一种基于医用口罩用熔喷布生产设备的制作方法
1.本发明属于熔喷布技术领域,更具体地说,特别涉及基于医用口罩用熔喷布生产设备。
背景技术:
2.熔喷布是医用口罩最核心的材料,熔喷布主要以聚丙烯为主要原料,熔喷布为非纺织材料,即在生产的时候,不经过纺织过程,通过对原料进行熔融、喷涂、冷却直接形成布料,熔喷布的透气性较好,且内部具有独特的毛细结构的超细纤维增加单位面积纤维的数量和表面积,使熔喷布可以起到优秀的过滤作用,通常会作为医用口罩内层的过滤材料。
3.例如申请号:cn202110099316.0中涉及一种熔喷布生产设备,包括基座,基座的上方右侧设置有挤出槽,挤出槽的右侧上方设置有进料口,挤出槽的内部设置有挤出螺杆,挤出槽的外侧固定安装有加热器,益效果是:通过丝杆与往复螺纹的结构,使其带动活动块在塑型槽的外表面上进行来回往复滑动,使其内的冷凝槽均匀的接触到塑型槽的每一部分,使其冷却效果遍布塑型槽的各个部位,增加其冷却效果的均匀性,防止由于冷却不均造成熔喷布的断裂;活动块内的冷凝槽设置有导入口与导出管结构,使其可以将外界冷凝液导入也可以将内部的冷凝液导出,使其冷凝槽内的冷凝液可以循环利用,不会随着冷却时间的增长而导致冷却效果降低的问题出现。
4.基于现有技术发现,现有的熔喷布生产设备在使用的时候,生产工艺为将熔融的原料喷涂在旋转的滚轮表面,通过冷却使熔喷布成型,通过以上方法,生产效率较慢,且在喷涂的过程中很容易造成原料的浪费,不适合用于流水线上使用,同时,现有的熔喷布生产设备在使用的时候,将原料直接喷涂在滚轮上,不便于控制融化之后原料的厚度,导致产品的质量不便于把控。
技术实现要素:
5.为了解决上述技术问题,本发明提供一种基于医用口罩用熔喷布生产设备,以解决现有的熔喷布生产设备在使用的时候,生产工艺为将熔融的原料喷涂在旋转的滚轮表面,通过冷却使熔喷布成型,通过以上方法,生产效率较慢,且在喷涂的过程中很容易造成原料的浪费,不适合用于流水线上使用,同时,现有的熔喷布生产设备在使用的时候,将原料直接喷涂在滚轮上,不便于控制融化之后原料的厚度,导致产品的质量不便于把控的问题。
6.本发明一种基于医用口罩用熔喷布生产设备的目的与功效,由以下具体技术手段所达成:
7.一种基于医用口罩用熔喷布生产设备,包括:
8.安装机构;
9.所述安装机构的内部安装有支撑机构,且支撑机构的支撑件插入在安装机构的接触件内部;
10.所述安装机构的外侧安装有固定机构,且固定机构通过螺丝固定连接在安装机构的支撑底座的外侧;
11.所述固定机构的上方安装有送料机构,且送料机构的安装板与固定机构焊接连接;
12.所述固定机构的内侧安装有出料机构,且出料机构的熔融机内部插入有固定机构的柱状凸起,并且送料机构的第二驱动件固定连接在出料机构的熔融机的上方。
13.进一步的,所述安装机构包括有;
14.支撑底座,支撑底座的右侧设有矩形凸起,且支撑底座的矩形凸起内部设有两个六边形凸起,并且支撑底座的前后两端开设有六个圆形通孔;
15.旋转件,旋转件的前后两端设有圆形柱状凸起,且三个旋转件通过圆形柱状凸起插入在支撑底座的通孔内。
16.进一步的,所述安装机构还包括有:
17.第一驱动件,第一驱动件安装在支撑底座内部,且第一驱动件的转轴末端安装有链轮,并且第一驱动件通过链轮与旋转件连接;
18.接触件,接触件采用防粘材质,且接触件缠绕安装在旋转件的外侧。
19.进一步的,所述支撑机构包括:
20.支撑件,支撑件的内部开设有矩形通孔,且支撑件的左右两侧开设有六边形通孔,并且支撑件的通孔内部插入有支撑底座的六边形凸起;
21.冷却件,冷却件的内部安装有半导体制冷片,且冷却件插入在支撑件的内部。
22.进一步的,所述支撑机构还包括有:
23.限位件,限位件的前后两端设有矩形凸起,且限位件的矩形凸起内部开设矩形通孔,并且限位件插入在支撑件的通孔内部;
24.调节件,调节件的前后两端设有矩形板状凸起,且调节件的矩形板状凸起插入在限位件的通孔内部。
25.进一步的,所述固定机构为框体结构,且固定机构的两个支撑框体通过柱状凸起连接,并且固定机构的左侧设有两个l型触发凸起。
26.进一步的,所述送料机构包括有:
27.安装板,安装板的右侧设有两个矩形凸起,且安装板的内部开设有圆角矩形的通孔;
28.储存箱,储存箱的上方设有矩形环状凸起,且储存箱的下方设有圆形通孔,并且储存箱通过安装板的矩形凸起与安装板固定连接。
29.进一步的,所述送料机构还包括有:
30.连接板,连接板为矩形结构,且连接板的左侧设有齿条,并且连接板通过螺丝连接在安装板的底部;
31.第二驱动件,第二驱动件采用电机,第二驱动件的下方通过转轴连接有齿轮,且第二驱动件的齿轮与连接板的齿条啮合。
32.进一步的,所述出料机构包括有:
33.熔融机,熔融机的内部开设有两个圆形通孔,且熔融机的左侧设有带通孔的矩形凸起,并且熔融机的矩形凸起内部安装有双向推动开关;所述熔融机的内部安装有加热机
构,且熔融机的后端通过可伸缩软管与储存箱的通孔连接,并且熔融机的下方设有两个伸缩杆的母杆。
34.进一步的,所述出料机构还包括有:
35.出料嘴,出料嘴为高压喷嘴,且出料嘴通过可伸缩软管连接在熔融机的下方;
36.升降件,升降件的下方设有矩形凸起,且升降件的矩形凸起内部开设有通孔;所述升降件的通孔内部插入有出料嘴,且升降件插入在熔融机母杆的内部。
37.与现有技术相比,本发明具有如下有益效果:
38.1、在本装置中,设置了送料机构和出料机构,原料通过储存箱的输送进入到熔融机的内部,在熔融机内部融化后,通过高压的出料嘴,将原料喷洒在接触件的表面,通过调节接触件和调节件之间的缝隙宽度,可以控制喷洒在接触件表面上融化的原料的厚度,进而可以形成不同熔喷布,改变了原有的将原料熔化后喷涂在滚轮表面以形成熔喷布的生产工艺,减少了喷涂过程中造成的多余的原料的浪费,降低了经济成本,提高了熔喷布的生产效率;
39.2、在本装置中,设置了支撑机构和安装机构,融化后的原料通过喷涂在接触件上形成一层薄膜,第一驱动件启动之后,通过链轮带动旋转件进行旋转,同时带动接触件进行旋转,将接触线上方的薄膜向左侧移动,在接触件上的薄膜经过调节件的时候,由于调节件与接触件之间有一条缝隙,会将厚度不一的薄膜均匀的压平,经过左侧冷却件的降温,使薄膜降温成型形成熔喷布,通过升高或降低调节件的高度,可以方便快捷的调节生产的熔喷布的尺寸和厚度,以此优化了传统的生产工艺很容易导致熔喷布厚度不均匀,质量参差不齐的问题。
附图说明
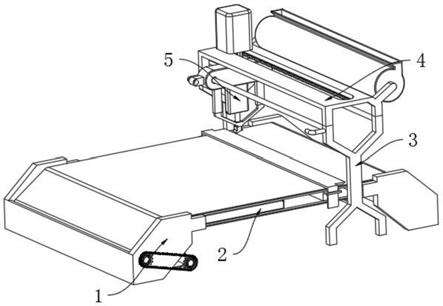
40.图1是本发明的立体结构示意图。
41.图2是本发明的内部零件爆炸结构示意图。
42.图3是本发明的立体右视结构示意图。
43.图4是本发明的支撑机构的立体截面结构示意图。
44.图5是本发明的安装机构的立体截面结构示意图。
45.图6是本发明的送料机构和出料机构立体结构示意图。
46.图7是本发明的图2所示a处的局部放大结构示意图。
47.图8是本发明的图3所示b处的局部放大结构示意图。
48.图中,部件名称与附图编号的对应关系为:
49.1、安装机构;101、支撑底座;102、旋转件;103、第一驱动件;104、接触件;
50.2、支撑机构;201、支撑件;202、冷却件;203、限位件;204、调节件;
51.3、固定机构;
52.4、送料机构;401、安装板;402、储存箱;403、连接板;404、第二驱动件;
53.5、出料机构;501、熔融机;502、出料嘴;503、升降件。
具体实施方式
54.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于
说明本发明,但不能用来限制本发明的范围。
55.在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
56.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
57.实施例:
58.如附图1至附图8所示:
59.本发明提供一种基于医用口罩用熔喷布生产设备,包括:安装机构1,安装机构1的内部安装有支撑机构2,且支撑机构2的支撑件201插入在安装机构1的接触件104内部;安装机构1的外侧安装有固定机构3,且固定机构3通过螺丝固定连接在安装机构1的支撑底座101的外侧;固定机构3的上方安装有送料机构4,且送料机构4的安装板401与固定机构3焊接连接;固定机构3的内侧安装有出料机构5,且出料机构5的熔融机501内部插入有固定机构3的柱状凸起,并且送料机构4的第二驱动件404固定连接在出料机构5的熔融机501的上方。
60.如图2所示,其中,安装机构1包括有:支撑底座101,支撑底座101为两个u型结构,支撑底座101的右侧设有矩形凸起,且支撑底座101的矩形凸起内部设有两个六边形凸起,并且支撑底座101的前后两端开设有六个圆形通孔;支撑底座101用来安装旋转件102,并对装置整体起支撑作用;旋转件102,旋转件102为柱状结构,旋转件102的前后两端设有圆形柱状凸起,且三个旋转件102通过圆形柱状凸起插入在支撑底座101的通孔内;旋转件102可以在支撑底座101的内部进行旋转,且旋转件102用来安装接触件104,对接触件104起到支撑和传动的作用;第一驱动件103,第一驱动件103采用步进电机,第一驱动件103安装在支撑底座101内部,且第一驱动件103的转轴末端安装有链轮,并且第一驱动件103通过链轮与旋转件102连接;第一驱动件103为旋转件102的转动提供动力,使旋转件102可以带动接触件104进行旋转运动;接触件104,接触件104为带状结构,接触件104采用防粘材质,且接触件104缠绕安装在旋转件102的外侧;接触件104用来承接出料机构5输出的融化后的原料,原料在接触件104上成型,并通过接触件104将原料送到冷却件202上方冷却后送出,接触件104使用防粘材质以保证原料不会粘连在设备上。
61.如图2所示,其中,支撑机构2包括:支撑件201,支撑件201为矩形板状结构,支撑件201的内部开设有矩形通孔,且支撑件201的左右两侧开设有六边形通孔,并且支撑件201的通孔内部插入有支撑底座101的六边形凸起;支撑件201用来安装支撑机构2的其他零件,并使用支撑件201对接触件104进行支撑;冷却件202,冷却件202为矩形结构,冷却件202的内部安装有半导体制冷片,且冷却件202插入在支撑件201的内部;原料融化之后喷涂在接触件104上方,通过接触件104的输送,使原料到达冷却件202上方,经过冷却件202的冷却最终
成型;限位件203,限位件203为矩形结构,限位件203的前后两端设有矩形凸起,且限位件203的矩形凸起内部开设矩形通孔,并且限位件203插入在支撑件201的通孔内部;限位件203对调节件204进行限位和支撑,通过限位件203可以升高或降低调节件204;调节件204,调节件204为楔形结构,调节件204的前后两端设有矩形板状凸起,且调节件204的矩形板状凸起插入在限位件203的通孔内部;调节件204与接触件104之间形成缝隙,以此对原料的厚度进行限制,通过调节高度改变缝隙的大小可以使装置生产出不同尺寸规模的熔喷布。
62.如图2所示,其中,固定机构3为框体结构,且固定机构3的两个支撑框体通过柱状凸起连接,并且固定机构3的左侧设有两个l型触发凸起;固定机构3用来安装送料机构4和出料机构5,同时通过触发凸起可以在不使用编程的情况下使送料机构4运动的方向进行改变。
63.如图6所示,其中,送料机构4包括有:安装板401,安装板401为矩形板状结构,安装板401的右侧设有两个矩形凸起,且安装板401的内部开设有圆角矩形的通孔;安装板401用来安装储存箱402和第二驱动件404,同时对第二驱动件404进行导向;储存箱402,储存箱402为圆形箱体,储存箱402的上方设有矩形环状凸起,且储存箱402的下方设有圆形通孔,并且储存箱402通过安装板401的矩形凸起与安装板401固定连接;储存箱402用来放置储存原料,同时通过储存箱402内部的搅拌机构将原料进行混匀;连接板403,连接板403为矩形结构,且连接板403的左侧设有齿条,并且连接板403通过螺丝连接在安装板401的底部;第二驱动件404,第二驱动件404采用电机,第二驱动件404的下方通过转轴连接有齿轮,且第二驱动件404的齿轮与连接板403的齿条啮合,第二驱动件404通过齿轮和连接板403的啮合,带动熔融机501前后移动。
64.如图3所示,其中,出料机构5包括有:熔融机501,熔融机501的内部开设有两个圆形通孔,且熔融机501的左侧设有带通孔的矩形凸起,并且熔融机501的矩形凸起内部安装有双向推动开关;熔融机501的内部安装有加热机构,且熔融机501的后端通过可伸缩软管与储存箱402的通孔连接,并且熔融机501的下方设有两个伸缩杆的母杆;熔融机501用来将送入装置内部的原料进行融化,且通过熔融机501的推动开关,在熔融机501到达固定机构3的柱状凸起的两端时,通过触发凸起对推动开关不同方向的推动,改变第二驱动件的电机转动方向,进而使熔融机501在到达两端时可以自动变向;出料嘴502,出料嘴502为高压喷嘴,且出料嘴502通过可伸缩软管连接在熔融机501的下方;升降件503,升降件503为u型结构,升降件503的下方设有矩形凸起,且升降件503的矩形凸起内部开设有通孔;升降件503的通孔内部插入有出料嘴502,且升降件503插入在熔融机501母杆的内部;通过升降件503可以快速的调节出料嘴502的高度。
65.使用时:首先需要启动第一驱动件103,第一驱动件103的带动,使旋转件102以及旋转件102外侧的接触件104同时开始转动,然后根据需要生产的熔喷布的厚度和尺寸将调节件204升高或降低到相应的高度,之后需要对出料机构5的出料嘴502进行定位,保证出料嘴502的出口可以将熔化的原料直接喷涂在接触件104和调节件204之间的缝隙中,当以上工作全部完成之后,即可将原料送入到储存箱402内,通过储存箱402内的搅拌机构对原料进行混匀,然后由导管输送到熔融机501内使原料在融化,最后通过高压的出料嘴502将融化后的原料喷涂在接触件104上,在喷涂的过程中熔融机501会在第二驱动件404的带动下,在固定机构3的导向下前后移动,将原料均匀地进行喷涂,喷涂到接触件104上的原料会在
调节件204的作用下均匀的铺开,然后由接触件104将其运送到冷却件202的上方,在冷却件202的降温下使原料冷却,形成熔喷布,最后由接触件104将产品输出,通过本装置改变了现有熔喷布生产的工艺,不将融化后的原料喷涂在旋转的滚轮上,可以有效的减少融化后原料的浪费,同时本装置适合于流水线生产,可以有效的提高生产效率,并且较传统的生产方式能够准确的调节熔喷布的厚度,提高生产出的产品的质量。
66.本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1