输出杆及其组装方法、机械凸轮梭口成形机构和织机与流程
1.本发明涉及用于梭口成形机构的具有凸轮从动辊的输出杆,并且涉及这种杆的制造方法。本发明还涉及包括这种杆的梭口机并且涉及装备有这种梭口机的织机。
背景技术:
2.在编织织机领域中,已知凸轮梭口成形机构,该凸轮梭口成形机构包括一系列摆动杆,该摆动杆的数量等于待安装在织机上的综丝框架的最大数量,每个摆动杆、也称为输出杆用于联接至框架中的一个框架并且配备有两个辊,所述两个辊与由公共轴驱动旋转的互补凸轮的两个从动件相互作用。同一凸轮的共轭从动件轴向偏移,并且由相关杆承载的辊必须具有与凸轮的从动件相同的轴向偏移。
3.为此,例如从cn
‑
u
‑
203807652中已知,通过两个凸缘将辊u形夹式地安装在杆本体上,第一凸缘通过在杆的侧表面上加工而直接形成在杆本体的厚度中,而第二凸缘通过铆钉固定至杆本体。将第一凸缘机加工到本体中是一种下述操作,该操作除了成本高之外还可能释放材料中的内应力并且引起加工之后出现的变形。然后,需要额外的矫直操作来补偿这些变形,辊相对于凸轮的定位必须非常精确,以便限制扭转力并限制杆过早失效的风险。
4.例如从ep
‑
a
‑
1730338或ep
‑
3 162 933
‑
a1中还已知,将每个辊安装在一对凸缘中的两个凸缘之间,该凸缘固定至杆本体。每对凸缘中的第一凸缘部分地接合在加工于本体的侧表面上的中空凹部中。再次地,加工操作是昂贵的,并且通常需要额外的矫直步骤。
技术实现要素:
5.本发明旨在通过提出一种制造简单且廉价的带有辊的新杆来克服这些缺点。
6.为此,本发明涉及一种凸轮梭口成形机构的具有凸轮从动辊的输出杆,该输出杆包括本体和两个凸轮从动辊。输出杆的本体由具有两个相反面的板形成、在该两个相反面之间限定中间平面,输出杆的本体包括具有两个相反表面的中央部分、两个附接部分和延伸部,开孔形成在中央部分中、定中心在主轴线上,从而接纳轴承,该附接部分和该延伸部相对于该主轴线径向地形成并且彼此不同。每个从动辊沿着主轴线从中间平面偏移,并且每个从动辊包括内环、外环和置于内环与外环之间的滚动元件,使得外环相对于内环绕平行于主轴线的辊轴线自由旋转,该外环具有接触表面,该接触表面相对于辊轴线在径向上并且旨在用于与梭口成形机构的凸轮的从动件接触。每个从动辊通过相应的附接装置连接至相应的附接部分,每个附接装置包括相对于内环位于另一从动辊的一侧的内附接件和相对于内环位于该另一从动辊的相反侧的外附接件,该内附接件和该外附接件各自均包括一个或更多个凸缘,所述一个或更多个凸缘中的每个凸缘都由板形成,所述一个或更多个凸缘在平行的平面中彼此支撑并且彼此连接。每个从动辊被u形夹式地安装在内附接件的内凸缘与外附接件的外凸缘之间,并且通过附接件固定至内凸缘和外凸缘,外附接件通过杆铆钉连接至对应的附接部分,外附接件在平行平面中搁置在对应的附接部分的面中的一个
面上,使得两个从动辊的接触表面位于中间平面的两侧。根据本发明,从动辊中的被称为第一从动辊的至少一个从动辊通过第一附接装置固定至两个附接部分中的第一附接部分,而输出杆的第一附接部分包括两个相反表面,这两个相反表面通过凸缘彼此连接并且以等于中央部分的厚度的距离彼此分开,使得第一附接部分的两个表面中的每个表面与中央部分的相应表面共面,并且第一从动辊的接触表面与第一附接部分的边缘相对地定位。
7.通过本发明,用于将辊附接至输出杆的本体的装置包括由板或间隔环形成的部件,换句话说,包括制造成本低的具有简单几何形状的部件。附接部分具有恒定的厚度,并且不需要任何表面加工来安装辊,这是经济的。辊通过借助于诸如铆钉的紧固件附接的板与环的组件附接至杆本体,这种组件制造简单且耐用。
8.根据本发明的有利但非强制性的方面,这种输出杆可以包括以下采取任何技术上允许的组合的特征中的一个或更多个特征:
9.‑
第一紧固装置的内紧固件和外紧固件通过u形夹铆钉组装;
10.‑
外紧固件包括外凸缘和间隔件凸缘,该外凸缘和该间隔件凸缘各自均由相应的板形成并且通过铆接而连结在一起,该外凸缘具有内面和相反的外面,该外凸缘的内面支承在第一从动辊上,该外凸缘通过附接件固定至第一从动辊,而间隔件凸缘通过杆铆钉组装至第一附接部分,该间隔件凸缘置于外凸缘与第一附接部分之间,以使外凸缘的内面相对于第一附接部分的两个表面中的第一表面偏移;
11.‑
第一紧固系统的内附接件包括内凸缘,该内凸缘由板形成并且具有外面和相反的内面,并且该内凸缘抵接第一从动辊,该内凸缘通过附接装置附接至第一从动辊,同时该内凸缘通过由板形成的一个或更多个支柱搁置在外紧固件上,使得内凸缘的内面和外凸缘的内面彼此平行,并且除了组装间隙之外以等于第一从动辊的厚度的距离分开;
12.‑
每个支柱通过一个或更多个u形夹铆钉附接至内凸缘和外紧固件;
13.‑
一个或更多个u形夹铆钉附接至内紧固件的内凸缘和外紧固件的外凸缘、外紧固件的间隔件凸缘以及每个支柱;
14.‑
内附接件包括加强凸缘,加强凸缘由板形成并且具有内面和相反的外面,该加强凸缘的内面共同搁置在内凸缘的外面和第一附接部分的两个表面中的第二表面上,该加强凸缘一方面通过杆铆钉固定至第一附接部分,并且另一方面通过u形夹铆钉固定至内凸缘;
15.‑
两个从动辊通过相应的附接装置安装至相应的附接部分,每个附接装置与第一附接装置类似,优选地与第一附接装置相同;
16.‑
两个附接装置的外凸缘是相同的;
17.‑
两个紧固装置的内凸缘是相同的,以及
18.‑
每个紧固装置包括两个紧固件,比如铆钉,每个内环具有定中心在相应的辊轴线上的盘形形状,并且每个内环限定内半盘和与该内半盘互补的外半盘,每个从动辊的内半盘位于另一从动辊的一侧上,而每个从动辊的紧固件布置在该从动辊的外半盘中。
19.本发明还涉及一种包括如上所述的输出杆的凸轮梭口成形机构。
20.根据另一方面,本发明涉及一种装备有这种机构的编织织机。
21.最后,本发明涉及一种组装如上所述的输出杆的方法,该组装方法包括以下步骤:
22.a)将内凸缘、支柱、间隔件凸缘和外凸缘堆叠在定位工具中,使得所有的u形夹铆钉通孔一致;
23.b)将u形夹铆钉插入到对应的通孔中,并且然后使u形夹铆钉在压力下变形,以便将内凸缘、支柱、间隔件凸缘和外凸缘彼此连接并且一起形成紧固件子组件;
24.c)将紧固件子组件的外紧固件定位在对应的附接部分上,以便使杆铆钉孔对准;
25.d)将杆铆钉插入到对应的通孔中,并且然后使杆铆钉在压力下变形,以便将紧固件子组件固定至对应的附接部分;
26.e)将从动件定位在对应的紧固件的内凸缘与外凸缘之间,以便使紧固件的通孔对准,以及
27.f)将紧固装置插入到对应的通孔中,并且然后使紧固装置在压力下变形,以便将从动辊固定至紧固子组件。
28.有利地:
29.‑
在该组装方法的步骤a)中,将加强凸缘与内凸缘一起插入,而在步骤b)之后,加强凸缘是紧固件子组件的一部分,并且
30.‑
该组装方法包括在步骤d)之后且在步骤e)之前的中间步骤,该中间步骤包括进一步加工附接件的通孔和杆本体的开孔。
附图说明
31.根据以下对凸轮梭口成形机构的输出杆及其相关制造方法、装备有这种杆的凸轮梭口成形机构类型的梭口机、以及根据其原理装备有这种机构的织机的五个实施方式的描述,本发明将得到更好的理解,并且本发明的其他优点将变得更加清楚,所述五个实施方式仅通过示例的方式给出并且参考附图,在附图中:
32.‑
图1是根据本发明的织机原理的局部示意图;
33.‑
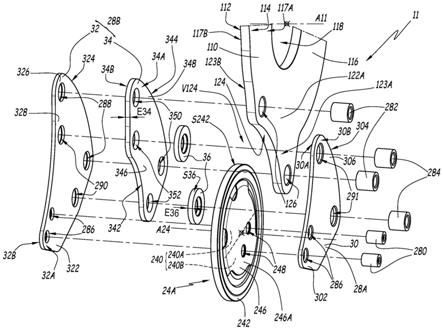
图2是图1中的细节ii的放大比例视图,其包括根据本发明的第一实施方式的输出杆,其中,为了易于阅读省略了一些部件;
34.‑
图3是图2的输出杆的立体图;
35.‑
图4是图3中的细节iv的分解立体图;
36.‑
图5是沿着图2中的线v
‑
v截取的局部横截面;
37.‑
图6是根据本发明的第二实施方式的输出杆的类似于图5的视图;
38.‑
图7是根据本发明的第三实施方式的输出杆的类似于图3的视图;
39.‑
图8是图7的输出杆的类似于图5的局部横截面视图;
40.‑
图9是根据本发明的第四实施方式的输出杆的类似于图3的视图;
41.‑
图10是图9的输出杆的类似于图5的局部横截面视图;以及
42.‑
图11是根据本发明的第五实施方式的输出杆的类似于图5的局部横截面视图。
具体实施方式
43.图1中示出了织机m。该织机m装备有带综丝4的框架2,每个综丝4设置有用于使一根或更多根经线通过的孔眼。织机m的不同框架2通过竖向振荡运动驱动,该竖向振荡运动由双箭头f2表示并且由梭口成形机构10产生,该梭口成形机构10的输出杆11分别与传动杆12接合,所述传动杆12与彼此连接并通过杆14连接至框架2的复位杆13相关联。对于每个框架2,传动杆12、复位杆13和杆14是被称为传动装置t的子组件的一部分。每个传动杆12在一
端处通过夹持件16连接至相关联的杆11的延伸部15,该夹持件16通过夹紧螺钉17附接至延伸部15。夹持件16和夹紧螺钉17仅在图1中示出。
44.杆11设置成其数量相当于织机m的综丝框架2的最大数量,并且如双箭头f11所示,绕由梭口成形机构10的壳体19支撑并由盖20部分地保护的输出轴18枢转地安装。在图1中,输出轴18定中心在与图1的平面正交的轴线上。除非另有说明,否则各部件的运动都在图1的平面内,特别地,各部件的旋转运动都绕与图1的平面正交的轴线。因此,各部件的旋转轴线彼此平行。
45.因此,通过将经线分布在连接至输出杆11——该输出杆11由反相的振荡运动f11驱动——的至少两个框架2上,经线可以打开以允许纬线通过,并且经线可以闭合以允许该纬线结合到织物中。
46.图1中示出了综丝框架2中的仅一个综丝框架和杆11中的仅一个杆。
47.梭口成形机构10还包括多个互补凸轮,用附图标记22示出了互补凸轮中的仅一个凸轮,每个凸轮限定两个共轭从动件22a和22b,由杆11支撑的两个从动辊24a和24b分别支承在所述两个共轭从动件22a和22b上。广而言之,梭口成形机构10也称为凸轮梭口成形机构。该凸轮梭口成形机构10在织机m上使用。
48.凸轮22安装在凸轮轴26上,该凸轮轴26能够相对于框架16绕与输出轴18的轴线平行的轴线旋转。凸轮轴26由织机轴或由马达直接地或间接地驱动旋转,未示出该织机轴或马达。
49.特别在图2和图3中可见的杆11包括本体110,该杆11以由诸如钢的刚性且耐腐蚀材料制成的板形成,并且该杆11具有两个相反的面112和114,所述两个相反的面112和114在整个本体110上是平的并且彼此平行。本体110在所有的面112和114上具有恒定的厚度,并且限定了中间平面p11。因此,两个面112和114平行于中间平面p11并与该中间平面p11等距。
50.本体110包括中央部分116,在该中央部分116中形成有定中心在主轴线a11上的开孔118,该轴线a11与中间平面p11正交。开孔118容纳用于将杆11安装在输出轴18上的轴承120。因此,输出轴18定中心在主轴线a11上。在这种情况下,轴承120是滚针轴承。必须精确地限定开孔118,以便允许输出杆11相对于其周围环境适当地定位,特别是防止两个相邻的输出杆11在它们的振荡运动期间彼此接触。表面117a限定为面114的与中央部分116相对应的部分。类似地,表面117b限定为面112的与中央部分116相对应的部分。因此,表面117a定向为远离表面117b。
51.本体110还包括两个附接部分122a和122b,附接部分122a和122b和延伸部15相对于主轴线a11径向地形成并且彼此不同。附接部分122a连接至从动辊24a,而附接部分122b连接至从动辊24b,每个从动辊24a或24b经由在下面详细描述的相应的附接装置28连接至对应的附接部分,使得每个从动辊24a和24b沿着主轴线a11从中间平面p11偏移。
52.本体110的面112和114包括附接部分122a和122b;换句话说,附接部分122a和122b具有平行于中间平面p11且具有恒定的厚度的面。
53.在图中所示的示例中,两个从动辊24a和24b有利地具有相同的结构,或者甚至是相同的,这降低了标准化成本。类似地,与辊24a或24b中的每个辊相关联的附接装置28有利地具有相同的结构,或者甚至是相同的。另一方面,本体110的附接部分122a和122b均具有
彼此类似的形状。在下文中,主要描述连接至附接部分122a的从动辊24a和相关联的附接装置28,该描述能够应用至辊24b,该辊24b通过其自身的附接装置28附接至附接部分122b。
54.表面123a限定为面114的与附接部分122a相对应的部分。类似地,表面123b限定为面112的与附接部分122a相对应的部分。表面123a与表面123b相反地定向。
55.因此,附接部分122a的表面123a与中央部分116的表面117a共面,而附接部分122a的表面123b与中央部分116的表面117b共面。表面123a和123b通过凸缘124彼此连接,该凸缘124具有带有平行于主轴线a11的母线的筒状表面。特别地,表面123a和123b相对于表面117a或117b不具有任何凹部,并且以等于中央部分116的厚度的厚度彼此分开。
56.凸缘124与表面123a和123b中的每一者之间的边缘可以具有倒圆或倒角,以防止在操纵杆11时操作者受伤。
57.从动辊24a包括具有定中心在相应的辊轴线a24上的盘形形状的内环240、外环242、以及置于内环240与外环242之间的滚动元件244,使得外环242相对于内环240绕相应的辊轴线a24自由旋转。当辊24a经由附接装置28连接至附接部分122a时,辊轴线a24平行于主轴线a11。外环242具有接触表面s242,该接触表面s242相对于辊轴线a24在径向上,并且旨在用于与凸轮22的从动件22a接触。在这种情况下,接触表面s242是定中心在对应的轴线a24上的具有圆形横截面的圆柱体的一部分。
58.滚动元件244——在这种情况下为辊——相对于辊轴线a24通过两个侧面246沿着辊轴线a24轴向地保持,所述两个侧面246位于内环240的两侧。内环240和外环242例如由厚度在例如2mm与20mm之间的钢板制成,而侧面246由厚度在例如0.1mm与1mm之间的处理过的钢板制成。
59.对于每个辊24a或24b,辊的厚度e24限定为等于内环240和两个侧面246的平行于对应的轴线a24测量的累积厚度。
60.两个孔248形成为穿过内环240和侧面246。定中心在平行于辊轴线a24的轴线上的每个孔248允许附接装置28的紧固件280通过。在图示的示例中,接纳在孔248中的每个孔中的紧固件280是铆钉,称为“辊铆钉”。
61.当辊24a如现有技术中的情况中那样仅包括一个接纳紧固件280的孔248时,孔248与辊轴线a24对准,因为仍然存在辊a24的内环240将相对于附接装置28绕定中心在孔248上的轴线旋转的风险。
62.在图示的示例中,每个附接装置28包括两个紧固件280,其中,从动辊24a包括两个单独的孔248,每个孔248接纳相应的紧固件280。因此,防止了内环240相对于附接装置28的旋转运动。
63.有利地,紧固件280以及因此形成在从动辊a24的内环240中的孔248比从动辊24a的辊轴线a24距另一从动辊24b更远。
64.换句话说,内环240具有定中心在辊轴线a24上的盘形形状,并且限定了内半盘240a和与内半盘240a互补的外半盘240b,其中,从动辊24a的内半盘240a位于另一从动辊24b的一侧。从动辊24a的内环240的孔248形成为穿过该内环240的外半盘240b,即,这些孔248比钻有这些孔248的内环240的轴线a24距另一从动辊24b的辊轴线a24更远。
65.对称地,形成在从动辊24b的内环240中的孔248比从动辊24b的辊轴线a24距从动辊24a的辊轴线a24更远。
66.这种构造允许凸轮22的具有共轭轮廓的凸轮从动件22a和22b具有显著的半径差,而没有从动件22a或22b与杆11的附接装置28干涉的风险。这增加了杆11的振荡运动f11的加速度,并且因此提高了织机m的生产率。
67.当辊24a附接至附接部分122a时,接触表面s242位于与凸缘124相对的位置。凸缘124和接触表面s242限定中间容积v124。在图示的示例中,当辊24a附接至附接部分122a时,凸缘124具有定中心在辊轴线a24上的圆柱体的圆形横截面部分的形状。换句话说,凸缘124与接触表面s242同心,并且中间容积v124具有相对于辊轴线a24径向地测量的恒定宽度。
68.两个孔126靠近凸缘124——即,与开孔118相比更靠近凸缘124——形成为穿过附接部分122a。定中心在平行于主轴线a11的轴线上的每个孔126允许附接装置28的紧固件282通过,紧固件282在这种情况下是另一铆钉,称为“杆铆钉”。
69.现在描述附接装置28,该附接装置28将从动辊24a连接至杆11的本体110的附接部分122a。除了先前介绍的辊铆钉280和杆铆钉282之外,附接装置28还包括内紧固件28a和外紧固件28b。连接至从动辊24a的内紧固件28a相对于从动辊24a的内环240位于另一从动辊24b的一侧,而连接至从动辊24a的外紧固件28b相对于从动辊24a的内环240位于该另一从动辊24b的相反侧。内紧固件28a包括内凸缘30,而外紧固件28b包括外凸缘32和间隔件凸缘34。从动辊24a被u形夹式地安装(clevis mounted)在内紧固件28a的内凸缘30与外紧固件28b的外凸缘32之间。在第一实施方式中,附接装置28还包括支柱36,支柱36中的每个支柱由板形成并且在这种情况下每个支柱均是环形的、具有厚度e36和周缘表面s36。
70.内凸缘30和外凸缘32各自均由诸如钢的刚性材料的板形成,并且内凸缘30和外凸缘32各自均具有带倒圆的边缘和拐角的大致三角形形状。对于内凸缘30和外凸缘32中的每一者,三角形顶点中的一个三角形顶点限定分别用302和322标记的前部部分,前部部分302和322中的每一者包括用于辊铆钉280通过的两个前孔286。“前”是指当附接装置28组装至杆11的本体110时,部分302和322远离杆11的本体110的中央部分116指向从动辊24a。从动辊24a通过辊铆钉280附接至内凸缘30和外凸缘32,这是从动辊24a附接至内凸缘30和外凸缘32的示例。
71.内凸缘30包括内面30a和与内面30a相反的外面30b。类似地,外凸缘32包括内面32a和与内面32a相反的外面32b。当内凸缘30和外凸缘32通过辊铆钉280组装至辊24a时,内面30a和32a彼此面对并且在平行平面中支承在从动辊24a的侧面246上,于是,内环240相对于内凸缘30和外凸缘32固定,而外环242保持能够相对于内环240绕辊轴线a24旋转。换句话说,内凸缘30或外凸缘32不阻碍外环242的运动,并且从动辊24a被u形夹式地安装在内紧固件28a与外紧固件28b之间。与前部部分302相对,内凸缘30包括限定外凸缘30的后部部分306的边缘304。在附接装置28的组装构型中,内凸缘30的边缘304与附接部分122a的凸缘124相对地定位。
72.与前部部分322相对,外凸缘32包括限定外凸缘32的后部部分326的边缘324。两个后孔288邻近于边缘324形成在外凸缘32的后部部分326中,后孔288用于杆铆钉282的通过。
73.在前部部分322与后部部分326之间,外凸缘32还包括中间部分328,在该中间部分328中形成有两个中间孔290。当外凸缘32一方面连接至辊24a并且另一方面连接至附接部分122a时,中间孔290在内面32a的一侧打开、通向中间容积v124。
74.内凸缘30还包括中间孔291,该中间孔291在附接装置28的组装构型中与外凸缘32
的中间孔290对准,并且该中间孔291旨在用于紧固件284的通过,紧固件284在这种情况下称为“u形夹”铆钉。
75.间隔件凸缘34由诸如钢的刚性材料的板形成,并且包括内面34a和与内面34a相反的外面34b。当附接装置28被组装时,外面34b面对外凸缘32。两个面34a和34b在它们之间限定间隔件凸缘34的厚度e34。间隔件凸缘34还包括前边缘342和与前边缘342相反的后边缘344,在辊24a的组装构型中,前边缘342朝向辊24a并远离杆11的中央部分116定向。间隔件凸缘34的前部部分346和后部部分348也限定为间隔件凸缘34的分别包括前边缘342或后边缘344的部分。
76.间隔件凸缘34的后部部分348置于外凸缘32与附接部分122a之间。更具体地,间隔件凸缘34的外面34b在平行平面中抵靠外凸缘32的内面32a支承,而间隔件凸缘34的内面34a在平行平面中抵靠杆11的本体110的面112支承。结果,从动辊24a平行于辊轴线a24从中间平面p11偏移。
77.后部部分348包括孔350,该孔350形成为穿过间隔件凸缘34,并且旨在用于杆铆钉282的通过。因此,在紧固件28的组装构型中,附接部分122a中的孔126、间隔件凸缘34中的孔350和外凸缘32中的后孔288对准,以允许杆铆钉282通过。
78.辊24a的内侧面246a限定为两个侧面246中的位于内凸缘30的一侧的一个侧面。内侧面246a相对于中间平面p11的位置取决于间隔件凸缘34的厚度e34。
79.因此,根据从动件22a和22b的构型,间隔件凸缘34的厚度e34选择成使得支承在凸轮22的从动件22a上的辊24a不与从动件22b干涉,并且类似地使得支承在从动件22b上的辊24b不与从动件22a干涉。特别地,辊24a的接触表面s242或内侧面246a不得与从动件22b接触。
80.遵循示例,间隔件凸缘34的厚度e34大于或等于从动辊24a的厚度e24的一半,使得辊24a完全位于中间平面p11的一侧。
81.取决于间隔件凸缘34支承在本体110的面112还是面114上,从动辊24a相对于中间平面p11的偏移在一个方向或另一方向上。更一般地,可以理解的是,两个相同的附接装置28可以用于附接两个从动辊24a和24b,间隔件凸缘34在本体110的面112或114中的任一者上的定位允许辊24a或24b偏移到中间平面p11的一侧或另一侧。因此,附接装置28的部件可以批量生产,这降低了制造成本。
82.在第一实施方式中,间隔件凸缘34的前部部分346延伸到中间容积v124中、超过附接部分124a的凸缘124,其中,前边缘342面向辊24a的接触表面s242。前部部分346包括孔352,所述孔352与外凸缘32的中间孔290对准,以便允许紧固件28的u形夹铆钉284通过。在紧固件28的组装构型中,间隔件凸缘34通过u形夹铆钉284附接至外凸缘32。
83.在每个u形夹铆钉284处,支柱36置于内凸缘30与内紧固件28a之间,使得内凸缘30的内面30a和外凸缘32的内面32a彼此平行,并且在组装间隙内以等于从动辊24a的厚度e24的距离分开。换句话说,u形夹铆钉284连结内紧固件28a的内凸缘30和外紧固件28b的外凸缘32、外紧固件28b的间隔件凸缘34以及每个支柱36。
84.在第一实施方式中,附接装置28包括两个u形夹铆钉284和两个支柱36,在这种情况下,两个支柱36是环。由于内凸缘30与外凸缘32之间的距离是从动辊的厚度e24或另外地等于从动辊的厚度e24,因此支柱36的厚度e36等于辊24a的厚度e24减去间隔件凸缘34的厚
度e34。
85.因此,辊24a被由辊铆钉280组装的内凸缘30和外凸缘32盖住。内凸缘30和外凸缘32也通过u形夹铆钉284连接,这有助于加强和强化内凸缘20和外凸缘32与辊24a的连接。换句话说,内紧固件28a和外紧固件28b通过u形夹铆钉284连结。
86.因此,根据本发明的附接装置28允许从动辊24a连接至输出杆11的本体110,而不需要在本体110的面112或114中形成容置从动辊的特定壳体,并且不需要像现有技术中的情况那样在本体110中铣削出凸缘。另外,内紧固件28a和外紧固件28b各自均包括一个或更多个板,即内凸缘、外凸缘和间隔件凸缘,内凸缘、外凸缘和间隔件凸缘在平行平面中彼此抵接并通过铆钉280和284彼此连结。
87.在本体110中进行简单的加工操作,比如钻孔或倒角,特别是制造铆钉孔282。可选地,表面112和114可以包括基础区域,特别是附接部分124a,以实现输出杆11的合适的几何形状。
88.现在对将辊24a组装至输出杆11的本体110的方法进行描述,应当理解的是,相同的组装方法对于辊24b是有效的。
89.组装方法包括第一步骤,该第一步骤包括提供已经组装好的辊24a、杆11的本体110以及附接装置28的各个部件,即内凸缘30和外凸缘32、间隔件凸缘34以及支柱36。
90.然后,组装方法包括第二步骤,该第二步骤包括将内凸缘30、支柱36、间隔件凸缘34和外凸缘32堆叠在未示出且为此目的构造的定位工具中,以便使旨在用于相应铆钉的通过的所有孔一致。特别地,前孔286用于辊铆钉280的通过,孔288和350用于杆铆钉282的通过,并且孔290、352和291用于u形夹铆钉284的通过。
91.然后,该组装方法包括称为“铆接”的第三步骤,该第三步骤包括将u形夹铆钉插入对应的孔290、352和291中,并且然后使u形夹铆钉在压力下变形,使得内凸缘30、支柱36、支柱凸缘34和外凸缘32连结在一起并一起形成紧固子组件。
92.在铆接期间,具有略大于部件堆叠件厚度的初始长度的铆钉在相对于孔轴线的径向方向上塑性变形,从而增加了铆钉在通孔中的紧密度。铆钉还在其端部处变形,以便部分地填充内凸缘30和外凸缘32的通孔291和290中的倒角。
93.当使用诸如辊铆钉280、杆铆钉282或u形夹铆钉284的铆钉时,它们优选地使用所谓的“冷”铆接方法在室温下设置。与热铆接或诸如焊接的其他热组装方法不同,冷铆接不在待组装的部件中产生局部加热,这避免了在组装操作期间出现部件变形。
94.然后,该组装方法包括第四步骤,该第四步骤包括将紧固件子组件的外凸缘32定位在对应的附接部分122a上,以便使用于杆铆钉282的通过的孔288、350和126一致。在图示的示例中,外凸缘32定位在本体110的面112的一侧。
95.然后,该组装方法包括第五步骤:将杆铆钉282插入对应的通孔288、350和126中,并且然后使杆铆钉282在压力下变形,以便将紧固件子组件固定至对应的附接部分122a。
96.然后,该组装方法包括第六步骤:将从动辊24a定位在对应的紧固件组件28的内凸缘30与外凸缘32之间,使得辊铆钉280的通孔248和286一致。
97.然后,该组装方法包括第七步骤:将辊铆钉280插入对应的孔248和286中,并且然后使辊铆钉280在压力下变形,以便将辊24a固定至紧固件子组件。
98.可选地,在第一步骤中,分别在本体110、内凸缘30和外凸缘32中形成的开孔18和
前孔286仍然仅处于粗糙状态,在这种情况下,组装方法包括在第五步骤与第六步骤之间的中间步骤,该中间步骤包括对孔286和开孔118进行再加工,使得在第七步骤结束时,本体11的主轴线a11和从动辊24a的辊轴线a24彼此平行并且间隔开精确的量。
99.这种再加工补偿了与输出杆11的部件的组装或几何公差相关的任何几何偏差。
100.在第二实施方式至第五实施方式中,与第一实施方式的元件类似的元件具有相同的附图标记并且以相同的方式起作用。在下文中,主要描述每个实施方式与前述实施方式之间的区别。
101.第二实施方式与第一实施方式的主要区别之一在于,连结内凸缘30和外凸缘32的u形夹铆钉284不穿过间隔件凸缘34,并且支柱36抵接外凸缘32的内面32a和内凸缘30的内面30a。
102.间隔件凸缘34包括内面34a和与内面34a相对的外面34b。当附接装置28被组装时,外面34b面对外凸缘32。间隔件凸缘34还包括在辊24a的组装构型中面对辊24a的前边缘342、以及与前边缘342相对的后边缘344。
103.间隔件凸缘34的后部部分348也限定为包括后边缘344。
104.后部部分348置于外凸缘32与附接部分122a之间。更具体地,间隔件凸缘34的外面34b在平行平面中抵靠外凸缘32的内面32a支承,而间隔件凸缘34的内面34a在平行平面中抵靠杆11的本体110的面112支承。结果,从动辊24a从中间平面p11偏移。
105.后部部分348包括孔350,该孔350形成为穿过间隔件凸缘34,并且旨在用于杆铆钉282的通过。因此,在辊24a的组装构型中,附接部分122a中的孔126、间隔件凸缘34中的孔350和外凸缘32中的后孔288对准,以便允许杆铆钉282通过。
106.在第二实施方式中,间隔件凸缘34不包括延伸到内部容积v124中的前部部分。这里,前边缘342与附接部分122a的边缘124齐平。
107.因此,置于外紧固件28b与内凸缘30之间的支柱36直接抵接外凸缘32的内面32a和外凸缘30的内面30a。支柱36各自均由板形成并且各自均是环形的,支柱36具有厚度e36。厚度e36选择成使得内凸缘30和外凸缘32彼此平行,并且以等于从动辊24a的厚度e24的距离分开。换句话说,在这种情况下,厚度e36选择为等于厚度e24。
108.根据第二实施方式的杆11的结构简化了杆11的组装,但是降低了杆11的刚度,这是因为间隔件凸缘34不在u形夹铆钉与杆铆钉282之间进行连接。
109.第三模式与其他实施方式的主要区别之一在于,内紧固件28a包括加强凸缘70,该加强凸缘70位于内凸缘30的一侧,并且将u形夹铆钉284连接至杆铆钉282。
110.加强凸缘70由诸如钢的刚性材料的板形成,并且该加强凸缘70包括内面70a和与内面70a相反的外面70b。当附接装置28被组装时,内面70a面对外凸缘32。
111.加强凸缘70的内面70a共同地支撑在内凸缘30的外面30b上的平行平面中,并且搁置在附接部分122a的面114上的平行平面中,即,杆11的本体110的面背对间隔件凸缘34。
112.一方面,加强凸缘70通过杆铆钉282固定至附接部分122a,另一方面,加强凸缘70通过u形夹铆钉284固定至内凸缘30。与先前实施方式相比,杆11的这种结构更具刚性,但是更笨重。
113.在第三实施方式中,调整内凸缘30的厚度,使得内凸缘30的外表面30b与本体110的面114位于同一平面中,使得加强凸缘70的内面70b共同抵接面114和内凸缘30的外面
30b。
114.有利地,加强凸缘70具有与间隔件凸缘34的轮廓相同的轮廓。有利地,加强凸缘70具有与间隔件凸缘34的厚度e34相等的厚度,换句话说,加强凸缘70与间隔件凸缘34相同,这使得可以连续地制造部件,以降低生产成本并且便于组装。
115.在第三实施方式中,在组装方法的第一步骤中,加强凸缘70设置有附接装置28的其他部件,并且然后在第二步骤中,加强凸缘70与内凸缘30一起安置在定位工具中。
116.第四实施方式与先前实施方式之间的主要区别之一在于,在先前的实施方式中,各自均为具有单个铆钉通孔284的环形的支柱36被由板形成的支柱436代替,在该板中形成有多个铆钉通孔284。另外,u形夹铆钉284数量更多,在这种情况下数量为四个,而不是先前模式中的两个u形夹铆钉284。因此,支柱436包括四个u形夹铆钉孔284,如下面详细描述的。
117.间隔件凸缘34和外凸缘32通过四个u形夹铆钉284中的两个u形夹铆钉连结,这两个u形夹铆钉284形成所谓的u形夹铆钉284的“前”组。
118.加强凸缘70和内凸缘30通过两个额外的u形夹铆钉284连结,这两个u形夹铆钉284不同于前组中的铆钉,并且形成u形夹铆钉284的所谓的“后”组。
119.支柱436包括前部部分438,该前部部分438中形成有孔439,以用于前组的u形夹铆钉284的通过。支柱436包括后部部分440,该后部部分440中形成有孔441,以用于后组的u形夹铆钉284的通过。
120.内凸缘30通过支柱436支撑在外紧固件28b上。更准确地说,支柱436置于内凸缘30的内面30a与间隔件凸缘34的内面34a之间,使得在组装间隙内,内凸缘30的内面30a和外凸缘32的内面32a彼此平行并且以等于从动辊24a的厚度e24的距离分开。
121.由于支柱436由板形成并且u形夹铆钉284的数量更多,第四模式的输出杆11比先前模式的杆11更具刚性。另一方面,第四模式的杆11具有相对于中间平面p11基本对称的结构,这在辊24a和24b与凸轮22的从动件22a和22b抵接时减小了附接装置28在中间平面p11的任一侧的弯曲变形。
122.第五实施方式与先前实施方式之间的主要区别之一在于,第五实施方式的杆11包括加强凸缘70,但是不包括与先前实施方式的支柱36或436的等效物。
123.在第五实施方式中,内紧固件28a包括内凸缘30和加强凸缘70,而外紧固件28b包括外凸缘32和间隔件34。
124.加强凸缘70的内面70a在平行平面中抵靠内凸缘30的外面30b支承,内凸缘30和加强凸缘70通过后组的u形夹铆钉284连结。
125.间隔件凸缘34的外面34b在平行平面中抵靠外凸缘32的内面32b支承,间隔件凸缘34和外凸缘32通过前u形夹铆钉组件284连结。
126.在第五实施方式中,每个u形夹铆钉284仅将两个板构件彼此连接,即,在第一种情况下,将间隔件凸缘34和外凸缘32彼此连接,并且在第二种情况下,将加强凸缘70和内凸缘30彼此连接。因此,u形夹铆钉284的长度小于前述模式的铆钉284的长度,该长度是平行于主轴线a11测量的。
127.在制造紧固件28时,在进行针对第一实施方式所描述的第三组装步骤之前,首先通过u形夹铆钉284分别组装内紧固件28a和外紧固件28b。
128.第五实施方式的没有支柱的杆11比第四实施方式的杆刚性小,同时当辊24a和24b
支承在凸轮22的从动件22a和22b上时,能够在内紧固件28a或外紧固件28b中的每一者的水平处保持良好的力传递,这减小了附接装置28在中间平面p11的任一侧的弯曲变形。
129.更一般地,无论实施方式如何,附接装置28的内紧固件28a和外紧固件28b都包括由板形成的一个或更多个零件。附接装置28还包括为环的支柱36或者由板形成的支柱436,或者在适当时甚至不包括间隔件。因此,附接装置28的部件的生产容易且经济。
130.附接装置28的各个部件还易于组装,这些部件彼此平坦地支承,并且优选地通过冷铆接组装,这降低了组装之后输出杆11的几何变形的风险。
131.在所有实施方式中,用于将内凸缘30和外凸缘32附接至辊24a的紧固件280是铆钉。在未示出的变型中,可以使用其他紧固件,特别是诸如螺钉和螺母的可反转紧固件,可反转紧固件允许在必要时容易地更换有缺陷的部件。在这种情况下,螺钉头部和螺母优选地被铣削并且接纳在内凸缘30和外凸缘32的互补凹部中,以便不会给附接装置28增加额外的厚度并且不会增加接触相邻的输出杆的风险。因此,由于从动辊是特别受应力的部件并且具有比输出杆11的其他部件更高的失效风险,所以辊铆钉280可以由操作者更换。
132.在所示的所有实施方式中,辊24a和24b的滚动元件244是辊。本发明也可以利用其中滚动元件244是球的辊来实施。
133.上述实施方式和变型可以彼此组合以产生本发明的新的实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1