一种用于扁丝纬线精准织造聚酯网的取纬退捻系统的制作方法
1.本实用新型涉及聚酯网生产工艺领域,尤其涉及一种用于扁丝纬线精准织造聚酯网的取纬退捻系统。
背景技术:
2.聚酯网是广泛应用于造纸行业的脱水材料,是80年代初从国外全套引进的设备、技术、材料开始生产的,从此结束了用铜网造纸的时代,大大降低了能源消耗,但在生产一些不同纸种和一些不同型号的造纸机上,聚酯网的使用寿命相当短,随着造纸业的迅猛发展对造纸网的使用要求越来越高,尤其对使用寿命的要求越来越苛刻。
3.三十年来国内外造纸网的生产厂家的工程技术人员们为提高其产品的使用寿命大都从改变网纹编织结构和增加底纬直径的方法来入手欲达到提高造纸网使用寿命的目的,这种方法虽使网子的使用寿命略有提高,但是相应的带来了一些弊端如:加粗底纬直径织造出的网的网面变得粗糙使纸页拨离性变差和改变网纹结构后织出的网子在生产过程中使造纸机的白水浓度增大细小纤维流失过多,造成纸浆无端的浪费等,也有通过使用扁丝来替代圆丝的来提高造纸网使用寿命的方法,但是扁丝在拔丝生产过程中会产生“拧麻花”现象,影响扁丝纬线在织造聚酯网工艺中的使用。
技术实现要素:
4.本实用新型的目的是一种用于扁丝纬线精准织造聚酯网的取纬退捻系统,用于解决现有技术中扁丝在拔丝生产过程中会产生“拧麻花”现象,影响扁丝纬线在织造聚酯网工艺中的使用的技术问题。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种用于扁丝纬线精准织造聚酯网的取纬退捻系统,包括:
7.机壳,内设有间隔布置的第一墙板、第二墙板、以及第三墙板,所述机壳的两端端面、所述第一墙板、第二墙板和第三墙板上分别设有贯穿孔,且所有的所述贯穿孔均在同一轴线上;
8.第一取纬退捻组件,设置在所述第一墙板与第二墙板之间,用于对通入的扁丝纬线进行连续输送和退捻操作,并将经预退捻处理后的扁丝纬线传至下一阶段;
9.第二取纬退捻组件,设置在所述第二墙板与所述第三墙板之间,用于对经所述第一取纬退捻组件处理的扁丝纬线进行缓冲操作;
10.旋转编码器,与所述第一取纬退捻组件连接,用于记录所述第一取纬退捻组件的转速;
11.缓冲电机,其一侧轴端贯穿所述第三墙板后固定于所述第三墙板上,用于将所述扁丝纬线进行缓冲处理并将其由所述机壳上的贯穿孔导出所述机壳。
12.优选地,所述第一取纬退捻组件包括:
13.第一旋转托盘,其通心轴的根部通过轴承安装在所述第一墙板上;所述第一旋转
托盘轴中心设有贯穿通孔;
14.第一退捻辊,设有两个,且分别设置在所述第一旋转托盘上,两个所述第一退捻辊的转向互为相反,两个所述第一退捻辊用于持续传输扁丝纬线并将其连续退捻,且在退捻的同时释放应力进而驱动所述第一旋转托盘旋转;
15.驱动电机,用于驱动两个所述第一退捻辊。
16.优选地,所述第二取纬退捻组件包括:
17.第二旋转托盘,其通心轴的根部通过轴承安装在所述第二墙板上,所述第二旋转托盘轴中心设有贯穿通孔;
18.第二退捻辊,设有两个,且分别设置在所述第二旋转托盘上,两个所述第二退捻辊的转向互为相反,两个所述第二退捻辊用于持续传输扁丝纬线并将其连续退捻,且在退捻的同时释放应力进而驱动所述第二旋转托盘旋转;
19.驱动电机,用于驱动两个所述第二退捻辊。
20.优选地,所述缓冲电机一侧轴端设有u型旋转盘,所述u型旋转盘用于通过摩擦带动所述第二旋转托盘,进而做取纬退捻过程的缓冲调整以及扁丝纬线空间角度的精度校正。
21.优选地,所述第一旋转托盘的通心轴根部区域设有引流取环区,所述引流取环区用于对所述驱动电机和控制线进行引流。
22.优选地,还包括空心导轴,所述空心导轴一端与所述机壳设有贯穿孔的端面连接,另一端与所述缓冲电机的一轴端相接触并留有间隙,所述缓冲电机用于辅助所述缓冲电机顺畅无阻的导出扁丝纬线。
23.优选地,设置于所述机壳的贯穿孔上分别设有瓷眼。
24.优选地,所述机壳为矩形壳。
25.优选地,所述第一取纬退捻组件、所述第二取纬退捻组件、所述旋转编码器、以及所述缓冲电机上分别设有通心轴结构,且各所述通心轴结构安装在同一轴线上。
26.本实用新型的有益效果是:采用两级取纬退捻机构,提高退捻过程的精准性,确保了卡纬的精准度,使得扁丝纬线在织造聚酯网的过程中不受“拧麻花”现象的影响。适用于聚酯扁丝织造聚酯网,通过使用聚酯扁丝取代传统的聚酯圆丝,来织造扁丝纬线的造纸网,从根本上解决使用传统聚酯圆丝织造的造纸网不耐磨的问题,机壳的贯穿孔上分别设有瓷眼,能够减少磨损,进一步增加造纸网的使用寿命。本实用新型提供的系统的适用范围广,可适用于任何一种织网机的储纬器的出口端,增加了装置的实用型。可以通过调整该系统中的转速来实现对于网格幅宽大小的调节。
附图说明
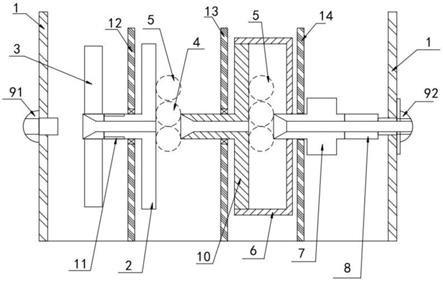
27.图1为本实用新型提出的一种用于扁丝纬线精准织造聚酯网的取纬退捻系统的结构示意图;
28.图中:1、机壳子端面;2、第一旋转托盘;3、旋转编码器;4、第一退捻辊;5、驱动电机;6、转盘;7、缓冲电机;8、空心导轴;91、入口端瓷眼;92、出口端瓷眼;10、第二旋转托盘;11、引流取环区;12、第一墙板;13、第二墙板;14、第三墙板。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
30.请参照图1,一种用于扁丝纬线精准织造聚酯网的取纬退捻系统,包括机壳、第一取纬退捻组件、第二取纬退捻组件、旋转编码器3以及缓冲电机7,机壳内设有间隔布置的第一墙板12、第二墙板13、以及第三墙板14,机壳的两端端面、第一墙板12、第二墙板13和第三墙板14上分别设有贯穿孔,且所有的所述贯穿孔均在同一轴线上;第一取纬退捻组件设置在第一墙板12与第二墙板13之间,用于对通入的扁丝纬线进行连续输送和退捻操作,并将经预退捻处理后的扁丝纬线传至下一阶段;第二取纬退捻组件设置在第二墙板13与第三墙板14之间,用于对经第一取纬退捻组件处理的扁丝纬线进行缓冲操作;旋转编码器3与第一取纬退捻组件连接,用于记录第一取纬退捻组件的转速;缓冲电机7其通心轴的根部通过转轴固定在第三墙板 14上,用于将所述扁丝纬线进行缓冲处理并将其由所述机壳上的贯穿孔导出所述机壳。
31.机壳设有贯穿孔的两个端面分别为机壳子端面1,在机壳内沿机壳长轴方向垂直轴线间隔布置第一墙板12、第二墙板13、以及第三墙板14,扁丝线有机壳的长轴方向依次穿过。
32.扁丝纬线由机壳一端面的贯穿孔插入,经过旋转编码器3的空心轴进入第一取纬退捻组件进行退捻处理,经过第一取纬退捻组件预退捻处理的扁丝纬线进入第二取纬退捻组件即进入取纬退捻缓冲部分,然后经过缓冲电机7的空心轴通孔、并被导出机壳。
33.本实用新型提供的一种用于扁丝纬线精准织造聚酯网的取纬退捻系统,与现有技术相比,采用两级取纬退捻机构,提高退捻过程的精准性,确保了卡纬的精准度,使得扁丝纬线在织造聚酯网的过程中不受“拧麻花”现象的影响。适用于聚酯扁丝织造聚酯网,通过使用聚酯扁丝取代传统的聚酯圆丝,来织造扁丝纬线的造纸网,从根本上解决使用传统聚酯圆丝织造的造纸网不耐磨的问题,机壳的贯穿孔上分别设有瓷眼,能够减少磨损,进一步增加造纸网的使用寿命。本实用新型提供的系统的适用范围广,可适用于任何一种织网机的储纬器的出口端,增加了装置的实用型。可以通过调整该系统中的转速来实现对于网格幅宽大小的调节。
34.需要说明的是,第一取纬退捻组件、第二取纬退捻组件、旋转编码器3、以及缓冲电机7上分别设有通心轴结构(即设有贯穿通孔结构),且各通心轴结构分别与机壳的两端端面(即机壳子端面1)、第一墙板12、第二墙板13和第三墙板14上设有贯穿孔一一对应,并从机壳的入口端到出口端按序排列安装在同一轴线上。建立了扁丝纬线从入口端毫无障碍的经过第一取纬退捻组件的取纬退捻和第二取纬退捻组件的取纬退捻缓冲区,再通过安装在机壳另一端面上安装的空心导轴8,十分顺畅的将精准取纬退捻后的扁丝纬线连续送出机壳。
35.在本实施例中,缓冲电机7的通心轴根部装有轴承、且缓冲电机 7的壳体上装有固定夹,缓冲电机7通过固定夹固定在第三墙板14 上,保证缓冲电机7的正常旋转。
36.在本实施例中,第一取纬退捻组件包括第一旋转托盘2、第一退捻辊4以及驱动电机5,第一旋转托盘2其通心轴的根部通过轴承安装在第一墙板12上;第一旋转托盘2轴中心
设有贯穿通孔;第一退捻辊4设有两个,且分别设置在第一旋转托盘2上,两个第一退捻辊 4的转向互为相反,两个第一退捻辊4用于持续传输扁丝纬线并将其连续退捻,且在退捻的同时释放应力进而驱动第一旋转托盘2旋转;驱动电机5用于驱动两个第一退捻辊4。
37.具体的是,第一旋转托盘2包括托盘部和设置在托盘部一端面的轴体部组成,贯穿通孔穿过轴体部的轴中心并贯穿托盘部。第一取纬退捻组件安装在第一墙板12时,第一旋转托盘2的轴体部穿过第一墙板12上的贯穿孔,且轴体部的直径大小与第一墙板12的贯穿孔的直径大小相适配。更具体的是,轴体部通过轴承安装在第一墙板12 的贯穿孔上。第一旋转托盘2上安装有两个转向互为相反的第一退捻辊4,各第一退捻辊4的轴上分别装有模数相等的齿轮,两个第一退捻辊4分别安装在两个支架上,各支架可延取各第一退捻辊4的轴线水平垂直方向滑动并用弹簧将其拉紧,使得两个第一退捻辊4始终保持相切,两个齿轮相互啮合,且两个第一退捻辊4相切的切线与第一旋转托盘2的贯穿通孔的轴线垂直相交并重合,以确保扁丝能不打滑、且持续的取过来并能准确的对准通心轴孔。第一退捻辊4结构上分别设有弹簧,能够使两个第一退捻辊4回到指定位置,从而显著延长装置使用寿命。
38.驱动电机5为带有驱动齿轮的微型伺服电机,该驱动齿轮与第一退捻辊4装有的齿轮相适配,第一旋转托盘2形状为圆形旋转托盘。圆形旋转托盘上安装有两个第一退捻辊4和退捻用的驱动电机5。
39.第二取纬退捻组件与第一取纬退捻组件结构相同。即第一取纬退捻组件和第二取纬退捻组件的设计,无论是尺寸设计和功能设计是完全一样的。第二取纬退捻组件与第一取纬退捻组件的各旋转托盘结构上都装有一对带滑动支架的退捻辊结构和一个带驱动齿轮的微型司服电机(即驱动电机5)。每对退捻辊结构包括两个退捻辊,两个退捻辊的轴端各装有模数大小的相同的齿轮,两个退捻辊相切,且两齿轮相啮合,两退捻辊的轴线在同一水平面上,两个退捻辊旋转方向互为相反,这样才能保证其在弹簧拉紧的作用下,把聚酯扁丝从两退捻辊相切的缝隙连续不断的碾出,在此同时对拧麻花的扁丝纬线进行退捻(解麻花)作业,扁丝纬线的拧麻花方向决定其作用在退捻辊上的方向,从而作用到旋转托盘结构上并使其旋转。旋转托盘结构的旋转方向是随机的不是互为相反的,理论上线轴上的原料扁丝纬线单位长度下打捻的方向(拧麻花)的方向,打捻的个数是随机的,但有多少个拧麻花点在退捻辊结构退捻时旋转托盘就转多少圈,因此驱动电机 5只用来驱动退捻辊转动,并通过控制它的转速来控制取纬退捻扁丝的长度,从而控制聚酯网面的横向幅宽。发明人巧妙的将扁丝的内聚应力来用于推动旋转托盘结构的旋转。且把第二取纬退捻组件与第一取纬退捻组件设计为一模一样的标准件,而且其都是带有通心轴(即含有贯穿通孔)的标准件,以便于批量生产。
40.具体的是,所述第二取纬退捻组件包括第二旋转托盘10、第二退捻辊以及驱动电机5,第二旋转托盘10其通心轴的根部通过轴承安装在第二墙板13上,第二旋转托盘10轴中心设有贯穿通孔;
41.第二退捻辊设有两个,且分别设置在第二旋转托盘10上,两个第二退捻辊的转向互为相反,两个第二退捻辊用于持续传输扁丝纬线并将其连续退捻,且在退捻的同时释放应力进而驱动第二旋转托盘 10旋转;驱动电机5用于驱动两个第二退捻辊。
42.第二取纬退捻组件与第一取纬退捻组件结构相似,且两个取纬退捻组件的贯穿通孔位于同一轴线上,具体的是,第二旋转托盘10包括托盘部和设置在托盘部一端面的轴体
部组成,贯穿通孔穿过轴体部的轴中心并贯穿托盘部。第二取纬退捻组件安装在第二墙板13时,第二旋转托盘10的轴体部穿过第二墙板13上的贯穿孔,且轴体部的直径大小与第二墙板13的贯穿孔的直径大小相适配。更具体的是,轴体部通过轴承安装在第二墙板13的贯穿孔上。第二旋转托盘10上安装有两个转向互为相反的第二退捻辊,各第二退捻辊的轴上分别装有模数相等的齿轮,两个第二退捻辊分别安装在两个支架上,各支架可延取各第二退捻辊的轴线水平垂直方向滑动并用弹簧将其拉紧,使得两个第二退捻辊始终保持相切,两个齿轮相互啮合,且两个第二退捻辊相切的切线与第二旋转托盘10的贯穿通孔的轴线垂直相交并重合,以确保扁丝能不打滑、且持续的取过来并能准确的对准通心轴孔。
43.驱动电机5为带有驱动齿轮的微型伺服电机,该驱动齿轮与第二退捻辊装有的齿轮相适配,第二旋转托盘10形状为圆形旋转托盘。圆形旋转托盘上安装有两个第二退捻辊和退捻用的驱动电机5。
44.在本实施例中,缓冲电机7上连接有扣住第二旋转托盘10、且用于与第二旋转托盘10产生摩擦驱动的转盘6。具体的是,转盘6 为u型旋转盘。转盘6的内周与第二旋转托盘10的外周实现摩擦驱动,用于调整扁丝的空间角度,起到取纬退捻的缓冲和角度纠偏作用。具体的是,缓冲电机7穿过第三墙板14一侧轴端上装有u型旋转盘,通过u型旋转盘磨擦驱动第二旋转托盘10从而实现缓冲功能。通过缓冲电机7的转数来控制缓冲效果和精准控制取纬退捻后的扁丝纬线的空间角度,以确保卡纬的准确精度。
45.在本实施例中,缓冲电机7与机壳设有贯穿孔的任一端面之间设有空心导轴8。具体的是,空心导轴8一端与机壳设有贯穿孔的端面连接,另一端与缓冲电机7的一轴端相接触并留有间隙以使退捻后的扁丝纬线从缓冲电机7的通心轴顺畅无阻的导出机壳。
46.在本实施例中,设置于机壳的贯穿孔上分别设有瓷眼。瓷眼的设置放置扁丝纬线的磨损。具体的是,瓷眼包括入口端瓷眼91和出口端瓷眼92。
47.在本实施例中,机壳为矩形壳。
48.在本实施例中,第一旋转托盘2的通心轴根部区域设有引流取环区11,引流取环区11用于对驱动电机5和控制线进行引流。
49.第一取纬退捻组件安装于第一墙板12的贯穿孔上,旋转编码器 3设置在机壳子端面1与第一墙板12的区域内,且可由第一取纬退捻组件带动旋转编码器3旋转。第二取纬退捻组件安装于第二墙板 13的贯穿孔上,转盘6的内周与第二旋转托盘10的外周实现摩擦驱动。
50.本实用新型中,扁丝纬线由机壳子端面1上的入口端瓷眼91的中心孔插入经过旋转编码器3空心轴直接进入到第一取纬退捻组件上的两个第一退捻辊4中,当驱动电机5旋转时,第一退捻辊4将把扁丝纬线推出,第一取纬退捻组件将随着推出的纬线而旋转,其旋转方向取决打捻的方向,经实际测绘每轴原料上每米约1.6个捻点即拧麻花点,经第一取纬退捻组件一侧的轴连接的旋转编码器3记录转速,实际试验数据是:十五米长的扁丝原料对应退捻辊的转速即应显示24转;经第一取纬退捻组件预退捻后的扁丝纬线进入第二取纬退捻组件中即进入去纬退捻缓冲部分,第二取纬退捻组件将第一取纬退捻组件的扁丝纬线接续取过来后,经安装在第三墙板14上的缓冲电机7的空心轴通孔进入空心导轴8导出出口端瓷眼92,以上是两级取纬退捻机构,导出机壳的纬线由织网机的纬线取纬夹夹住,与第二取纬退捻组件之间形成缓冲区,当退捻不完全时,可由第三墙板14 上安装有转盘6的微型伺
服缓冲电机7,驱动第二取纬退捻组件来做微调,以保证织网机在卡纬的瞬间完全退捻。整个退捻过程,有可编程控制器控制,控制器对旋转编码器3、缓冲电机7以及驱动电机5 实施控制,并实现记录显示退捻个数、取纬退捻纬线的长度的测算及显示、取纬退捻计算和显示、捻后的扁丝纬线的水平空间角度,进而确保卡纬的精准度。
51.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1