裤袢制作装置、控制中心及相关方法与流程
1.本公开涉及工业自动化领域,更具体而言,涉及一种裤袢制作装置、控制中心及相关方法。
背景技术:
2.裤袢是裤子上用于腰带穿过的部件。它一般使用与裤子主体本身相同颜色的材料的加厚短布条,布条两头固定在裤子的裤腰的部位,布条中间的部位与裤腰之间正好形成空隙,让腰带穿过。目前的服装加工中,一般是先制作好裤袢,再将几个裤袢等间距地固定在裤子的腰围上。
3.裤袢一般通过这样的工艺制作:先将很多长条形的裤袢片料进行拼接,即前一个长条形的裤袢片料与后一个长条形的裤袢片料进行对接,从而许多这样的长条形的裤袢片料就接续成了长的片料带(这样做的原因是,裤袢一般是固定长度的,但能收集到的用于制作裤袢的裤袢片料却长短不一。将长短不一的裤袢片料接续起来,再切割成定长的一段一段,剩余的废料少,节约资源成本。如果在长短不一的裤袢片料上直接切割裤袢片料,每个裤袢片料可能都产生废料,浪费极大)。接续成长的片料带后,将其穿过折边器,折叠为裤袢的厚度并由双针网底车缝制(折边的原因是,为了提高裤袢的结实度,一般裤袢需要有一定厚度,因此需要经过折边器进行向中心对折,提高其厚度,再缝制从而将该厚度固定下来)。缝制后的片料带经高温的熨烫设备熨烫,再由自动切刀设备将其按照所需的长度分段,最后人工将分段好的裤袢中带有接头的部分人工剔除,形成一个个的定长的裤袢。
4.这整个过程中,一共涉及5个工序。每个工序按原有传统做法均需要配备1台专机和1名操作工。同时,这5个工序具有确定的先后顺序。必须在上个工序完成后,才可以开始下个工序。因此,整个工序流程的耗时很长,不利于全链路的生产周期缩短;而且传统做法设备投入量大,操作人力投入非常多,还对操作人员均有较强的技能要求,不利于实现数字化。
技术实现要素:
5.有鉴于此,本公开旨在提高裤袢制作过程的自动化程度和效率,减少对操作人员技能的依赖。
6.根据本公开的一方面,提供了一种裤袢制作装置,包括:
7.片料容器,容纳裤袢片料;
8.抓取部,与所述片料容器相对,以从所述片料容器抓取裤袢片料;
9.第一缝制头,面对抓取后传送的裤袢片料,以与之前抓取后传送的裤袢片料对接缝制,形成片料带;
10.折边器,容纳通过所述片料带,在宽度方向上对通过的片料带进行对挤折边;
11.第二缝制头,面对对挤折边后的片料带以进行缝制。
12.可选地,该裤袢制作装置还包括:切裁部,按照定长对所述第二缝制头缝制的片料
带切裁,形成裤袢。
13.可选地,该裤袢制作装置还包括:熨烫部,位于所述第二缝制头和所述切裁部之间,对所述第二缝制头缝制的片料带进行熨烫。
14.可选地,该裤袢制作装置还包括:状态感测器,位于所述熨烫部和所述第二缝制头之间,对所述第二缝制头缝制的片料带的状态进行感测,并在感测出状态异常时告警。
15.可选地,该裤袢制作装置还包括:第一传送部,连接所述抓取部,将所述抓取部抓取的裤袢片料传送到面对所述第一缝制头的位置。
16.可选地,该裤袢制作装置还包括:第二传送部,位于所述第一缝制头和所述折边器之间,将第一缝制头缝制成的片料带传送到所述折边器。
17.可选地,所述片料容器具有相对的第一壁和第二壁,第一壁和第二壁相对运动,使得第一壁和第二壁之间的距离等于所述裤袢片料的宽度。
18.可选地,所述片料容器包括第一片料容器和第二片料容器,用于容纳不同材质的裤袢片料;所述抓取部能够在对准所述第一片料容器的位置和对准所述第二片料容器的位置之间切换。
19.可选地,所述片料容器的内壁具有感测片料容器内的裤袢片料的高度的高度感测器,且所述片料容器具有可升降底,所述可升降底按照所述高度感测器感测的高度升降,使所述抓取部抓取到最上面一片裤袢片料。
20.可选地,该裤袢制作装置还包括:对齐装置,与所述第一传送部连接,将第一传送部传送的裤袢片料的首部与第一传送部传送的上一片裤袢片料的尾部对齐,以供第一缝制头对接缝制。
21.可选地,所述折边器包括设置在所述片料带的通过路径上的通口、以及在通口两侧在宽度方向上对通过的片料带进行挤压的第一挤压壁和第二挤压壁。
22.可选地,所述状态感测器包括拍摄第二缝制头缝制的片料带的图像的摄像头、用于从所述图像中识别异常状态的识别装置、在识别装置识别出异常状态时告警的报警器。
23.可选地,所述熨烫部包括由上模和下模限定的熨烫通路,供所述片料带通过,所述上模和下模中的至少一个发热。
24.可选地,所述上模的下表面和下模的上表面呈一致的波浪形。
25.可选地,该裤袢制作装置还包括:卷收料器,包括围绕轴心旋转的轴,用于接收缝制后的片料带,以随轴的旋转缠绕在所述轴上。
26.可选地,该裤袢制作装置还包括:
27.多个裤袢收料器,容纳不同类型的裤袢;
28.导向器,根据所述裤袢的类型,将切裁部切裁成的裤袢引导至所述多个裤袢收料器之一。
29.可选地,该裤袢制作装置还包括:
30.交互单元,用于接收输入的裤袢片料的宽度;
31.控制器,用于根据输入的裤袢片料的宽度,控制所述第一壁和第二壁之间的相对运动,使得第一壁和第二壁之间的距离等于所述宽度。
32.可选地,所述交互单元还接收用于控制裤袢制作过程中的工艺的控制参数;所述控制器还控制所述裤袢制作装置中所述控制器之外的部件,以所述控制参数制作裤袢。
33.可选地,该裤袢制作装置还包括:控制器,用于:接收来自控制中心的裤袢制作命令,所述裤袢制作命令具有条件参数;根据所述条件参数,确定用于控制裤袢制作过程中的工艺的控制参数;控制所述裤袢制作装置中所述控制器之外的部件,以所述控制参数制作裤袢。
34.可选地,该裤袢制作装置还包括:控制器,用于:接收来自控制中心的裤袢制作命令,所述裤袢制作命令具有用于控制裤袢制作过程中的工艺的控制参数;控制所述裤袢制作装置中所述控制器之外的部件,以所述控制参数制作裤袢。
35.根据本公开的一方面,提供了一种裤袢制作装置,包括:
36.控制器,用于接收来自控制中心的裤袢制作命令,所述裤袢制作命令具有条件参数,并根据所述条件参数,确定用于控制裤袢制作过程中的工艺的控制参数;
37.裤袢制作装置主体,用于以所述控制参数制作裤袢,其中,所述控制器在所述裤袢制作装置主体制作完成后上报完成结果。
38.根据本公开的一方面,提供了一种裤袢制作装置,包括:
39.控制器,用于接收来自控制中心的裤袢制作命令,所述裤袢制作命令具有用于控制裤袢制作过程中的工艺的控制参数;
40.裤袢制作装置主体,用于以所述控制参数制作裤袢,其中,所述控制器在所述裤袢制作装置主体制作完成后上报完成结果。
41.根据本公开的一方面,提供了一种控制中心,包括:
42.收发器,用于接收来自物联网的订单消息;
43.处理器,用于从所述订单消息中获得条件参数;
44.且所述收发器向裤袢制作装置发送裤袢制作命令,所述裤袢制作命令具有所述条件参数,以便所述裤袢制作装置基于所述条件参数确定用于控制裤袢制作过程中的工艺的控制参数。
45.根据本公开的一方面,提供了一种控制中心,包括:
46.收发器,用于接收来自物联网的订单消息;
47.处理器,用于从所述订单消息中获得条件参数,并基于所述条件参数,确定用于控制裤袢制作过程中的工艺的控制参数;
48.且所述收发器向服装缝制装置发送裤袢制作命令,所述裤袢制作命令具有所述控制参数。
49.根据本公开的一方面,提供了一种裤袢制作方法,包括:
50.将裤袢片料置于片料容器中;
51.致动抓取部对准所述片料容器,以从所述片料容器中抓取裤袢片料;
52.将抓取的裤袢片料与前一个抓取的裤袢片料对接缝制,形成片料带;
53.在宽度方向上对所述片料带进行对挤折边;
54.对对挤折边的片料带进行缝制。
55.本公开实施例的裤袢制作装置中,将裤袢片料放置于片料容器中。设置抓取部从所述片料容器抓取裤袢片料。然后,第一缝制头将该抓取的裤袢片料与上一个抓取的裤袢片料对接缝制,许多这样的裤袢片料通过这种方式对接起来,形成片料带。折边器在宽度方向上对该片料带进行对挤折边,由第二缝制头缝制。这样缝制出的片料带,能够容易地从中
截取出一段一段的定长裤袢。上述整个过程完全由机器进行,提高了裤袢制作过程的自动化程度和效率。整个过程不使用人工,减少对操作人员技能的依赖。
附图说明
56.通过参考以下附图对本公开实施例的描述,本公开的上述以及其它目的、特征和优点将更为清楚,在附图中:
57.图1是根据本公开一个实施例的裤袢制作装置应用的物联网的结构图;
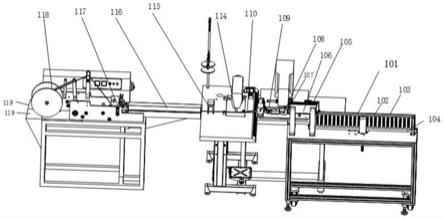
58.图2和3分别是根据本公开一个实施例的裤袢制作装置从正视和侧视两种角度的整体机械结构图;
59.图4是根据本公开一个实施例的熨烫部的内部结构示意图;
60.图5是根据本公开一个实施例的裤袢制作装置的电气控制部分结构图;
61.图6是根据本公开一个实施例的控制中心的硬件结构图;
62.图7是根据本公开一个实施例的裤袢制作方法的流程图。
具体实施方式
63.以下基于实施例对本公开进行描述,但是本公开并不仅仅限于这些实施例。在下文对本公开的细节描述中,详尽描述了一些特定的细节部分。对本领域技术人员来说没有这些细节部分的描述也可以完全理解本公开。为了避免混淆本公开的实质,公知的方法、过程、流程没有详细叙述。另外附图不一定是按比例绘制的。
64.另外,本公开实施例的上与下是相对概念,并非一律是沿垂直方向的上和下,可以是指任意方向和它的相反方向。例如,将某个部件垂直90度放置后,左和右的关系可能会变成上和下的关系。因此,本公开实施例的上和下仅指两个相反的方向,上部和下部也仅指两个相反的方向上的部位。
65.本公开实施例应用于的物联网
66.物联网(the internet of things,iot)是指通过各种信息传感器、射频识别技术、全球定位系统、红外感应器、激光扫描器等各种装置与技术,实时针对任何需要监控、连接、互动的物体或过程,采集其声、光、热、电、力学、化学、生物、位置等各种需要的信息,通过各类可能的网络接入,实现物与物、物与人的泛在连接,实现对物品和过程的智能化感知、识别和管理。物联网是一个基于互联网、传统电信网等的信息承载体,它让所有能够被独立寻址的普通物理对象形成互联互通的网络。
67.如图1所示的物联网包括服装生产中各个环节的物联网装置,其中有服装原材料采集输送装置201、服装片料裁剪装置202、服装片料印花装置203、服装片料夹送装置204、服装片料烘干装置205、服装辅料制作装置230、服装缝制装置206等。服装辅料制作装置230包括裤袢制作装置231。它们接收控制中心219的控制命令,根据控制命令中的条件参数,确定其分别在原材料采集、裁剪、印花、夹送、烘干、缝制等各方面的控制参数,从而按照该控制参数控制原材料采集、裁剪、印花、夹送、烘干、辅料制作、缝制等过程。或者,控制命令直接含有控制参数。服装原材料采集输送装置201、服装片料裁剪装置202、服装片料印花装置203、服装片料夹送装置204、服装片料烘干装置205、服装辅料制作装置230、服装缝制装置206根据含有的控制参数,控制原材料采集、裁剪、印花、夹送、烘干、辅料制作、缝制等过程。
辅料是服装加工过程中需要的主服装裁片之外的其它材料,如裤袢、拉链等。条件参数是指服装加工过程预先设定的条件。在主要针对服装辅料制作装置230中的裤袢制作装置231的本公开实施例中,条件参数可以是裤袢的长度、宽度、裤袢材料厚度、加工温度等制作裤袢所需要的条件。控制参数是由条件参数决定的、用于控制服装缝制的各过程的参数。在主要针对服装辅料制作装置230中的裤袢制作装置231的本公开实施例中,控制参数可以是由裤袢材质和厚度决定的抓取部抓取力度、由裤袢的宽度决定的片料容器101的第一壁102和第二壁103之间的距离等。
68.支付服务器220用于服装订单货款的支付。控制中心219能够接收云209传送过来的服装订单消息。在先加工后付款的情况下,控制中心219在接收到服装订单消息后就可以向服装原材料采集输送装置201、服装片料裁剪装置202、服装片料印花装置203、服装片料夹送装置204、服装片料烘干装置205、服装辅料制作装置230、服装缝制装置206发送控制命令,控制它们执行相关动作,从而协同完成订单。在先付款后加工的情况下,控制命令219向支付服务器220查询订单货款是否已支付,并在已支付的情况下,向服装原材料采集输送装置201、服装片料裁剪装置202、服装片料印花装置203、服装片料夹送装置204、服装片料烘干装置205、服装辅料制作装置230、服装缝制装置206发送控制命令,控制它们执行相关动作,从而协同完成订单。服装原材料采集输送装置201、服装片料裁剪装置202、服装片料印花装置203、服装片料夹送装置204、服装片料烘干装置205、服装辅料制作装置230、服装缝制装置206完成相关动作后,向控制中心219上报完成结果。控制中心219根据各装置上报的完成结果,确定订单是否完成,等等。
69.在加工服装订单时,服装原材料采集输送装置201负责原材料的采集输送,服装片料裁剪装置202服装将原材料裁剪成服装片料,服装片料印花装置203负责在服装片料上印花,服装片料夹送装置204负责将印花好的服装片料夹送到服装片料烘干装置205,服装片料烘干装置205负责服装片料的烘干,服装辅料制作装置230负责辅料(例如裤袢)的制作,服装缝制装置206负责利用烘干的服装片料、以及服装辅料制作装置230制作的辅料进行服装的缝制。云209还连接其它物联网装置210。其它物联网装置211也可以通过云209、网关208向各服装生产中的物联网装置发出订单消息。
70.服装原材料采集输送装置201是将制作服装的原材料(布料、丝、绸等)从原材料的存放处采集出来输送到服装加工的位置的装置。其可以有各种感测设备能感测原材料存放处存放的原材料的位置,从而进行准确的抓取。
71.服装片料裁剪装置202是按照组成服装的各部分的片料形状,从原材料上自动裁剪出该形状,成为服装片料的装置。例如,牛仔裤的小表袋是牛仔裤的组成部分。其用牛仔布制成,因此需要按照小表袋的形状从牛仔布上裁剪出小表袋的片料。
72.服装片料印花装置203是按照服装片料上需要印花的图样,将图样自动印制到服装片料上的装置。例如,牛仔裤的小表袋上需要印制牛仔的头像,则将牛仔的头像印花在小表袋的由服装片料裁剪装置202裁剪出的片料上。
73.服装片料夹送装置204是当服装片料被印花后,自动抓取印花后的服装片料送至下一工序的烘干装置的装置。
74.服装片料烘干装置205是将印花后的服装片料进行烘干的装置,例如对印了牛仔头像的小表袋片料进行烘干。
75.服装辅料制作装置230是制作所述服装需要的辅料(例如裤袢、拉链等)的装置,其中,裤袢制作装置231是制作裤袢的装置。本公开实施例的改进主要围绕这一装置。
76.服装缝制装置206是利用烘干后的各服装片料、以及服装辅料制作装置230制作的辅料缝制出成衣的装置。例如,将牛仔裤的各部分的牛仔布片料与裤袢、拉链等辅料缝制在一起,成为牛仔裤。
77.以上所述仅是本公开实施例的一种应用场景,本公开实施例也可以应用于其他场景。
78.裤袢制作装置
79.图2、3从不同角度(正视、侧视)示出了根据本公开一个实施例的裤袢制作装置231的结构。该裤袢制作装置231完全是自动化的,提高制作效率,且减轻对人工经验的依赖。
80.现有技术的裤袢制作过程中,先将很多长条形的裤袢片料进行拼接,成为长的片料带;然后在片料带的宽度方向由折边器进行折边,之后缝制,使片料带宽度变小但层数增加,变得更厚;用高温熨烫缝制后的片料带;由自动切刀设备将其按照所需的长度分段;人工将分段好的裤袢中带有接头的部分人工剔除,形成一个个的定长的裤袢。上述5个工序中,每个工序均需要配备1台专机和1名操作工,自动化程度很差,效率很低,对操作人员均有较强的技能要求。
81.如图2、3所示,根据本公开的一个实施例,裤袢制作装置231的主体包括片料容器101、抓取部105、第一传送部106、对齐装置107、第一缝制头108、第二传送部109、折边器110、第二缝制头114、状态感测器115、熨烫部116、切裁部117、导向器118、裤袢收料器119等。这些仅仅是裤袢制作装置231的主体中含有的机械结构部分,先对这一部分进行描述。至于控制器141、致动以上各个部分的致动器143
‑
152等电气控制部分,将在后文详细描述。
82.片料容器101是放置裤袢片料的容器。裤袢片料是用于制作裤袢的片状原料,一般是布料。片料容器101可以是片料坑、片料井、片料盒、片料盘等,其截面一般是长条矩形,其宽度与裤袢片料的宽度相适应。由于裤袢片料大多为长条矩形,片料容器101的截面一般也为长条矩形。如图3所示,在一个实施例中,片料容器101可以具有底部104和至少两个调节宽度的壁,即第一壁102和第二壁103。第一壁102和第二壁103连接如图5所示的片料容器壁致动器143,可以根据裤袢片料的宽度在片料容器壁致动器143的致动下相对运动,使得第一壁102和第二壁103之间的距离等于所述裤袢片料的宽度。这样做的好处是,便于固定裤袢片料,使得更容易被抓取部105准确地抓取。如果第一壁102和第二壁103之间的距离大于所述裤袢片料的宽度很多,不利于固定裤袢片料,造成裤袢片料下滑。如果第一壁102和第二壁103之间的距离小于所述裤袢片料的宽度,造成裤袢片料卷曲不平整,也不利于将其抓取出来。
83.另外,该底部104可以是可升降的,其连接如图5所示的可升降底致动器144。在第一壁102或第二壁103的内侧可以设置高度感测器(未示),用于感测片料容器101内的裤袢片料的高度。所述底部104可以按照所述高度感测器感测的高度升降,使所述抓取部105抓取到最上面一片裤袢片料。高度感测器可以是竖直排列的一列光线感测器。该列光线感测器中位于片料容器101内放置的最高的一片裤袢片料以下的光线感测器感测不到光,因为被该叠裤袢片料遮挡,但位于其之上的光线传感器能够感测到光。通过这种方式,可以大致检测出片料容器101内的裤袢片料的高度。例如,片料容器101高度为10cm,每隔1cm放置一
个光线感测器,一共10个光线感测器。如果从下到上的6个光线感测器感测到光,其余4个没有感测到光,可以认为该叠裤袢片料的高度为6cm。这时,只要所述底部104升高4cm,就可以让抓取部105抓取到最上面一片裤袢片料。该可升降底的设置使得在片料容器101中无论剩余多少裤袢片料,都能够将裤袢片料顺利抓取出。
84.另外,可以用不同的片料容器101区分不同材质的裤袢片料。虽然在图2和3中仅示出了一个片料容器101,但在一个实施例中,可以设置第一片料容器和第二片料容器,用于容纳不同材质的裤袢片料。所述抓取部105能够在对准所述第一片料容器的位置和对准所述第二片料容器的位置之间切换。例如,第一片料容器和第二片料容器平行设置。抓取部105在两个片料容器的上方来回切换。当切换到第一片料容器的上方时,抓取部105从第一片料容器中抓取裤袢片料。当切换到第二片料容器的上方时,抓取部105从第二片料容器中抓取裤袢片料。该实施例可以在需要制作多个不同材质的裤袢时减少人工装卸不同裤袢片料的时间浪费。
85.抓取部105与片料容器101相对,以在图5的抓取部致动器144的致动下,从片料容器101中抓取裤袢片料。它可以是针头,也可以是机械手等。当采用针头时,其按照预定的扎取深度向下运动,刚好扎进最上面一片裤袢片料,然后水平方向滑动,刚好将该最上面一片裤袢片料带起。当采用机械手时,其到达最上面一片裤袢片料的上方,按照预定力度刚好抓取该最上面一片裤袢片料,不带动下面的裤袢片料。
86.第一传送部106连接抓取部105,将所述抓取部105抓取的裤袢片料传送到面对所述第一缝制头108的位置。它可以采用传送带的形式,也可以采用滑轮加滑轨的形式,等等。
87.如图2和3所示,对齐装置107与所述第一传送部106连接,将第一传送部106传送的当前裤袢片料的首部与第一传送部106传送的上一片裤袢片料的尾部对齐,以供第一缝制头106对接缝制。在一个实施例中,对齐装置107可以包括一个压块,第一传送部106传送的每个裤袢片料顺序通过压块底部。当上一片裤袢片料的尾部通过压块底部时,压块压住该尾部。接着,当前裤袢片料的首部到达压块,与压块底部的上一片裤袢片料的尾部迅速对准,从而供第一缝制头108将上一片裤袢片料的尾部和当前裤袢片料的首部缝制在一起。由于各个裤袢片料连续通过对齐装置107和第一缝制头108,第一缝制头108就能把这些裤袢片料首尾相接,形成一条长的片料带。
88.在一个实施例中,第一缝制头108可以是花样机的机头。花样机是高效完成各种花式缝制的器械,能够实现手工花样无法达到的多层次、多功能、统一性和完美性的要求。应当理解,它也可以是其它普通的缝制头,如普通缝纫机的机头。
89.如图2、3所示,第二传送部109布置在片料带传递路径上第一缝制头108后面的位置,用于将第一缝制头108缝制成的片料带传送到折边器110进行折边。它可以采用传送带的形式,也可以采用滑轮加滑轨的形式,等等。
90.折边器110布置在片料带传递路径上第二传送部109的后方,用于容纳通过所述片料带,在宽度方向上对通过的片料带进行对挤。片料带的宽度方向的两侧受到对挤后向中间折边,对挤后两侧卷起的部分与中间的部分交叠,层数增多,变得更加厚,但片料带变细。然后,其经过第二缝制头114的缝制固定下来。
91.如图2、3所述,在一个实施例中,折边器110包括设置在所述片料带传递路径上的通口111、以及在通口两侧在宽度方向上对通过的片料带进行挤压的第一挤压壁112和第二
挤压壁113。在该实施例中,第一挤压壁112和第二挤压壁113本身是固定的,但由于其间的通口111的空隙宽度小于片料带宽度,导致片料带通过通口111时两侧被第一挤压壁112和第二挤压壁113向内挤压,形成折边。在另一个实施例中,第一挤压壁112和第二挤压壁113也可以设置成相对运动(未示),使得通口111的空隙宽度可以调节。由于裤袢的厚度一般大于裤子的整体片料的厚度,采用折边器110可以有效地通过对片料带进行对挤,完成增层和增厚。
92.然后,第二缝制头114布置在片料带传递路径上折边器110的后方,用于对折边器110对挤折边后的片料带进行缝制。在一个实施例中,它可以采用双针网底缝纫机头。应当理解,其也可以采用普通缝制头,例如普通缝纫机头。
93.状态感测器115布置在片料带传递路径上第二缝制头114的后方,用于对所述第二缝制头114缝制的片料带的状态进行感测。片料带的状态是指生成的片料带是否有瑕疵。在感测出异常状态(即存在瑕疵,例如存在形状扭曲、中间断裂等)时,可以发出告警,也可以自动通知控制器141(下文介绍)停止所有致动器143
‑
152,从而使整个机器停止。状态感测器115的设置可以在裤袢制作过程中有效减少次品,提高生产合格率。
94.在一个实施例中,状态感测器115可以包括拍摄第二缝制头114缝制的片料带的图像的摄像头(未示)、用于从所述图像中识别异常状态的识别装置(未示)、在识别装置识别出异常状态时告警的报警器(未示)。如图3所示,状态感测器115可以采取由支撑架支撑的感测块的形式。感测块在支撑架的上方,由支撑架支撑。摄像头可以存在于感测块的下表面。片料带从感测块下面的由支撑架限定的空隙中经过,被摄像头成像。感测块内部可以具有识别装置,其能够从摄像头拍摄的图像中识别出异常状态。识别装置可以采用预先训练的深度学习模型。由于深度学习模型已有成熟技术,故不赘述。当识别装置识别出异常状态时,通知报警器告警。报警器可以是光学或声学报警器。当采用光学报警器时,其可以布置在感测块的表面,发出亮光,指示识别出异常状态,提醒维护人员维修。当采用声学报警器时,其可以发出某种特殊的声响,指示识别出异常状态。另外,取代将异常状态发送给报警器,或与将异常状态发送给报警器同时,感测块还可以将异常状态发送给后文所述的控制器141,由控制器141通知所有致动器143
‑
152停止工作。
95.熨烫部116可以布置在片料带传递路径上折边器110的后方,用于对所述第二缝制头114缝制的片料带进行熨烫。由于折边器110在片料带的宽度方向上对通过的片料带进行对挤,使得片料带卷起的两边对折到中间的位置,虽然经第二缝制头114缝制,仍可能出现不规整或凹凸不平的情况,借助于熨烫部116的熨烫,可以减轻这种状况。
96.在一个实施例中,如图4所示,熨烫部116包括由上模120的下表面122和下模121的上表面123限定的熨烫通路,供所述片料带通过。上模120和下模121中的至少一个发热。一般可以设置成上模120发热。片料带从熨烫通路中经过时,就受到上模120和/或下模121的加热,变得平整。在一个实施例中,如图4所示,上模120的下表面122和下模121的上表面123可以呈一致的波浪形。由于波浪形与片料带的接触面积比直线型与片料带的接触面积大,增加了有限区间长度内片料带穿过时的发热路径,可大幅提升整个裤袢制作装置131的运行速度;同时上模120和下模121之间的设计间隙确保了片料带必需要的工艺处理受热熨烫,还可保障高速运行时片料带不会因接头处或者换款片料厚度变化差异太大而导致的卡壳问题。
97.如图2、3所示,切裁部117可以布置在片料带传递路径上熨烫部116的后方,用于按照定长对所述第二缝制头114缝制的片料带切裁,形成一个个的裤袢。它可以采用切刀装置的形式,也可以采用片料剪的形式等。
98.在一个实施例中,在片料带传递路径上切裁部117的后方可以设置有导向器118和裤袢收料器119,由导向器118将切裁部117切裁出的一个个裤袢在切裁出后立即引导到裤袢收料器119。在另一个实施例中,切裁部117切裁出的裤袢可以不是在切裁出后立即引导到裤袢收料器119,而是在切裁部117设置厚度感测装置。当厚度感测装置感测出切裁部117切裁的厚度异常时,说明切裁部117可能正切裁到接头,即该片料带到了末尾,停止这个片料带的切裁。这时,导向器118开始把切裁出的多个裤袢一起导向裤袢收料器119。
99.如图3所示,导向器118可以采取导向轮的形式。在另一个实施例中,其也可以采取导向带的形式。裤袢收料器119可以是支撑上述片料容器101、抓取部105、第一传送部106、对齐装置107、第一缝制头108、第二传送部109、折边器110、第二缝制头114、状态感测器115、熨烫部116、切裁部117、导向器118的工作台侧面悬挂的收料袋。在另一个实施例中,其也可以是在上述工作台的上表面凹陷出的收料坑,等等。
100.在一个实施例中,也可以不切裁片料带而直接对片料带进行收料,以便于之后操作人员根据需要灵活切裁。这种情况下,裤袢收料器119可以是卷收料器。由第二缝制头114缝制后的片料带或者状态感测器115感测完状态后的片料带不经切裁部117切裁,直接由导向器118导向卷收料器。卷收料器包括围绕轴心旋转的轴,用于接收由第二缝制头114缝制后的片料带或者状态感测器115感测完状态后的片料带,以随轴的旋转缠绕在所述轴上,完成收料。
101.另外,在一个实施例中,可以设置多个裤袢收料器119,容纳不同类型的裤袢。导向器118根据所述裤袢的类型,将切裁部切裁成的裤袢引导至所述多个裤袢收料器之一。例如,当裤袢是棉布裤袢时,将其引导到第一裤袢收料器119;当裤袢是牛仔布裤袢时,将其引导到第二裤袢收料器119。
102.如图5所示,根据本公开一个实施例的裤袢制作装置231的电气控制部分包括交互单元140、控制器141、电机142、片料容器壁致动器143、可升降底致动器144、抓取部致动器145、第一传送部致动器146、第一缝制头致动器147、第二传送部致动器148、第二缝制头致动器149、切裁部致动器150、卷收料器致动器151、导向器致动器152等。
103.交互单元140是裤袢制作装置230的用于人机交互的接口,其可以接收用户的输入,并产生输出。在一个实施例中,它可以是触摸屏。用户可以通过触摸的方式在触摸屏上进行输入,裤袢制作装置230要输出的结果显示在触摸屏上。在另一个实施例中,它可以是带有收音器的扬声器。用户说出要输入的内容,从而被收音器收音。裤袢制作装置230要输出的结果通过扬声器播放。在另一个实施例中,它可以是键盘加显示屏的形式。用户通过键盘输入要输入的内容。裤袢制作装置230要输出的结果通过显示器显示。控制器141是裤袢制作装置230中对裤袢制作过程进行控制的核心部件。对裤袢制作过程进行控制的程序在其中执行。电机142是裤袢制作装置230中将电能转换成裤袢制作过程需要的动能的部件。片料容器壁致动器143是对片料容器101的第一壁102和第二壁103进行致动,使其相对运动,从而调节第一壁102和第二壁103的距离的部件。可升降底致动器144是对片料容器101的底部104进行致动,从而使其升降的部件。抓取部致动器145是对抓取部105进行致动,从
而使其抓取裤袢片料的部件。第一传送部致动器146是对第一传送部106进行致动,使其传送抓取部105抓取的裤袢片料的部件。第一缝制头致动器147是对第一缝制头108进行致动,使其将每一篇抓取的裤袢片料与前一片抓取的裤袢片料进行接合,从而形成长的片料带的部件。第二传送部致动器148是对第二传送部109进行致动,使其传送第一缝制头108接续出的片料带的部件。第二缝制头致动器149是对第二缝制头114进行致动,使其缝制折边器110折边后的片料带的部件。切裁部致动器150是对切裁部117进行致动,使其切裁第二缝制头114缝制的折边后片料带成为裤袢的部件。卷收料器致动器151是对卷收料器119进行致动,使其对第二缝制头114缝制的折边后片料带进行不切裁的收料的部件。导向器致动器152是对导向器118进行致动,使其按照不同的材质将切裁出的裤袢引向不同的裤袢收料器119的部件。
104.在一个实施例中,交互单元140接收操作人员输入的裤袢片料的宽度。控制器141根据输入的裤袢片料的宽度,通过电机142和片料容器壁致动器143控制所述第一壁102和第二壁103之间的相对运动,使得第一壁102和第二壁103之间的距离等于所述宽度。该实施例可以由操作人员根据需要灵活调节片料容器101的第一壁102和第二壁103之间的距离。
105.控制参数是指控制裤袢制作过程中的工艺的参数。例如,在抓取部105抓取裤袢片料的环节,抓取力度就是一个控制参数;在第一缝制头108将抓取的各片裤袢片料进行前后接续的环节,缝制花式和采用的缝线种类也是控制参数,等等。在一个实施例中,控制参数可以由操作人员通过交互单元140输入。在另外的实施例中,控制参数可以从控制中心219接收或由控制中心219发来的其它数据获得。
106.当控制参数由操作人员通过交互单元140输入时,控制器141据此控制所述裤袢制作装置231中所述控制器141之外的部件,以所述控制参数制作裤袢。例如,如果交互单元140输入抓取力度,控制器141据此通过电机142和抓取部致动器145,控制抓取部105按照该抓取力度抓取裤袢片料;如果交互单元140输入缝制花式,控制器141据此通过电机142和第一缝制头致动器147,控制第一缝制头108按照该缝制花式进行缝制。
107.当控制参数从控制中心219接收时,控制器141接收来自控制中心219的裤袢制作命令,所述裤袢制作命令具有该控制参数。控制器141控制所述裤袢制作装置231中所述控制器141之外的部件,以所述控制参数制作裤袢。例如,如果从控制中心219接收到的裤袢制作命令中含有抓取力度,控制器141据此通过电机142和抓取部致动器145,控制抓取部105按照该抓取力度抓取裤袢片料;如果从控制中心219接收到的裤袢制作命令中含有缝制花式,控制器141据此通过电机142和第一缝制头致动器147,控制第一缝制头108按照该缝制花式进行缝制。
108.当控制参数由控制中心219发来的其它数据获得时,控制器141接收来自控制中心219的裤袢制作命令,所述裤袢制作命令具有其它数据。然后,控制器141根据所述其它数据,确定控制参数,并控制所述裤袢制作装置231中所述控制器141之外的部件,以所述控制参数制作裤袢。
109.在一个实施例中,所述其它数据是条件参数。条件参数是表明制作裤袢的条件约束的参数。例如,裤袢材质、裤袢厚度等都是条件参数。条件参数决定控制参数。例如,抓取力度这个控制参数要取决于裤袢厚度这个条件参数,缝制花式这个控制参数要取决于裤袢材质这个条件参数,等等。如果从控制中心219接收到的裤袢制作命令中含有裤袢厚度,控
制器141根据裤袢厚度确定出抓取力度(例如通过查找裤袢厚度与抓取力度对应关系表),然后控制器141据此通过电机142和抓取部致动器145,控制抓取部105按照该抓取力度抓取裤袢片料;如果从控制中心219接收到的裤袢制作命令中含有裤袢材质,控制器141根据裤袢材质确定出缝制花式(例如通过查找裤袢材质与缝制花式对应关系表),然后控制器141据此通过电机142和第一缝制头致动器147,控制第一缝制头108按照该缝制花式进行缝制。
110.上述裤袢制作装置231中控制器141之外的部件可以合称为裤袢制作装置主体,用于所述控制参数制作裤袢。控制器141在所述裤袢制作装置主体制作完成后向控制中心219上报完成结果。通过控制器141和控制中心219的相互通信,快速地将上述裤袢制作过程纳入数字化系统,使得裤袢制作装置231能够接收物联网的控制,高效生产和反馈,可以顺利与数字化工厂物联网对接,将传统的线下工序导入数字化工厂系统。
111.图6示出了控制中心219的一种示例性结构。在一个实施例中,控制中心219包括收发器310、处理器320、存储器330。存储器330存储处理器320需要执行的程序和相关数据。收发器310接收来自物联网的订单消息,例如图1中其它物联网装置210经云209和网关208发过来的订单消息,从所述订单消息中获得条件参数。收发器310向裤袢制作装置231发送裤袢制作命令,所述裤袢制作命令具有所述条件参数,以便所述裤袢制作装置231基于所述条件参数确定上述控制参数。
112.在另一个实施例中,收发器320从所述订单消息中获得条件参数后,基于所述条件参数确定上述控制参数。收发器310向裤袢制作装置231发送裤袢制作命令,所述裤袢制作命令具有所述控制参数。
113.根据本公开一个实施例的裤袢制作方法
114.如图7所示,根据本公开的一个实施例,提供了一种裤袢制作方法,包括:
115.步骤410、将裤袢片料置于片料容器中;
116.步骤420、致动抓取部对准所述片料容器,以从所述片料容器中抓取裤袢片料;
117.步骤430、将抓取的裤袢片料与前一个抓取的裤袢片料对接缝制,形成片料带;
118.步骤440、在宽度方向上对所述片料带进行对挤折边;
119.步骤450、对对挤折边的片料带进行缝制。
120.上述步骤的实现细节已经在前面装置实施例中展开描述,为节约篇幅,故不赘述。
121.本公开的商业价值
122.本公开实施例可将传统裤袢制作中大单的生产模式和未来主流的小单快反的生产模式的工艺流程,归于同一个机器上,且均可实现全流程无人化,并能将裤袢制作的5个工序有序串连,实现不同工序同时作业,大幅缩短裤袢制作原需的生产周期时间。同时,本公开实施例能将裤袢的各个独立工序的工艺更加精准标准化,将线下工序实现数字化,克服对操作人员经验的依赖。本公开具有广阔的市场前景。
123.应该理解,本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同或相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
124.应该理解,上述对本说明书特定实施例进行了描述。其它实施例在权利要求书的范围内。在一些情况下,在权利要求书中记载的动作或步骤可以按照不同于实施例中的顺序来执行并且仍然可以实现期望的结果。另外,在附图中描绘的过程不一定要求示出的特定顺序或者连续顺序才能实现期望的结果。在某些实施方式中,多任务处理和并行处理也
是可以的或者可能是有利的。
125.应该理解,本文用单数形式描述或者在附图中仅显示一个的元件并不代表将该元件的数量限于一个。此外,本文中被描述或示出为分开的模块或元件可被组合为单个模块或元件,且本文中被描述或示出为单个的模块或元件可被拆分为多个模块或元件。
126.还应理解,本文采用的术语和表述方式只是用于描述,本说明书的一个或多个实施例并不应局限于这些术语和表述。使用这些术语和表述并不意味着排除任何示意和描述(或其中部分)的等效特征,应认识到可能存在的各种修改也应包含在权利要求范围内。其他修改、变化和替换也可能存在。相应地,权利要求应覆盖所有这些等效物。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1