条形绷带自动包缝机
:
1.本发明涉及缝纫技术领域,具体讲是一种条形绷带自动包缝机。
背景技术:
2.包缝机也称打边车,码边机,及骨车,主要功能一般是防止服装的缝头起毛。包缝机不仅能够用于包边,还能应用于缝合t恤、运动服、内衣,针织等面料。但现有技术中,还没有适用于条形绷带的自动包缝机
技术实现要素:
3.本发明所要解决的技术问题是,提供一种自动化程度高,效率高且方便操作的条形绷带自动包缝机。
4.本发明的技术解决方案是,提供一种条形绷带自动包缝机,包括机架,还包括
5.一上料机构,所述上料机构用于绷带的上料;
6.一移动送料夹指机构,用于夹持绷带并将其移动到指定位置;
7.一定位模块,用于将所述移动送料夹指机构所移动的绷带的头部定位压紧;
8.一定长组件,所述定长组件包括定长送料压辊、定长送料动力辊、弹性检测传感器和气动剪刀,并通过所述定长送料压辊和所述定长送料动力辊的配合进行定长送料,到达指定长度后并经所述弹性检测传感器检测合格后,由所述气动剪刀将条形绷带剪断;
9.一包缝组件,所述包缝组件包括头部包缝机构、尾部包缝机构、头部平移机构、尾部平移机构,以及一平移槽机构,所述头部平移机构将定长的绷带的头部压住,所述尾部平移机构将定长的绷带的尾部压住,并通过所述头部平移机构和所述尾部平移机构同时动作,将定长的绷带从绷带上料位置平移至绷带包边位置,与此同时,头部以外的绷带由所述平移槽机构带动使定长的绷带整体进行平移,并通过所述头部包缝机构和所述尾部包缝机构同步进行定长的绷带头部和尾部的包边;
10.一绕卷组件,所述绕卷组件包括绕卷送料机构和绕卷机构,通过所述头部平移机构和所述尾部平移机构带动已包缝好的条形绷带移动至绷带绕卷位置,并由所述绕卷送料机构将包缝好的条形绷带送入所述绕卷机构中完成自动绕卷。
11.作为优选,所述移动送料夹指机构包括第一直线模组,所述第一直线模组一侧设有第一拖链,所述第一拖链外侧设有第一防护钣金,所述第一直线模组上滑动连接有夹指气缸座,所述夹指气缸座上安装有夹指气缸,所述夹指气缸的伸缩轴上安装有可夹持绷带的夹指,所述第一拖链的活动端通过拖链固定板固定在夹指气缸座上,所述第一直线模组上还设有第一伺服电机,通过所述第一伺服电机驱动所述夹指气缸座往复运动,所述第一拖链固定端固定于第一直线模组设有第一伺服电机的一端。
12.作为优选,所述定位模块包括定位气缸、定位气缸安装板、定位垫板和定位压板,所述定位气缸通过所述气缸安装板竖直向下固定在机架上,所述定位压板通过所述定位垫板连接于所述定位气缸的伸缩轴外端。
13.作为优选,所述定长送料压辊包括支撑座连接板,所述支撑座连接板两端下部分别固定有辊轮左支撑座和辊轮右支撑座,所述滚轮左支撑座和所述滚轮右支撑座之间转动连接有从动滚轮,所述支撑座连接板上表面中间和两侧分别设有送料压辊气缸和带座直线轴承,所述送料压辊气缸的伸缩轴与所述支撑座连接板固定连接,所述送料压辊气缸固定在机架上,所述送料压辊气缸通过轴承座安装板与两侧的所述带座直线轴承固定连接,所述带座直线轴承活动连接有竖直设置的光轴,光轴下端与所述支撑座连接板固定连接。
14.作为优选,头部包缝机构包括安装座,安装座上固定有包缝机,安装座下方两侧分别还设有相互滑动配合的上线轨和下线轨,安装座与上线轨通过连接板连接固定,下线轨通过底板与机架固定连接。
15.作为优选,所述安装座靠近所述包缝机一侧还开设有可供废料和线头穿过的滑槽。
16.作为优选,所述下线轨内侧还设有限位块,通过所述限位块可限制上线轨和下线轨滑动行程。
17.作为优选,所述下线轨水平设置,两个所述下线轨内端通过后面板相连接,所述安装座两侧还分别安装有侧立板,所述安装座远离机架的一端端面安装有前面板,所述前面板上固定安装有手拉把手和锁紧螺钉。
18.作为优选,头部平移机构包括第二直线模组和第二拖链,第二直线模组一端的一侧安装有模组安装座,模组安装座外侧与第二拖链的一端固定,第二直线模组上滑动连接有l板,l板上方通过拖链固定板与第二拖链另一端固定连接,第二直线模组一端还设有第二伺服电机,l板下方固定有侧移气缸以及与侧移气缸配合的气缸安装板,侧移气缸水平设置,气缸安装板上端与l板滑动配合,气缸安装板侧面与侧移气缸的伸缩轴连接,气缸安装板外侧固定有压紧气缸,压紧气缸的伸缩轴下端通过调节板与绷带压板连接。
19.进一步的,尾部包缝机构与头部包缝机构的结构相同,尾部平移机构和头部平移机构的结构相同。
20.采用以上方案后与现有技术相比,本发明具有以下优点:本发明通过合理的结构设定,使得从绷带上料开始到包边以及下料卷绕,全程实现自动化过程。
附图说明:
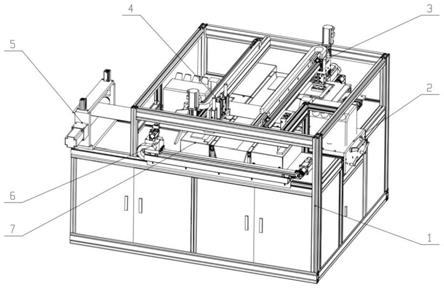
21.图1为本发明的结构示意图。
22.图2为本发明另一视角的结构示意图。
23.图3为本发明的俯视示意图。
24.图4为本发明的绷带的包边示意图。
25.图5为本发明的头部包缝机构的结构示意图。
26.图6为本发明的头部包缝机构的配合示意图。
27.图7为本发明的头部平移机构的结构示意图。
28.图8为本发明的定长送料压辊的结构示意图。
29.图9为本发明的移动送料夹指机构的结构示意图。
30.图10为本发明的定位模块的结构示意图。
具体实施方式:
31.下面结合附图就具体实施方式对本发明作进一步说明:
32.如图1
‑
10所示,一种条形绷带自动包缝机,包括由铝型材搭建的机架1,还包括
33.一上料机构5,上料机构5用于绷带的上料;
34.一移动送料夹指机构6,用于夹持绷带并将其移动到指定位置;
35.一定位模块11,用于将移动送料夹指机构6所移动的绷带的头部定位压紧;
36.一定长组件,定长组件包括定长送料压辊4、定长送料动力辊7、弹性检测传感器8和气动剪刀9,并通过定长送料压辊4和定长送料动力辊7的配合进行定长送料,到达指定长度后并经弹性检测传感器8检测合格后,由气动剪刀9 将条形绷带剪断;
37.一包缝组件,包缝组件包括头部包缝机构2、尾部包缝机构15、头部平移机构3、尾部平移机构10,以及一平移槽机构14,头部平移机构3将定长的绷带的头部19压住,尾部平移机构10将定长的绷带的尾部20压住,并通过头部平移机构3和尾部平移机构10同时动作,将定长的绷带从绷带上料位置16平移至绷带包边位置17,与此同时,头部以外的绷带由平移槽机构14带动使定长的绷带整体进行平移,并通过所头部包缝机构2和尾部包缝机构15同步进行定长的绷带的头部和尾部的包边;
38.一绕卷组件,绕卷组件包括绕卷送料机构12和绕卷机构13,通过头部平移机构3和尾部平移机构10带动已包缝好的条形绷带移动至绷带绕卷位置18,并由绕卷送料机构12将包缝好的条形绷带送入绕卷机构13中完成自动绕卷。其中,上料机构5、移动送料夹指机构6、定位模块11、定长组件、包缝组件以及卷绕组件均由控制系统控制动作,控制系统为plc控制系统。本实施例中上料机构为现有技术内容,不作具体阐述。
39.承上述,进一步说明,如图9所示,移动送料夹指机构6包括第一直线模组 67,第一直线模组67一侧设有第一拖链62,第一拖链62外侧设有第一防护钣金 61,第一防护钣金61固定于第一直线模组侧面并对第一拖链62进行保护,第一直线模组67上滑动连接有夹指气缸座64,夹指气缸座64上固定安装有夹指气缸 65,夹指气缸65的伸缩轴上固定连接有可夹持绷带的夹指66,第一拖链62的活动端通过拖链固定板63固定在夹指气缸座64上,第一直线模组67上还设有第一伺服电机68,通过第一伺服电机68驱动所述夹指气缸座64往复运动,第一拖链 62固定端固定于第一直线模组设有第一伺服电机68的一端。
40.承上述,如图10所示,定位模块11包括定位气缸111、定位气缸安装板113、定位垫板114和定位压板115,定位气缸111通过气缸安装板113竖直向下固定在机架1上,定位压板115通过定位垫板114连接于所述定位气缸111 的伸缩轴外端。
41.承上述,如图8所示,定长送料压辊4包括支撑座连接板43,支撑座连接板43两端下部分别固定有辊轮左支撑座42和辊轮右支撑座48,滚轮左支撑座 42和滚轮右支撑座48之间转动连接有从动滚轮41,支撑座连接板43上表面中间和两侧分别设有送料压辊气缸47和带座直线轴承44,送料压辊气缸47的伸缩轴与支撑座连接板43固定连接,送料压辊气缸47固定在机架1上,送料压辊气缸47通过轴承座安装板46与两侧的带座直线轴承44固定连接,带座直线轴承44活动连接有竖直设置的光轴45,光轴下端与支撑座连接板43固定连接。
42.承上述,如图5、6所示,头部包缝机构2包括安装座23,安装座23上固定有包缝机22,安装座23下方两侧分别还设有相互滑动配合的上线轨212和下线轨211,安装座23与上线轨212通过连接板25连接固定,下线轨通过底板 26与机架1固定连接。作为优选,安装座
23靠近包缝机22一侧还开设有可供废料和线头穿过的滑槽213。为了配合限位,下线轨内侧还设有限位块210,通过限位块210可限制上线轨和下线轨滑动行程。另外,下线轨211水平设置,两个下线轨211内端通过后面板29相连接,安装座23两侧还分别安装有侧立板24,安装座23远离机架的一端端面安装有前面板27,前面板27上固定安装有手拉把手21和锁紧螺钉28。
43.上述结构的设置,方便工人在包缝机断线时将包缝机整个机头拖离机架,提升操作空间,便于更换线材。包缝产生的废料及线头可从滑槽213中自动滑落。需要说明的是,机架上对称设置的头部包缝机构2和尾部包缝机构15的结构相同。本实施例中,如图1所示,头部包缝机构2和尾部包缝机构15分别安装于机架左右两侧的中间位置。使用时,将锁紧螺钉28松开,拉动手拉把手21 可将安装于安装座23上的包缝机22沿两线轨方向拖出,而限位块120则在拖出和推入的过程中起到限位作用。
44.进一步的,如图7所示,头部平移机构3包括第二直线模组31和第二拖链 33,第二直线模组31一端的一侧安装有模组安装座32,模组安装座32外侧与第二拖链33的一端固定,第二直线模组31上滑动连接有l板37,l板37上方通过拖链固定板35与第二拖链33另一端固定连接,第二直线模组31一端还设有第二伺服电机36,l板37下方固定有侧移气缸38以及与侧移气缸配合的气缸安装板39,侧移气缸38水平设置,气缸安装板39上端与l板37滑动配合,气缸安装板39侧面与侧移气缸38的伸缩轴连接,气缸安装板39外侧固定有压紧气缸312,压紧气缸312的伸缩轴下端通过调节板311与绷带压板310连接。
45.并且,如图1所示,机架上对应设置在头部包缝机构左侧的头部平移机构以及对应设置在尾部包缝机构右侧的尾部平移机构10其结构相同。
46.本发明中,条形绷带包缝机的主要功能是将图4所示条形绷带两头通过包缝机将绷带的头部19以及绷带的尾部20包缝,防止条形绷带使用时脱线。
47.其工作原理如下,动作流程由三步构成:一、定长度定弹性上料;二、包缝;三、下料绕卷。
48.其中,定长度定弹性上料:绷带通过上料机构5送料,由移动送料夹指机构6中夹指气缸65夹紧夹指66,将绷带夹持并由第一伺服电机68和第一直线模组67移动至绷带上料位置16,定位模块11将绷带的头部19定位压紧后,定长送料压辊4中从动辊轮41由送料压辊气缸47驱动下压定长送料动力辊7接触进行定长送料,到达一定长度后并经弹性检测传感器8检测合格后,由气动剪刀9将条形绷带剪断;
49.包缝:头部平移机3构由第二伺服电机36带动第二直线模组31将绷带压板310移动至绷带上料位置16,压紧气缸312带动绷带压板310将绷带的头部 19压住;尾部平移机构10同理将绷带的尾部20压住;两平移机构同时动作将条形绷带从绷带上料位置16平移至绷带包边位置17,头部以外的绷带由平移槽机构14带动,使绷带整体平移不会打乱;经过头部包缝机构2和尾部包缝机机构15时自动完成头尾部包缝;完成后由侧移气缸38带动绷带压板310远离缝纫机头,防止绷带卷入缝纫机压脚;
50.下料绕卷:头部平移机构3、尾部平移机构10继续带动已包缝好的条形绷带移动至绷带绕卷位置18,由绕卷送料机构12将包缝好的条形绷带送入绕卷机构13中,自动完成绕卷。这过程中,均可通过plc进行自动控制。
51.以上仅就本发明较佳的实施例作了说明,但不能理解为是对权利要求的限制。凡
是利用本发明说明书所做的等效结构或等效流程变换,均包括在本发明的专利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1