一种纺织面料毛边加工工艺的制作方法
1.本发明涉及一种毛边加工工艺,具体为一种纺织面料毛边加工工艺,属于纺织加工工艺技术领域。
背景技术:
2.针织面料按织造方法分有纬编针织面料和经编针织面料两类;纬编针织面料常以低弹涤纶丝或异型涤纶丝、锦纶丝、棉纱、毛纱等为原料,采用平针组织、变化平针组织和罗纹平针组织等,在各种纬编机上编织而成。
3.编织所纺出来的面料在初成品时往往都会有很多的瑕疵,在进行销售之前往往需要进行一系列的处理操作,而由于是编纺出来的面料,因此在面料的两侧会由于编制材料的问题会出现一些长短不一的线条,这些线条一般统称为毛边,要是不进行加工处理,不仅会影响整个面料的观感,同时在后面的运输过程中,也容易造成线条的牵扯,使得整个面料的变形,因此本方案提出一种纺织面料毛边的加工工艺。
技术实现要素:
4.本发明的目的就在于为了解决上述问题而提供一种纺织面料毛边加工工艺。
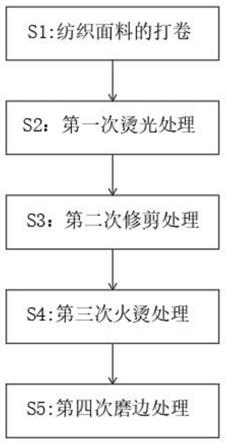
5.本发明通过以下技术方案来实现上述目的,一种纺织面料毛边加工工艺,包括以下几个步骤:
6.s1:打卷,首先将需要处理毛边的纺织面料在卷布机上进行收拢打卷;
7.s2:第一次处理,将打卷好的纺织面料利用烫光机进行表面的整理烫光,同时进行分卷操作;
8.s3:第二次处理,利用裁剪设备对分号卷的纺织面料进行长线条的对齐修剪,将长线头修剪掉;
9.s4:第三次处理,将裁剪过后的纺织面料进行火烫,从面料的侧边将不规则的线头略微烫卷;
10.s5:第四次处理,将火烫过后的面料卷利用磨边机进行磨边,磨去烫缩成卷的线头。
11.优选的,所述第一次处理操作包括以下几个步骤;
12.s21:首先将打卷好的纺织面料一端布头穿过烫光机,然后将布头套在收卷的卷布辊上;
13.s22:启动烫光机,进行纺织面料表面的烫光处理,同时根据对纺织面料进行分卷操作;
14.s23:在分卷的过程中,利用毛刷对纺织面料的表面进行同步刷动,刷去纺织面料表面附着的线头。
15.优选的,所述第二次处理操作包括以下几个步骤:
16.s31:将分卷好的纺织面料侧边对齐,同时将侧边的长线条拉直;
17.s32:利用剪刀或者裁切设备将拉直的长线条修剪掉,同时留出0.5
‑
1cm的线头用作后续的处理;
18.s33:利用毛刷对裁剪好的纺织布卷进行刷扫,去掉短线头上附着的线条。
19.优选的,所述第三次处理操作包括以下步骤:
20.s41:将修剪之后的纺织布卷侧边以竖直方向进行放置,同时理顺预留在纺织面料侧边的短线头,使得朝向布卷底端的短线头保持竖直状态;
21.s42:利用温度在120
‑
140℃的烫辊从短线头的底端进行接触烫卷,在一侧的短线头烫卷之后,将布卷导致进行另一侧的火烫。
22.优选的,所述第四次处理操作包括以下步骤:
23.s51:火烫过后的布卷进行转动冷却;
24.s52:待到布卷两侧的温度降到室温之后,再将布卷两侧朝向竖直方向进行悬吊;
25.s53:利用磨边设备对火烫过后的短线头进行打磨,去除布头的黏结块,布卷的两侧利用同样的打磨操作;
26.s54:将打磨后的布卷水平放置,然后再利用软毛刷对布卷的两侧进行轻柔地刷扫。
27.本发明的有益效果是:
28.1、本加工工艺,通过四次处理过程,完成对面料毛边的处理,且能够根据客户的生产要求,通过对于各处理过程的调整来进行毛边处理程度的控制,这样丰富了客户对产品的加工需求,同时能够及时地处理面料的毛边,使得面料的质量更高。
29.2、本加工工艺,各处理过程相对独立,在进行毛边处理的过程中,能够根据加工需求选择处理过程,也可以根据处理的程度,重复需要的加工处理过程,这样能够更加明确地记性毛边的处理,同时能够及时地对不同处理过程进行合理把控,使得整个处理工艺更加多样化。
附图说明
30.图1为本发明加工工艺的流程图。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.请参阅图1所示,一种纺织面料毛边加工工艺,包括以下几个步骤:
33.s1:打卷,首先将需要处理毛边的纺织面料在卷布机上进行收拢打卷;
34.将需要进行毛边处理的纺织布料侧边对齐打卷,这一步需要调整收卷机,确保在纺织布料进行收卷的时候,将两侧边进行对齐,这样就能够将需要处理的毛边(纺织时面料两侧多余出来的长、短布条)对齐,方便在后续的处理过程中能够更加的省事方便,同时,这一步的操作是为了后续能够更加顺利和完美地进行毛边加工。
35.s2:第一次处理,将打卷好的纺织面料利用烫光机进行表面的整理烫光,同时进行
分卷操作;
36.此过程是为了去除面料表面的线头等杂物,同时该操作使面料的表面更加光滑平整,以确保在面料收卷的过程中,使整个布卷更加平整。
37.作为本发明的一种技术优化方案,所述第一次处理操作包括以下几个步骤;
38.s21:首先将打卷好的纺织面料一端布头穿过烫光机,然后将布头套在收卷的卷布辊上;
39.s22:启动烫光机,进行纺织面料表面的烫光处理,同时根据对纺织面料进行分卷操作;
40.将需要进行打卷的面料一端穿过烫光机的工作台,然后缠绕套设在烫光机的收卷组件上,利用烫光机对面料的表面进行烫光处理,保持面料表面的光滑平整,在收卷时也要确保面料的两端都要平整对齐,同时根据收卷的需要,依据所卷面料的圈数进行分卷收拢。
41.s23:在分卷的过程中,利用毛刷对纺织面料的表面进行同步刷动,刷去纺织面料表面附着的线头;
42.在烫光机的工作台处设置毛刷,或者人工手动使用毛刷在烫光机进行收卷烫光工作的时候对面料的表面进行刷扫,将面料表面吸附的一些灰尘或者毛絮线头清扫掉,以便于在进行收卷时,确保整个面料能够平整地进行收卷。
43.s3:第二次处理,利用裁剪设备对分号卷的纺织面料进行长线条的对齐修剪,将长线头修剪掉;
44.该过程是将收拢好的面料卷两端的毛边(线头)较长的线条修理裁剪掉,使得长线条均修剪成短线条,为了方便后续步骤的处理。
45.作为本发明的一种技术优化方案,所述第二次处理操作包括以下几个步骤:
46.s31:将分卷好的纺织面料侧边对齐,同时将侧边的长线条拉直;
47.将长线条拉直之后能够更好地区别出长线头和短线头,同时拉直能够更加方便修剪,避免受力不均出现裁剪不完全的情况。
48.s32:利用剪刀或者裁切设备将拉直的长线条修剪掉,同时留出0.5
‑
1cm的线头用作后续的处理;
49.将所有的长线头和短线头修剪成0.5
‑
1cm的长度也是为了方便后续的处理,这样预留出一定的处理长度,也能够在后续的处理过程中保护面料。
50.s33:利用毛刷对裁剪好的纺织布卷进行刷扫,去掉短线头上附着的线条;
51.利用毛刷进行刷扫,也是检验是否存在没有裁剪掉的长线条,避免一些裁剪不够完整的线条由于卷缩在一起造成的加工误判,以免影响后续的处理过程,若是刷扫出没有裁剪完成的毛边,则重复s31和s32两步,进行毛边彻底的清除。
52.s4:第三次处理,将裁剪过后的纺织面料进行火烫,从面料的侧边将不规则的线头略微烫卷;
53.该过程利用面料遇热收缩的特性,对一些分散在面料两边的毛边进行高温火烫,使其打卷收缩,整个过程需要注意控制温度,避免伤到面料,同时需要掌握烫辊与面料之间的距离,避免伤及面料。
54.作为本发明的一种技术优化方案,所述第三次处理操作包括以下步骤:
55.s41:将修剪之后的纺织布卷侧边以竖直方向进行放置,同时理顺预留在纺织面料
侧边的短线头,使得朝向布卷底端的短线头保持竖直状态;
56.竖直放置是利用重力使得面料两侧散落的一些毛边能够从面料的表面垂下来,避免毛边清理不够完全,若是重力没有将所有的毛边垂下来,可以手动进行辅助打理。
57.s42:利用温度在120
‑
140℃的烫辊从短线头的底端进行接触烫卷,在一侧的短线头烫卷之后,将布卷导致进行另一侧的火烫;
58.利用高温的烫辊接触到毛边之后,使得这些散落的线头能够受热打卷收缩(该过程注意控好温度,避免出现温度过高灼伤面料表面,以及温度过低没有效果的情况),收缩的毛边会卷缩在面料的两侧,以便进行后续步骤的处理。
59.s5:第四次处理,将火烫过后的面料卷利用磨边机进行磨边,磨去烫缩成卷的线头;
60.该过程是为了能够将火烫处理的收卷的毛边去除,由于纺织线受力破坏了分子间的结构,使得受热的部分收卷变硬并且凝结成团,这些东西若是不进行处理不仅会影响到面料的整体观感,同时还会影响到面料的使用。
61.作为本发明的一种技术优化方案,所述第四次处理操作包括以下步骤:
62.s51:火烫过后的布卷进行转动冷却;
63.转动冷却是为了防止受热收缩的毛边蜷缩粘结在一起,这样就不方便后面的加工,同时也会对面料造成一定的损伤。
64.s52:待到布卷两侧的温度降到室温之后,再将布卷两侧朝向竖直方向进行悬吊;
65.悬吊同时是利用重力的远离,使得蜷缩成团的毛边受力从面料的边侧向下垂,方便后面在不伤到面料的情况下,对卷缩块进行去除。
66.s53:利用磨边设备对火烫过后的短线头进行打磨,去除布头的黏结块,布卷的两侧利用同样的打磨操作;
67.通过打磨将这些受热蜷缩在一起的毛边硬块打磨掉,这样就能保证面料两侧的光滑,同时能够彻底完成对毛边的加工,也不会影响到面料在后续的生产使用。
68.s54:将打磨后的布卷水平放置,然后再利用软毛刷对布卷的两侧进行轻柔地刷扫;
69.通过刷扫去除打磨产生的灰尘,同时能够对毛边加工的结果进行检查,若是没有达到加工标准,可以重复上述的一些操作进行修正。
70.整个加工过程根据客户生产需要,若是一些客户需要有一些小毛边的面料,则在长布条的修剪时可以增加预留的长度同时在后面的火烫和打磨的时候增大烫辊和面料之间的距离,同时增加打磨时间,将收卷的线头打散;
71.若是需要光面的面料,则需要裁剪预留长度,同时减小烫辊和面料之间的距离,同时减少打磨时间,且需要不断的重复整个处理步骤,以便将面料的两侧加工的更加光滑平整。
72.对于本领域技术人员而言,其一、本加工工艺,通过四次处理过程,完成对面料毛边的处理,且能够根据客户的生产要求,通过对于各处理过程的调整来进行毛边处理程度的控制,这样丰富了客户对产品的加工需求,同时能够及时地处理面料的毛边,使得面料的质量更高。
73.其二、本加工工艺,各处理过程相对独立,在进行毛边处理的过程中,能够根据加
工需求选择处理过程,也可以根据处理的程度,重复需要的加工处理过程,这样能够更加明确地记性毛边的处理,同时能够及时地对不同处理过程进行合理把控,使得整个处理工艺更加多样化。
74.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1