一种具有自动纠偏的成网机的制作方法
1.本实用新型涉及成网机技术领域,尤其涉及一种具有自动纠偏的成网机。
背景技术:
2.在非织造布的生产中,成网机是必不可少的设备。高分子聚合物颗粒或切片进入熔喷装置的喷头的螺旋挤压机后,熔融挤出,再经纺丝、气流牵伸,摆丝机将丝摆放在成网机的网帘上形成纤网,这种纤网是非织造布的基本结构,纤网经由热轧或针刺予以固结,再经张力调节和切边成卷加工即成非织造布。
3.目前,现有的成网机在连续化生产时,成网机网帘滚动过程中会因各辊滚动逐渐向一侧移动,造成网帘一侧磨损,喷出的熔喷布也会因为网帘侧方位移过大造成接收偏差。当成网机网帘发生偏移时,往往会因为纠偏时间长、纠偏精度低,导致网帘磨损,使用寿命缩短,而且影响上下游设备对位衔接,从而降低了自动化生产效率。
技术实现要素:
4.本实用新型的目的在于提供一种能够快速、精确纠正偏移的自动纠偏的成网机。
5.为实现上述目的,本实用新型的一种具有自动纠偏的成网机的具体技术方案为:
6.一种具有自动纠偏的成网机,包括机架和网帘,机架上设置有主动辊和传动辊,主动辊和传动辊通过网帘依次缠绕连接,还包括第一纠偏辊、第二纠偏辊和防偏挡板,两个纠偏辊设置于主动辊和传动辊之间,第一纠偏辊和第二纠偏辊两端分别连接有控制纠偏辊上下运动的驱动机构,防偏挡板设置在机架的两侧;通过设置防偏挡板对跑偏位移过大的网帘进行初步纠正,再通过第一纠偏辊和第二纠偏辊的配合进行精确纠偏。
7.进一步,网帘宽度方向的两侧设置有位移传感器,位移传感器和驱动机构均与控制系统电连接;位移传感器感应到位移信息,通过控制系统根据预设程序对驱动机构发送指令,驱动机构调控第一纠偏辊和第二纠偏辊上下运动对网帘进行精确纠偏。
8.进一步,位移传感器分别设置在第一纠偏辊和第二纠偏辊的两端,位于第一纠偏辊两端的位移传感器将感应的信息反馈给控制系统,控制系统根据预设程序对第一纠偏辊两端的驱动机构发送指令;位于第二纠偏辊两端的位移传感器将感应的信息反馈给控制系统,控制系统根据预设程序对第二纠偏辊两端的驱动机构发送指令。
9.进一步,驱动机构包括支撑架、滑块、导轨、丝杆传动轴和离合器,支撑架固定安装在成网机的侧面,支撑架上设置有纵向的导轨,滑块设置在导轨内且沿着导轨上下滑动,丝杆传动轴穿过滑块内设的螺孔,其两端安装在支撑架的轴承座上,丝杆传动轴一端通过与电机相连,第一纠偏辊和第二纠偏辊的端部球面球轴承分别固定安装于滑块内;驱动机构将旋转运动转换为直线运动,根据控制系统预设程序,纠偏辊两端连接的驱动机构同时配合工作且为不同的工作状态,使纠偏辊整体向网帘一侧倾斜使其轴线与网帘的运动方向形成需要的角度纠正网帘跑偏。
10.进一步,还包括报警装置,报警装置与控制系统电连接,当滑块连续三次向同一边
走偏时,控制系统根据预设程序控制报警装置自动报警,提示及时检查滑块是否在工作区间。
11.进一步,防偏挡板靠近网帘的位置呈凹槽状结构,凹槽状结构的直径大于网帘的厚度,凹槽用于卡接网帘阻止翻网。
12.进一步,控制系统为熔喷plc控制柜。
13.本实用新型一种具有自动纠偏的成网机有益效果在于,通过在机架两侧设置防偏挡板初步纠正偏移较大的网帘,并通过在主动辊和传动辊之间设置两个纠偏辊进行精确纠偏,纠偏辊两端的驱动机构同时配合工作,纠偏和恢复速度比较快,减少网帘的磨损,延长网帘的使用寿命,两个纠偏辊配合,将网帘的偏移距离控制在较小的范围内,纠偏精度高,从而提高了自动化生产的效率。
附图说明
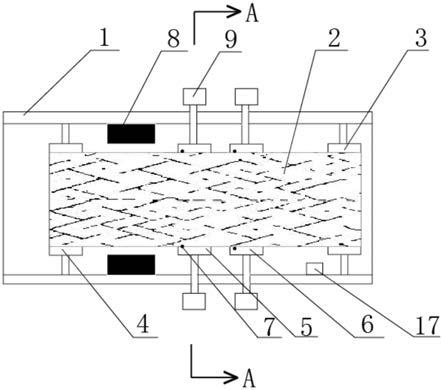
14.图1为本实用新型中成网机俯视结构示意图;
15.图2为本实用新型图1中a
‑
a处截面结构示意图;
16.图3为本实用新型中驱动机构平面结构示意图。
17.标号说明:1、机架;2、网帘;3、主动辊;4、传动辊;5、第一纠偏辊;6、第二纠偏辊;7、位移传感器;8、防偏挡板;9、驱动机构;10、滑块;11、槽孔;12、导轨;13、丝杆传动轴;14、离合器;15、电机;16、支撑架;17、报警装置。
具体实施方式
18.为了更好的了解本实用新型的目的、结构及功能,下面结合附图,对本实用新型的一种具有自动纠偏的成网机做进一步详细的描述。
19.实施例1如图1至图3所示,为本实用新型的一种具有自动纠偏的成网机,包括机架1和网帘2,机架1上设置有主动辊3和传动辊,主动辊3和传动辊通过网帘2依次缠绕连接,还包括第一纠偏辊5、第二纠偏辊6和防偏挡板8,两个纠偏辊设置于主动辊3和传动辊4之间,第一纠偏辊5和第二纠偏辊6两端分别连接有控制纠偏辊上下运动的驱动机构9,防偏挡板8设置在机架1的两侧,防偏挡板8靠近网帘2的位置呈凹槽状结构,凹槽状结构的直径大于网帘2的厚度;通过设置防偏挡板8对跑偏位移过大的网帘2进行初步纠正,且凹槽状结构的防偏挡板8能够卡接网帘2阻止翻网,再通过第一纠偏辊5和第二纠偏辊6的配合进行精确纠正。
20.实施例1中位移传感器设置在网帘2宽度方向的两侧,具体的位于第一纠偏辊5和第二纠偏辊6两端,位移传感器和驱动机构9均与控制系统电连接(控制系统为熔喷plc控制柜,控制系统图中未标出),位移传感器感应到位移信息,并转换为电信号反馈给控制系统,控制系统根据预设程序向驱动机构9发送指令,驱动机构9调控第一纠偏辊5和第二纠偏辊6上下运动对网帘2进行精确纠偏。
21.具体的,位于第一纠偏辊5两端的位移传感器将感应的信息反馈给控制系统,控制系统根据预设程序对第一纠偏辊5两端的驱动机构9发送指令;位于第二纠偏辊6两端的位移传感器将感应的信息反馈给控制系统,控制系统根据预设程序对第二纠偏辊6两端的驱动机构9发送指令。
22.实施例1中驱动机构9包括支撑架16、滑块10、导轨12、丝杆传动轴13和离合器14,支撑架16固定安装在成网机的两侧,支撑架16上设置有纵向的导轨12,滑块10设置在导轨12内且沿着导轨12上下滑动,丝杆传动轴13穿过滑块10内设的螺孔,其两端安装在支撑架16的轴承座上,丝杆传动轴13一端通过离合器14与电机15相连,第一纠偏辊5和第二纠偏辊6的端部球面球轴承分别固定安装于滑块10内;驱动机构9将旋转运动转换为直线运动,根据控制系统预设程序,纠偏辊两端连接的驱动机构9同时配合工作且为不同的工作状态,驱动机构9带动纠偏辊一端向上移动一定距离,另一端向下移动相应的距离,纠偏辊整体向网帘2一侧倾斜使其轴线与网帘2的运动方向形成需要的角度纠正网帘2跑偏。
23.实施例1中还包括报警装置17,报警装置17与控制系统电连接,当滑块10连续三次向同一边走偏时,控制系统根据预设程序控制报警装置17自动报警,提示及时检查滑块10是否在工作区间。
24.下面结合附图对本实用新型的一种具有自动纠偏的成网机的工作过程进行描述:
25.成网机工作时,当网帘2向一侧发生较大偏移,首先设置在机架1上的防偏挡板8初步进行纠正,位于第一纠偏辊5和第二纠偏辊6两端的位移传感器检测到位移偏移信息反馈给控制系统,控制系统对驱动机构9中的电机15发送运行指令,从而带动纠偏辊的两端在机架1的槽孔11内上下运动。当网帘2向左偏移时,位于第一纠偏辊5两端位移传感器首先发出信号给控制系统,控制系统根据预设程序让位于第一纠偏辊5左端的电机15反转,带动固定第一纠偏辊5左端部球面球轴承的滑块10沿导轨12向上移动一定距离,同时,位于第一纠偏辊5右端的电机15正转,带动固定第一纠偏辊5右端部球面球轴承的滑块10沿导轨12向下移动相同的距离,使第一纠偏辊5整体沿轴线向右倾斜所需角度以纠正网帘2偏移;同理,第二纠偏辊6根据位于第二纠偏辊6两侧的位移传感器反馈的信息通过控制系统调控向一侧倾斜进一步调整网帘2的偏移;当网帘2向右偏移时,位于第一纠偏辊5两端位移传感器首先发出信号给控制系统,控制系统根据预设程序让位于第一纠偏辊5右端的电机15反转,带动固定第一纠偏辊5右端部球面球轴承的滑块10沿导轨12向上移动一定距离,同时,位于第一纠偏辊5左端的电机15正转,带动固定第一纠偏辊5左端部球面球轴承的滑块10沿导轨12向下移动相同的距离,使第一纠偏辊5整体沿轴线向左倾斜所需角度以纠正网帘2偏移;同理,第二纠偏辊6根据位于第二纠偏辊6两侧的位移传感器反馈的信息通过控制系统向一侧倾斜所需角度进一步调整网帘2的偏移;纠偏辊两端的驱动机构9同时工作且为不同的工作状态,由于两侧同时配合工作纠偏,纠正和恢复的速度都比较快,第二纠偏辊6进一步调整网帘2偏移,两个纠偏辊协作配合,对网帘2的纠偏精度更高。
26.本实用新型一种具有自动纠偏的成网机,通过在机架两侧设置防偏挡板初步纠正偏移较大的网帘,并通过在主动辊和传动辊之间设置两个纠偏辊进行精确纠偏,纠偏辊两端的驱动机构同时配合工作,纠偏和恢复速度比较快,减少网帘的磨损,延长网帘的使用寿命,两个纠偏辊配合,将网帘的偏移距离控制在较小的范围内,纠偏精度高,从而提高了自动化生产的效率。
27.以上借助具体实施例对本实用新型做了进一步描述,但是应该理解的是,这里具体的描述,不应理解为对本实用新型的实质和范围的限定,本领域内的普通技术人员在阅读本说明书后对上述实施例做出的各种修改,都属于本实用新型所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1