一种新型皮膜布制造方法与流程
1.本发明涉及皮膜布制造技术领域,尤其涉及一种新型皮膜布制造方法。
背景技术:
2.目前,国内生产汽车制动皮膜、橡胶制品隔膜采用合成纤维织造而成,但是存在着经向、纬向的裂断强力、断裂伸长率和热收缩率不能保持一致,容易产生扭曲,影响使用效果,稳定性差,使用寿命低,报废率高等缺陷。申请号为cn00112193.6,公开号为cn1098942c的发明专利提供了一种汽车制动气室橡胶隔膜经纬同性布及其制造方法,具体为经纬同性布经线是用已经过浸胶处理的工艺布进行分拆,清除纬线;纬线是用已经过浸胶处理的工艺布进行分拆将其经线先缠筒,再进行卷纬后成纡子,放入织梭,在织机上按经纬同性布织物密度结构要求进行第二次制造成经纬同性布。其不仅工艺复杂,需要进行二次制造,而且会浪费资源,造成成本的增加。
3.因此,急需一种技术来解决该问题。
技术实现要素:
4.本发明的目的在于克服上述现有技术的问题,提供了一种新型皮膜布制造方法,采用规格相同的经线和纬线交叉编织而成,经线和纬线均采用原丝加捻而成,捻纱的外围包裹有一层可使捻纱保持强度和稳定性的乳胶层。本方法流程简单,不会对环境造成污染,也不存在安全隐患,制作出来的皮膜布不仅结构简单,易于加工,而且经向、纬向的裂断强力、断裂伸长率和热收缩率能保持一致,稳定性好,使用寿命高。
5.上述目的是通过以下技术方案来实现:
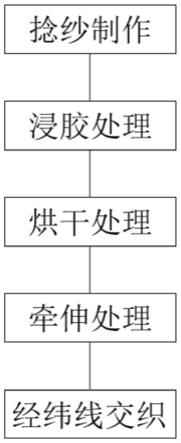
6.一种新型皮膜布制造方法,包括如下流程:
7.捻纱制作,将至少两股原料丝加捻形成所述捻纱;
8.浸胶处理,通过浸胶液对所述捻纱进行浸胶处理,使得所述捻纱的表层包裹有乳胶层,得初级皮膜布单线;
9.烘干处理,将所述初级皮膜布单线传送至烘房内进行烘干处理,得中级皮膜布单线;
10.牵伸处理,在所述烘房的两端设置有烘房牵伸模块,可对烘干中的所述中级皮膜布单线进行牵伸处理,得皮膜布单线;将所述皮膜布单线缠筒,并划分为经线和纬线;
11.经纬线交织,将所述经线和所述纬线按照平纹组织进行上下交织,得所述皮膜布。
12.进一步地,所述原料丝为锦纶6长丝。
13.进一步地,所述捻纱为正捻纱或者反捻纱或者强捻纱。
14.进一步地,所述将所述经线和所述纬线按照平纹组织进行上下交织,具体为:将所述经线通过一次成型整经机制造在经轴,然后移至织机上并通过停经片、绞丝棒、综丝,钢扣进行一上一下交织成布;将所述纬线通过引纬器和所述经线进行交织。
15.进一步地,所述浸胶液由间甲液与乳胶液按1∶5的比例搅拌混合而成。
16.进一步地,在所述浸胶处理中,还包括浸胶牵伸处理,所述浸胶牵伸处理具体为:在盛有浸胶液的容器的两端分别设置有相互对称的浸胶牵伸模块,用于对进入容器中的所述捻纱进行牵伸。
17.进一步地,所述烘房内的温度范围为200
±
5℃;所述捻纱在所述烘房内传动的速率为 30m/min;烘干时间为1.5min~3min。
18.进一步地,所述皮膜布本体规格为22in*22in,线密度为1670dtex,所述捻纱的捻度为 22
±
1捻/英寸。
19.进一步地,所述皮膜布本体的规格为25in*25in,线密度为1400dtex,所述捻纱的捻度为25
±
1捻/英寸。
20.进一步地,所述皮膜布本体的规格为28in*28in,线密度为930dtex,所述捻纱的捻度为28
±
1捻/英寸。
21.有益效果
22.本发明所提供的一种新型皮膜布制造方法,采用规格相同的经线和纬线交叉编织而成,经线和纬线均采用原丝加捻而成,捻纱的外围包裹有一层可使捻纱保持强度和稳定性的乳胶层。本方法流程简单,不会对环境造成污染,也不存在安全隐患,制作出来的皮膜布不仅结构简单,易于加工,而且经向、纬向的裂断强力、断裂伸长率和热收缩率能保持一致,稳定性好,使用寿命高。
附图说明
23.图1为本发明所述一种新型皮膜布制造方法的流程图;
24.图2为本发明所述一种新型皮膜布制造方法制成的皮膜布结构示意图;
25.图3为本发明所述一种新型皮膜布制造方法制成的皮膜布中捻纱结构示意图。
26.图示标记:
[0027]1‑
皮膜布本体、2
‑
经线、3
‑
纬线、4
‑
原料丝、5
‑
捻纱、6
‑
乳胶层。
具体实施方式
[0028]
下面根据附图和实施例对本发明作进一步详细说明。所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0029]
实施例1
[0030]
如图1所示,本实施例提供了一种新型皮膜布制造方法,包括如下流程:
[0031]
捻纱制作,将至少两股原料丝加捻形成所述捻纱;其中,所述捻纱为正捻纱或者反捻纱或者强捻纱,所述原料丝可以选用锦纶6长丝;
[0032]
浸胶处理,通过浸胶液对所述捻纱进行浸胶处理,使得所述捻纱的表层包裹有乳胶层,得初级皮膜布单线;还包括浸胶牵伸处理,所述浸胶牵伸处理具体为:在盛有浸胶液的容器的两端分别设置有相互对称的浸胶牵伸模块,用于对进入容器中的所述捻纱进行牵伸。
[0033]
烘干处理,将所述初级皮膜布单线传送至烘房内进行烘干处理,得中级皮膜布单线;具体的,所述烘房内的温度范围为200
±
5℃;所述捻纱在所述烘房内传动的速率为30m/
min;烘干时间为1.5min~3min。
[0034]
当烘房内温度为195℃时,烘干时间为3min;
[0035]
当烘房内温度为200℃时,烘干时间为2min;
[0036]
当烘房内温度为205℃时,烘干时间为1.5min;
[0037]
牵伸处理,在所述烘房的两端设置有烘房牵伸模块,可对烘干中的所述中级皮膜布单线进行牵伸处理,得皮膜布单线;将所述皮膜布单线缠筒,并划分为经线和纬线;此时得到的所述经线和所述纬线规格相同;
[0038]
经纬线交织,将所述经线和所述纬线按照平纹组织进行上下交织,得所述皮膜布;具体为:将所述经线通过一次成型整经机制造在经轴,然后移至织机上并通过停经片、绞丝棒、综丝,钢扣进行一上一下交织成布;将所述纬线通过引纬器和所述经线进行交织。
[0039]
本实施例中涉及的烘房牵伸模块和浸胶牵伸模块采用带有辊筒的牵伸机组,牵伸机的主要作用是在一定的条件下在丝束轴向施以外力,把丝束的单纤维拉细,提高取向度,使单纤维由低强状态变为高强、低伸的弹性状态。
[0040]
实施例2
[0041]
如图2和3所示,本实施例提供的是通过本制造方法制成的皮膜布,皮膜布本体1由规格相同的经线2和纬线3交叉编织而成,所述经线1或所述纬线2由至少两股原料丝4加捻形成捻纱5,所述捻纱5的外围包裹有乳胶层6。
[0042]
具体的,所述经线2和所述纬线3的规格相同,各方面的性能一致,比如强度、延展率和收缩率等。
[0043]
本实施例中所述原料丝4选用锦纶6长丝。
[0044]
所述捻纱5为正捻纱或者反捻纱或者强捻纱制成。
[0045]
所述乳胶层6由间甲液与乳胶液搅拌混合而成;所述间甲液与所述乳胶液的比例为1∶5。具体的,所述乳胶层6可对捻纱5的性能更好的保持。
[0046]
本同性布有3种规格:
[0047]
第一种,所述皮膜布本体1规格为22in*22in,线密度为1670dtex,所述捻纱5的捻度为22
±
1捻/英寸。
[0048]
第二种,所述皮膜布本体1的规格为25in*25in,线密度为1400dtex,所述捻纱5的捻度为25
±
1捻/英寸。
[0049]
第三种,所述皮膜布本1体的规格为28in*28in,线密度为930dtex,所述捻纱5的捻度为28
±
1捻/英寸。
[0050]
以上所述仅为说明本发明的实施方式,并不用于限制本发明,对于本领域的技术人员来说,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1