带有具有热塑性材料的内层的针织部件及相关方法与流程
带有具有热塑性材料的内层的针织部件及相关方法
1.相关申请
2.本技术要求于2020年5月31日提交的美国临时申请第62/855,486号的优先权,其通过引用整体并入本文。
技术领域
3.本公开总体上涉及针织部件和制造针织部件的方法,针织部件例如用于在鞋类应用、服装应用等中使用的针织部件。
背景技术:
4.本公开总体上涉及一种具有宏观纹理的选定区域的针织部件和一种用于形成具有宏观纹理的选定区域的针织部件的方法。本公开还涉及一种具有根据本公开制造的鞋面的鞋类制品。
5.多种材料元件(例如,纺织品、聚合物泡沫、聚合物片、皮革、合成皮革)常规地用于制造诸如针织鞋面的针织物品。例如,在运动鞋类中,鞋面可具有多个层,每个层包括各种接合的材料元件。例如,可以选择材料元件以赋予鞋面的不同区域抗拉伸性、缓冲性、低摩擦性、耐磨性、柔韧性、透气性、压缩性、舒适性、耐水性和吸湿性。此外,材料元件通常以分层构造接合以赋予相同区域多种性质。
6.鞋类制品的穿着者可能期望鞋类制品功能耐用、精确成形以获得穿着舒适性、装饰或空气动力以及质地柔软以获得穿着舒适性。这样的用户可以寻求最大化这些性质和特性。已经采用了许多构造技术来实现这种结果。这样的构造的实例包括使用多层柔软材料以获得舒适性,使用防水或高拉伸强度材料以获得耐久性,以及用于形状和标记的应用物品。
7.然而,如本领域技术人员所认识到的,以这种方式组合完全不同的材料会在制造工艺中产生附加的步骤以及浪费。此外,不同构造材料之间的材料层或接头可能存在组装和维护负担。
8.因此,在本领域中需要一种用于制造鞋类制品的鞋面的方法,该方法最小化制造步骤的数量,同时减少原材料浪费。
附图说明
9.为了可以很好地理解本公开,现在将参考附图描述其各种形式,这些形式通过实例给出,在附图中:
10.图1是具有隐含嵌入纱线的针织部件的外表面的透视图;
11.图2是套件部件中的嵌入纱线的分解图;
12.图3是具有嵌入纱线的针织部件的一部分的一种可能的针织结构的特写呈现;
13.图4a至图4d是压力模具的实例的透视图,针织部件可以被放置在压力模具中用于成形;
14.图5是示例压力模具的透视图和在成形之前放置在压力模具上的针织部件的部分分解图;
15.图6是当压力模具被接合时图5的压力模具中的针织制品的横截面图;
16.图7是针织部件的横截面图,详细示出了第一针织层和第二针织层以及针织部件的低熔点热塑性内部纱线和在针织部件被定位在压力模具中之前的压力模具;
17.图8是向具有两个针织层和低熔点热塑性内部纱线的针织部件施加热的横截面和部分分解图;
18.图9a是针织部件的横截面图,详细示出了第一针织层和第二针织层以及针织部件的低熔点热塑性内部纱线,以及在热被施加到针织部件之后但在针织部件被设置在压力模具中之前的压力模具;
19.图9b是图9a的针织部件在针织部件被设置在压力模具的第一变型中并且压力模具被接合之后的横截面图;
20.图9c是图9a的针织部件在针织部件被设置在压力模具的第二变型中并且压力模具被接合之后的横截面图;
21.图9d是图9a至图9c的针织部件在冷却的针织部件从图9c的压力模具释放之后的横截面图;
22.图9e是图a
‑
d的针织部件的透视和部分分解图,示出了压力模制之后的各种宏观纹理;
23.图9f是图9e的针织部件的反面的透视和部分分解图;
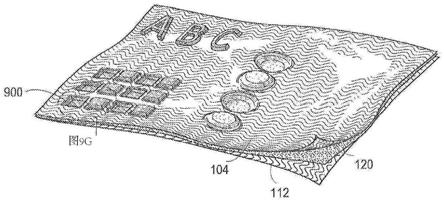
24.图9g是图9e的针织部件的区段的特写透视图;
25.图10a是具有第一针织层和第二针织层以及低熔点内部纱线的针织部件在针织部件被设置在塌落模具中之前的横截面图;
26.图10b是图10a的针织部件在针织部件被设置在塌落模具中之后的横截面图;
27.图10c是图10a和图10b的针织部件在针织部件从塌落模具释放之后的横截面图;
28.图11a是针织部件在加热和模制之后的区段的横截面图,示出了第一低熔点纱线针织层、低熔点热塑性嵌入股线的再凝固区域以及第二低熔点纱线针织层,其中高熔点纱线针织层与再凝固区域接触;
29.图11b是针织部件在加热和模制之后的区段的横截面图,示出了第一低熔点纱线针织层、低熔点热塑性嵌入股线的再凝固区域以及第二低熔点纱线针织层,其中高熔点纱线针织层、低熔点纱线针织层穿透再凝固区域;
30.图11c是针织部件在加热和模制之后的区段的横截面图,示出了第一低熔点纱线针织层、低熔点热塑性嵌入股线的再凝固区域以及第二低熔点纱线针织层,其中耐热纱线针织层被再凝固区域包括在内;
31.图12是包括多个宏观纹理区域的用于鞋的针织部件鞋面的俯视图;
32.图13是包括图12的纹理鞋面的成品鞋的透视图。
具体实施方式
33.尽管已经描述了本公开的各种实施例,但是本公开除了根据所附权利要求及其等同物之外不受限制。此外,本文中描述的优点不一定是本公开的唯一优点,并且不一定预期
本公开的每个实施例将实现所描述的所有优点。
34.本公开将被详细描述为涉及结构刚度的一个或多个区域。结构刚度可以描述为或表征为耐永久变形性,类似于材料性质(诸如杨氏模量的回弹性量度)的更传统的量度,但具体为部件在加载后保持或恢复其宏观纹理的给定形态的能力。在本公开中,区域可以被描述为例如提供或具有不同的刚性、回弹性、结构、结构刚度或抗弯性。这些和其他词语或短语在本公开中具有基本相同的含义并且指示或描述类似的现象。
35.低熔点热塑性纱线通过将多个针织层锚固在区域上而赋予热或压力处理后的针织部件的区段结构刚度,其中该区域是处理后的低熔点热塑性纱线被处理的区域。通过软化热塑性纱线并且将热塑性纱线重新成形为新形态或“宏观纹理”,处理后的低熔点热塑性层赋予锚固的针织层新的宏观纹理。通过将这些层锚固在一起,与未处理的针织部件相比,针织部件的处理区段表现出增加的结构刚度。因此,用处理后的低熔点热塑性纱线硬化的针织部件区段将抵抗新宏观纹理的永久变形。
36.本公开的一个方面涉及一种用于产生在热或压力处理之后具有宏观纹理900的选定区域的整体形成的针织部件100的方法和一种用于产生这种针织部件100的方法。本文中,“宏观纹理”可以被称为延伸穿过纺织品的多个层的形状或纹理,使得其可从纺织品的两侧(例如,相反的纺织品面)辨别,而“微观纹理”通常与一个纺织品面隔离。在针织部件100中,包括第一高熔点纱线108的第一针织层104位于针织部件100的与包括第二高熔点纱线116的第二针织层112相反的一侧。第一纱线108和第二纱线116在针织部件100内形成互锁的针织组织(例如,使得形成第一针织层110的一个或多个线圈与形成第二针织层112的至少一个线圈交织)。因此,存在于第一针织层104中的纱线的大部分是第一高熔点纱线108,并且存在于第二针织层112中的纱线的大部分是第二高熔点纱线116,尽管由于针织工艺的性质,少量的第一纱线108将存在于第二层112中(形成互锁组织),并且少量的第二纱线116将存在于第一层112中。虽然任何特定纱线可以用作第一纱线108和/或第二纱线116,但在某些示例性实施例中,第一纱线108和/或第二纱线116可以主要由聚酯构成。低熔点热塑性嵌入股线(inlaid strand,衬垫股线)120(其可以部分或完全由热塑性材料形成)在互锁针织层的线圈横列方向上嵌入,并且可以延伸针织层的整个长度,或者可以仅在针织层的选择的部分上嵌入线圈横列。值得注意的是,当提及嵌入股线120时。选择低熔点热塑性纱线的股线的数量和方向,以产生在热或压力处理后的受控结构刚度,从而保持宏观纹理900。低熔点热塑性股线120通过将热或压力施加到针织部件100而软化。
37.在一个方面,本公开提供了一种用于产生在热或压力处理之后具有受控刚度的选定区域的针织部件100的方法。在图1和图2中描绘了一种这样的针织部件。根据该方法,针织包括高熔点聚合物纱线108的针织部件100。低熔点热塑性股线120以足以在处理后产生受控刚度的数量和方向嵌入针织部件100的选定区域128中。在另一方面,针织部件可以由三个或更多个针织层和两个或更多个低熔点热塑性嵌入纱线层形成。
38.在图1和图2所描绘的另一方面中,本公开提供了一种用于针织针织部件100的方法,该针织部件100具有在处理之后的第一受控刚度的第一选定区域128和在处理之后的第二受控刚度的第二选定区域130。根据该方法,针织包括高熔点纱线108的针织部件100。第一低熔点热塑性股线120以足以在处理后产生第一受控刚度的数量和方向被嵌入针织部件100的第一选定区域128中。第二低熔点热塑性纱线122以足以在处理后产生第一受控刚度
的数量和方向被嵌入针织部件100的第二选定区域130中。
39.在图4a至图10c所描绘的另一方面中,本公开提供了一种用于产生在热或压力处理之后具有宏观纹理900和受控刚度的选定区域的针织部件100的方法。
40.在图9d和图9e中描绘了一个这样的针织部件100。根据该方法,针织包括高熔点聚合物纱线108的针织部件100。低熔点热塑性股线120以足以在处理后产生受控刚度的数量和方向嵌入针织部件100的选定区域128中。针织部件被处理以软化低熔点热塑性股线120。
41.在一个方面,如图8所描绘的,可以通过将热施加到针织部件120来软化嵌入股线120。针织部件100被加热以软化低熔点热塑性股线120。针织部件可以通过全向装置(诸如使用蒸汽、烘箱或等同物)加热,或者通过定向装置(诸如热表面、热风枪或等同物)加热。根据纱线的结晶度或一般特性,为了软化低熔点热塑性股线120,对于给定的处理压力,针织部件100可以被加热到或高于嵌入纱线的熔点,被加热到高于嵌入纱线的玻璃化转变温度,或者被加热到或高于嵌入纱线的软化点。当软化的嵌入股线120被冷却到低于其软化点的温度时,材料变得定型。
42.当低熔点热塑性纱线被软化时,针织部件使用具有宏观纹理特征410的模压机400(也称为“模压机”)成形。值得注意的是,模压机400可以相对于针织部件中的一根或多根纱线的熔化温度相对较冷(例如,它可以保持在室温下)。模压机400通常具有顶部部分和底部部分。模压机可以是蛤壳式设计,其中顶部部分和底部部分沿着一个边缘铰接,使得针织部件可以被插入顶部部分与底部部分之间,并且模压机向下闭合在针织部件100上。替代地,模压机400的顶部部分和底部部分可以是不以其他方式连接的两个独立板。在这种替代设计中,针织部件被定位在模压机400的底部部分的顶部上,并且然后顶部部分被定位在针织部件100的顶部上。顶部部分可以具有与底部部分类似的尺寸,或者可以更大或更小。虽然顶部部分和底部部分通常对齐,使得底部部分上的宏观纹理特征410与顶部部分上的对应的宏观纹理特征410对齐,但是不存在要求。顶部部分和底部部分可以具有明显不同的宏观纹理特征410,或者这些部分可以是平坦的,因此没有宏观纹理特征。如图4a至图4d所示,模压机400上的宏观纹理特征410可以是各种形状和图案,包括但不限于字母、词语、短语、数字、标志、三维几何设计、线条图或草图、签名或特征的组合。
43.如图5和图9b所描绘的,在具有软化的低熔点热塑性股线120的针织部件100被定位在模压机400中并且模压机400被接合之后,足够量的压力被施加到模压机400,使得软化的低熔点热塑性股线120变形并且针织部件100符合模压机400中的宏观纹理特征410。压力的量将取决于热塑性股线120的量和温度、低熔点热塑性股线120渗入针织层204、112中所需的量等因素而变化。在一个实施例中,模压机顶部部分的固有重量将提供足够的压力以实现期望的结果,并且不需要附加的压力。在另一实施例中,附加的压力被施加到压模410。如图9c所描绘的,与仅施加模压机的顶部部分的固有重量相比,附加的压力可以使低熔点热塑性股线120更多地渗入针织层104、112,如图9c所描绘的。
44.在针织部件100符合宏观纹理特征410之后,允许针织部件100冷却。这种冷却允许低熔点热塑性股线120从其软化状态转变到其定型状态。冷却可以通过多种方式实现,包括但不限于:允许针织部件在环境中冷却;冷却模压机400的两个部分中的一个(和/或当模压机低于热塑性股线120的熔化温度时,诸如在室温下,仅依赖于通过模压机400的传导);将针织部件100暴露于温度低于软化的低熔点热塑性股线120的温度的流体,包括液体和气
体;或其他方式。如图9d所描绘的,在具有低熔点热塑性股线120的针织部件100已经被定型之后,将针织部件100从模压机400中取出。
45.在图9e至图9g所描绘的另一方面中,本公开提供了一种用于产生在热或压力处理之后具有宏观纹理900和受控刚度的多个选定区域的针织部件100的方法。根据该方法,针织包括高熔点聚合物纱线108的针织部件100。低熔点热塑性股线120以足以在处理后产生受控刚度的数量和方向嵌入针织部件100的选定区域128中。针织部件100被处理成软化低熔点热塑性股线120。当低熔点热塑性纱线被软化时,针织部件使用具有多个宏观纹理特征410的模压机400成形。向模压机400施加足够量的压力,使得软化的低熔点热塑性股线120变形,并且针织部件100符合模压机400中的宏观纹理特征410。在针织部件10低熔点热塑性股线120已经被定型之后,将针织部件100从模压机400中取出。
46.在图10a所描绘的另一方面中,针织部件100被加热以软化低熔点热塑性股线120并且被定位在具有宏观纹理1010的塌落模具1000上方。如图10b所描绘的,当低熔点热塑性股线120被软化时,针织部件被放置在塌落模具1000上。在针织部件100冷却使得低熔点热塑性股线120已经被定型之后,将针织部件100从塌落模具1000中取出,如图10c所示。
47.在图11a至图11c所描绘的另一方面中,可以将不同量的低熔点热塑性股线120或不同量的压力施加到接合的模压机400中的加热后的针织部件100,以实现不同水平的低熔点热塑性纱线穿透到针织层104、112中。施加到冷压机的附加的压力将允许低熔点热塑性股线120穿透针织层到更大的深度。当压力量增加或施加压力的时间量增加时,这可导致图11a的可忽略的穿透、图11b的显著的穿透或图11c的完全的穿透。类似地,使用低熔点热塑性纱线与高熔点热塑性纱线的较高体积比将允许低熔点热塑性纱线以较大的深度穿透到针织层中,如图11b和图11c所描绘的。当材料的体积量比增加时,低熔点热塑性纱线可以占据针织层的高熔点纱线周围的较大百分比的空白空间,从而允许更大的穿透度。
48.当热塑性股线120在第一层112与第二层112之间熔化时,它可以形成主要由热塑性材料构成的“第三层”,如图11b所示。当充分熔化时,第三层可以在第一层112与第二层之间形成耐水和/或防水的阻挡件。有利地,针织部件可以包括具有针织纹理的外表面(例如,由于其柔软/舒适的表面特性和美观性,在鞋类中通常是期望的)同时还具有期望的耐水性质。此外,可以设想,第三层的热塑性材料可以主要被包含在第一层112与第二层112之间,使得其基本上不存在于针织部件的外表面。
49.在实施例中使用的纱线可以选自由合成材料形成的单丝和复丝纱线。高熔点聚合物纱线108、116还可以由天然材料制成。天然材料对于低熔点聚合物纱线是不实用的,因为低熔点聚合物纱线必须至少部分地软化以便被完美地模制。天然材料通常不像合成热塑性塑料那样软化,而是炭化;因此,天然材料的使用可以限制可使用的处理温度范围,以确保针织部件在低于天然材料的焦烧温度下被处理。然而,天然材料可以与低熔点热塑性纱线结合,可以用作低熔点热塑性股线120层。
50.低熔点热塑性纱线120通常是由在相对低的温度(通常低于150℃)下熔化的聚合物形成的合成聚合物材料。低熔点热塑性股线120的熔化温度可以与高熔点聚合物纱线108、116的熔化温度充分不同,使得低熔点聚合物股线120可以基本上完全熔化而不熔化高熔点聚合物纱线108、116或不利地影响高熔点聚合物纱线108、116的特性。
51.在一些实施例中,低熔点聚合物纱线线的熔化温度小于约115℃,通常小于约110
℃,并且更通常小于约100℃。可适合作为低熔点聚合物纱线的合成聚合物纱线包括tpu纱线、低熔点温度pet或低熔点温度尼龙纱线。例如,可以是尼龙
‑
6、尼龙
‑
11或尼龙
‑
12的低熔点温度尼龙可以具有约85℃的熔点。在一些实施例中,可以使用聚氨酯和聚丙烯纱线。在一些实施例中,可以使用热塑性聚氨酯(tpu)纱线。
52.根据定义,高熔点聚合物纱线具有比低熔点热塑性纱线更高的熔化温度。高熔点聚合物纱线的熔点通常大于约185℃,更通常大于约200℃,并且甚至更通常大于约210℃。例如,尼龙
‑
6/11具有至少约195℃的熔点;尼龙
‑
6/10具有约220℃的熔点,并且尼龙
‑
6/6具有至少约255℃的熔点。可以使用这些和其他高熔点聚合物纱线。
53.纱线可以是任何颜色,并且可以是透明的、半透明的或不透明的。这些颜色和光性质和特性可用于提供令人愉悦的设计和颜色组合。当低熔点聚合物纱线软化时,软化的纱线可部分或完全包围高熔点聚合物纱线。因此,纱线的颜色可以在纱线重合的地方组合。因此,本公开的鞋类制品的实例可以是透明的、半透明的或不透明的,这最强烈地取决于低熔点聚合物纱线的性质和特性。使纱线软化通常不会改变所得固体层的颜色或光透射性质。在一些实施例中,可以选择颜色和光透射性质以提供选择的效果。
54.例如,纱线可以选自满足设计标准的纱线,并且可以由不同旦尼尔和物质组成制成的纱线。此外,通常,高熔点聚合物纱线108、116包括与低熔点聚合物纱线120不同的聚合物。更典型地,高熔点聚合物纱线108、116将具有与低熔点聚合物纱线120不同的物质组成。然而,由低熔点尼龙制成的低熔点聚合物纱线可以与高熔点尼龙纱线一起使用,其熔化温度差足以确保当针织部件被加热时仅低熔点聚合物纱线被熔化。在一些实施例中,复合材料可以在高熔点纱线108、116中的一个中或者在低熔点热塑性股线120中结合到针织部件100中。这样的复合材料通常包括粘合剂中的纤维。
55.附加地,嵌入股线120可以是复合材料,以给针织部件100提供附加性质,诸如强度、刚性、弹性、耐水性等。嵌入股线120可以包括不是低熔点热塑性塑料的材料。然而,为了保持针织层104、112(包括针织层300的微观纹理)的特性,针织部件100不应被加热到高于构成针织层的高熔点聚合物纱线108、116中的任一个的焦烧温度或软化温度。嵌入股线120还可以包括多根股线和/或纱线132。这些多根嵌入股线132可以具有相似或不同的性质,尽管股线中的至少一个可包括低熔点热塑性材料。
56.在图12和图13所描绘的另一方面中,针织部件可以被结合到鞋或其他可穿着物品的鞋面中。鞋类制品在图13中被描绘为包括鞋底结构1300和鞋面1200。尽管鞋类制品被图示为具有适于跑步的一般构造,但是与鞋类制品相关联的概念也可以应用于各种其他运动鞋类类型,包括例如棒球鞋、篮球鞋、自行车鞋、足球鞋、网球鞋、橄榄球鞋、训练鞋、步行鞋和登山靴。该概念还可以应用于通常被认为是非运动的鞋类类型,包括礼服鞋、包子鞋、凉鞋和工作鞋。因此,关于鞋类所公开的概念适用于各种鞋类类型。
57.尽管本公开被详细描述为其涉及用于鞋类制品的鞋面1200的针织部件,但是本文中描述的原理可以应用于任何纺织品元件以向物体提供刚度区域和宏观结构900。例如,该原理可应用于纺织品,包括但不限于针织纺织品和机织纺织品。针织纺织品包括通过经编针织、纬编针织、横编针织、圆编针织和其他合适的针织操作形成的纺织品。针织纺织品可以具有例如平针针织结构、网眼针织结构或罗纹针织结构。编织纺织品包括但不限于通过多种编织形式中的任一种形成的纺织品,例如,编织形式诸如平纹编织、斜纹编织、缎纹编
织、多臂提花编织、双层编织和双层布编织。
58.已经描述了以上主题的各个方面,下面提供了可以与本公开最初提交的权利要求一致的附加公开。在描述该附加主题时,可以参考先前描述的附图。
59.一个总体方面包括一种制造针织部件的方法,包括:在针织机上针织第一针织层和第二针织层,其中第一针织层和第二针织层各自包括多个相互穿套的线圈,并且其中第一针织层的至少一个线圈与第二针织层的至少一个线圈相互穿套;在针织第一针织层和第二针织层期间,在第一针织层与第二针织层之间嵌入嵌入股线,其中嵌入股线包括具有熔点的热塑性材料;将热施加到嵌入股线的热塑性材料的至少一部分,使得热塑性材料的部分升高到等于或高于熔点的温度;用模压机对针织部件的至少一侧施加压力以形成模制形状;以及在施加压力期间或之后,将热塑性材料的部分冷却至低于熔点的温度,使得模制形状保持在针织部件的至少一侧上。
60.可选地,冷却热塑性材料的部分的步骤至少部分地由模压机执行。将热施加到热塑性材料的部分的步骤可以在将压力施加到针织部件的至少一侧的步骤之前执行。在将压力施加到针织部件的至少一侧的步骤期间,模压机可以包括小于熔点的温度。一旦热塑性材料的该部分被冷却,热塑性材料的该部分就可以在第一针织层与第二针织层之间形成阻挡件,并且其中该阻挡件是耐水的或防水的。第一针织层和第二针织层中的至少一个可以包括熔点高于热塑性材料的熔点的纱线。第一针织层和第二针织层中的至少一个可以包括聚酯纱线。
61.另一总体方面包括一种制造针织部件的方法,包括:在针织机上针织第一针织层和第二针织层,其中第一针织层和第二针织层各自包括多个相互穿套的线圈,并且其中第一针织层的至少一个线圈与第二针织层的至少一个线圈相互穿套;在针织第一针织层和第二针织层期间,在第一针织层与第二针织层之间嵌入嵌入股线,其中嵌入股线包括具有熔点的热塑性材料;将热施加到嵌入股线的热塑性材料的至少一部分,使得热塑性材料的部分升高到等于或高于熔点的温度;用模压机对针织部件的至少一侧施加压力以形成模制形状;以及将热塑性材料的部分冷却至低于熔点的温度,使得在第一针织层与第二针织层之间形成阻挡件,该阻挡件是耐水的或防水的(例如,如根据iso
‑
11092(7.4)测试的)。
62.另一总体方面包括一种针织部件,包括:第一针织层,其位于针织部件的第一侧;第二针织层,其位于针织部件的与第一侧相反的第二侧,其中第一针织层包括与第二针织层的至少一个线圈相互穿套的至少一个线圈;以及第三层,其形成在第一针织层与第二针织层之间,其中第三层包括基本上被包含在第一针织层与第二针织层之间的热塑性材料。
63.可选地,针织部件还可以包括位于针织部件的第一侧和第二侧中的至少一侧上的模制形状。第一针织层和第二针织层中的至少一个可以包括熔点高于热塑性材料的熔点的纱线。第一针织层和第二针织层中的至少一个可以包括聚酯纱线。第三层可以在第一针织层与第二针织层之间形成耐水或防水的阻挡件。第三层的热塑性材料可以经由至少一个嵌入股线提供,该嵌入股线嵌入在第一针织层与第二针织层之间。
64.尽管已经描述了本发明的各种实施例,但是该描述旨在是示例性的,而不是限制性的,并且对于本领域普通技术人员来说显而易见的是,在本发明的范围内的可能存在更多实施例和实施方案。因此,除了所附权利要求及其等同物之外,本发明不受限制。而且,可以在所附权利要求的范围内进行各种修改和改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1