向阀2、可调气嘴3从导气管4吹出,导气管4的方向直接吹向裁床刀7,裁床刀7在正常工作时会降低一定的温度。可调气嘴3上设有调节出气量的阀门,可根据实际需求调节可调气嘴3的出气量,从而满足生产要求。
[0017]
本实用新型以气体为动力降低裁床刀在工作中的温度,避免了人工降低刀的震荡频率或者减少布料的裁剪层数,降低影响质量的不确定因素,从而提高工作效率,增加产能效益减少了层与层之间的黏连的现象,达到工艺质量要求。
[0018]
以上描述的仅是本实用新型的基本原理和优选实施例,本领域技术人员根据本实用新型做出的改进和替换,属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1