抗菌内裤生产装置及其生产工艺的制作方法
1.本发明涉及内裤生产技术领域,具体为抗菌内裤生产装置及其生产工艺。
背景技术:
2.抗菌内裤是采用具备杀菌或者具有抑菌能力的布料制成的男女内裤,抗菌内裤所具有抗菌消炎的功效,没任何刺激成分,而且在辅料及加工过程中,尤其注意面料的柔软透气性,充分保证了抗菌内裤的清新柔软,不但可以增强身体循环排毒、抗菌抑菌、而且有强效杀菌,消除异味,吸湿,放湿,自动调节人体适度平衡的特点,蓄热保暖,手感柔软,色彩亮丽,耐磨性强。
3.目前市面上的抗菌内裤大都采用为纳米银纤维材质或天然竹纤维制作,其本身的抗菌性能一般,起到的抗菌性能还有待提升,为此本发明提出一种新型的解决方案。
技术实现要素:
4.本发明的目的在于提供抗菌内裤生产装置及其生产工艺,以解决上述背景技术中提出的问题。
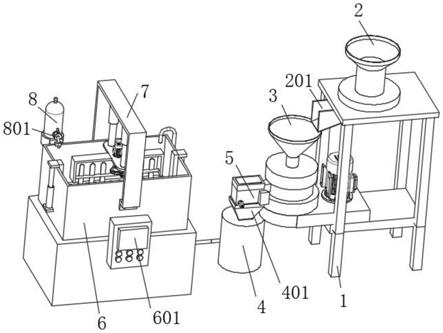
5.为实现上述目的,本发明提供如下技术方案:抗菌内裤生产装置,包括抗菌原料生产设备,所述抗菌原料生产设备包括置物台、切碎机、研磨机、配液桶、浸泡池和甲壳素储存桶,切碎机和研磨机分别设置在置物台顶部和底部,切碎机出料端设有第一出料斗,第一出料斗位于研磨机进料口的正上方,片配液桶顶部设有进料斗,研磨机出料端安装有第二出料斗,第二出料斗和进料斗之间安装有称重结构,配液桶底部连接有输送管,输送管一端固定在浸泡池上,甲壳素储存桶固定安装在浸泡池上,甲壳素储存桶的出水管和输送管上均安装有控制阀和流量计,浸泡池上依次安装有搅拌结构和分离装置,浸泡池正面安装有总控器,称重结构、控制阀、流量计、搅拌结构和分离装置均与总控器电性连接。
6.作为本技术中优选的技术方案,所述称重结构包括固定安装在进料斗上的称重盒,称重盒底部设置有底板,底板与称重盒之间通过翻转结构相连接,底板顶部依次安装有压力传感器和置物框,称重盒中固定安装有竖管,竖管位于置物框正上方,第二出料斗出料端置于竖管中,压力传感器与总控器电性连接。
7.作为本技术中优选的技术方案,所述翻转结构包括固定安装在底板顶部一侧的翻转座和固定在称重盒底部内壁上的固定座,固定座中依次转动连接有第一转动棒和第二转动棒,第一转动棒上固定连接有顶转动片,第二转动棒上固定连接有底转动片,顶转动片和底转动片一端均与翻转座固定连接,称重盒背面外壁上设有电机,第一转动棒和第二转动棒一端通过传动带转动连接,电机输出端与第一转动棒一端固定连接。
8.作为本技术中优选的技术方案,所述搅拌结构包括固定在浸泡池上的立架,立架顶部固定连接有气缸,气缸底部固定连接有横板,横板中转动连接有竖棒,竖棒底端焊接有主动锥齿轮,横板顶部设有马达,马达输出端与竖棒顶端固定连接,横板两侧均固定连接有固定板,固定板之间转动连接有转动轴,转动轴中部焊接有与主动锥齿轮相啮合的从动锥
齿轮,转动轴上等距设有多个搅拌扇片。
9.作为本技术中优选的技术方案,所述分离装置包括设置在浸泡池底部的升降板,升降板与浸泡池相适配,升降板上对称设有连接杆,连接杆顶部一侧均一体成型有挂板,浸泡池两侧均竖直设有电动推杆,电动推杆顶端与挂板固定连接,电动推杆与总控器电性连接。
10.抗菌内裤生产工艺,包括如下步骤:步骤一:抗菌原料制备,依次制备中药抗菌剂和甲壳素抗菌剂,然后依次将涤纶纤维、粘胶纤维、竹炭纤维和聚丙烯腈纤维放入到浸泡池中,向浸泡池中输送一定量的清水,按照清水的注入量依次开启甲壳素储存桶和配液桶上的控制阀和流量计,向浸泡池中投人一定量的中药抗菌剂和甲壳素抗菌剂,通过控制阀和流量计控制中药抗菌剂和甲壳素抗菌剂的量,接着开启搅拌结构进行充分的搅拌,搅拌完成后利用分离结构将涤纶纤维、粘胶纤维、竹炭纤维和聚丙烯腈纤维与水分离,然后依次对涤纶纤维、粘胶纤维、竹炭纤维和聚丙烯腈纤维进行清洗和烘干;步骤二:织造、漂洗,利用针织大圆机对涤纶纤维、粘胶纤维、竹炭纤维和聚丙烯腈纤维进行8路织造,制得坯布,然后将坯布放入漂洗机进行漂洗;步骤三:染色、烘干,利用染色剂对坯布进行染色,染色完成后放入烘干机内进行烘干;步骤四:凉感、柔软同浴整理,将烘干后的坯布置于含有凉感整理剂和有机硅柔软剂中的整理液中,然后采用一浸一轧的方法对坯布进行整理,整理后再次烘干;步骤五:拉幅定型,将烘干后的坯布放入定型机中定型,然后将定型后的坯布进行预缩;步骤六:缝制、成品,对坯布进行缝制得到成品内裤。
11.作为本技术中优选的技术方案,步骤一中制备中药抗菌剂的具体步骤为,依次将一定质量的金银花、黄连和蒲公英放入到切碎机中进行切碎,切碎后的药材渣进入到研磨机中进行研磨成药材粉,然后利用称重结构称取一定量的药材粉并将药材粉输送到配液桶中,接着向配液桶中加入一定量的清水,然后进行搅拌混合得到中药抗菌剂。
12.作为本技术中优选的技术方案,金银花、黄连和蒲公英按照2-3:1-1.5:2-4的质量比进行制备,投放混合时控制药材粉和清水的质量比为1-5:28-45。。
13.作为本技术中优选的技术方案,中药抗菌剂、甲壳素抗菌剂和清水的投放比例为10-15份:18-25份:400-500份。
14.作为本技术中优选的技术方案,步骤二中织造的具体步骤为:将涤纶纤维、粘胶纤维、竹炭纤维和聚丙烯腈纤维依次经过给棉机、成卷机、梳棉机、并条机、粗纱机、细纱机、络筒工序处理。
15.作为本技术中优选的技术方案,步骤四中的凉感整理剂为50~70g/l,有机硅柔软剂为 20~25g/l,烘干时的温度为130摄氏度,烘干时间为6分钟。
16.作为本技术中优选的技术方案,步骤二中织造时1、2、5、6路为涤纶纤维、粘胶纤维;而3、4、7、8路为竹炭纤维和聚丙烯腈纤维。
17.与现有技术相比,本发明的有益效果是:该抗菌内裤生产装置及其生产工艺,通过在天然竹纤维的基础上加入黄连、金银
花和蒲公英天然抗菌剂,进一步的提高抗菌效果,相较于传统的抗菌内裤,其抗菌性能更佳,进而能够有效的改善内裤的环境,再配合凉感、柔软等后整理工序,进一步提高服装的附加价值,提高抗菌内裤的舒适度。
18.另外,本生产装置能够简单、快速的制备带抗菌效果的坯布,中药抗菌剂的制备过程简单、快速,且配比精准,能够严格的把控配比量,能够将中药抗菌剂、甲壳素抗菌剂、涤纶纤维、粘胶纤维、竹炭纤维和聚丙烯腈纤维进行充分的混合。
附图说明
19.图1为本发明的第一立体结构示意图;图2为本发明的第二立体结构示意图;图3为本发明的称重结构的拆分结构示意图。
20.图4为本发明的翻转结构的立体结构示意图;图5为本发明的的立体结构示意图;图6为本发明的抗菌内裤制作工艺流程示意图;图7为本发明的原料的制作流程示意图;图8为本发明的中药抗菌剂的制作流程示意图;图9为本发明的织造坯布时的流程示意图。
21.图中:1、置物台;2、切碎机;201、第一出料斗;3、研磨机;301、第二出料斗;4、配液桶;401、进料斗;402、输送管;5、称重结构;501、称重盒;502、底板;503、压力传感器;504、置物框;505、竖管;6、浸泡池;7、搅拌结构;701、立架;702、气缸;703、横板;704、马达;705、主动锥齿轮;706、固定板;707、转动轴;708、从动锥齿轮;709、搅拌扇片;710、升降板;711、通孔;712、连接杆;713、电动推杆;8、甲壳素储存桶;801、流量计;9、翻转结构;901、固定座;902、翻转座;903、第一转动棒;904、第二转动棒;905、顶转动片;906、底转动片;907、传动带;908、电机。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.需要说明的是,在本发明的描述中,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,并不是指示或暗示所指的装置或元件所必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
24.此外,应当理解,为了便于描述,附图中所示出的各个部件的尺寸并不按照实际的比例关系绘制,例如某些层的厚度或宽度可以相对于其他层有所夸大。
25.应注意的是,相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义或说明,则在随后的附图的说明中将不需要再对其进行进一步的具体讨论和描述。
26.如图1-5所示,本发明提供一种技术方案:抗菌内裤生产装置,包括抗菌原料生产设备,抗菌原料生产设备包括置物台1、切碎机2、研磨机3、配液桶4、浸泡池6和甲壳素储存桶8,切碎机2和研磨机3分别设置在置物台1顶部和底部,切碎机2出料端设有第一出料斗201,第一出料斗201位于研磨机3进料口的正上方,片配液桶4顶部设有进料斗401,研磨机3出料端安装有第二出料斗301,第二出料斗301和进料斗401之间安装有称重结构5,配液桶4底部连接有输送管402,输送管402一端固定在浸泡池6上,甲壳素储存桶8固定安装在浸泡池6上,甲壳素储存桶8的出水管和输送管402上均安装有控制阀和流量计801,浸泡池6上依次安装有搅拌结构7和分离装置,浸泡池6正面安装有总控器601,称重结构5、控制阀、流量计801、搅拌结构7和分离装置均与总控器601电性连接。
27.作为一种具体的实施例,称重结构5包括固定安装在进料斗401上的称重盒501,称重盒501底部设置有底板502,底板502与称重盒501之间通过翻转结构9相连接,底板502顶部依次安装有压力传感器503和置物框504,称重盒501中固定安装有竖管505,竖管505位于置物框504正上方,第二出料斗301出料端置于竖管505中,压力传感器503与总控器601电性连接。
28.作为一种具体的实施例,翻转结构9包括固定安装在底板502顶部一侧的翻转座902和固定在称重盒501底部内壁上的固定座901,固定座901中依次转动连接有第一转动棒903和第二转动棒904,第一转动棒903上固定连接有顶转动片905,第二转动棒904上固定连接有底转动片906,顶转动片905和底转动片906一端均与翻转座902固定连接,称重盒501背面外壁上设有电机908,第一转动棒903和第二转动棒904一端通过传动带907转动连接,电机908输出端与第一转动棒903一端固定连接。特别的,当需要倒出称取好的药材粉时,首先总控器601开启电机908,电机908带动第一转动棒903旋转,由于第一转动棒903和第二转动棒904之间通过传动带907转动连接,进而能够带动第二转动棒904旋转,然后带动顶转动片905和底转动片906旋转,然后打开底板502,需要说明的是顶转动片905和底转动片906旋转均为塑料材质制成,其本身具备一定的弹性,可以弯折。
29.作为一种具体的实施例,搅拌结构7包括固定在浸泡池6上的立架701,立架701顶部固定连接有气缸702,气缸702底部固定连接有横板703,横板703中转动连接有竖棒,竖棒底端焊接有主动锥齿轮705,横板703顶部设有马达704,马达704输出端与竖棒顶端固定连接,横板703两侧均固定连接有固定板706,固定板706之间转动连接有转动轴707,转动轴707中部焊接有与主动锥齿轮705相啮合的从动锥齿轮708,转动轴707上等距设有多个搅拌扇片709。需要说明的是,传统的水平搅拌结构不适合应用于本实施例中,这是因为涤纶纤维、粘胶纤维、竹炭纤维和聚丙烯腈纤维会缠绕在搅拌结构上的搅拌轴上,本搅拌结构7在工作时,总控器601开启气缸702,气缸702带动转动轴707向下移动并与抗菌液接触,然后开启马达704,马达704带动竖棒旋转,竖棒带动主动锥齿轮705旋转,进而带动从动锥齿轮708旋转,由于转动轴707与固定板706转动连接,进而转动轴707转动并带动搅拌扇片709旋转,进而充分的进行搅拌。
30.作为一种具体的实施例,分离装置包括设置在浸泡池6底部的升降板710,升降板710与浸泡池6相适配,升降板710上对称设有连接杆712,连接杆712顶部一侧均一体成型有挂板,浸泡池6两侧均竖直设有电动推杆713,电动推杆713顶端与挂板固定连接,电动推杆713与总控器601电性连接。当搅拌混合完成以后,需要取出涤纶纤维、粘胶纤维、竹炭纤维
和聚丙烯腈纤维时,首先总控器601开启电动推杆713,电动推杆713开设伸长,从而带动连接杆712向上移动,进而带动升降板710向上移动,涤纶纤维、粘胶纤维、竹炭纤维和聚丙烯腈纤维均置于升降板710中,进而使得涤纶纤维、粘胶纤维、竹炭纤维和聚丙烯腈纤维与抗菌液分离,然后工人将涤纶纤维、粘胶纤维、竹炭纤维和聚丙烯腈纤维取走即可。需要知道的是升降板710上等距开设有多个通孔711,通孔711的直径为0.1mm。
31.使用上述工作原理抗菌内裤生产装置制造抗菌内裤的工艺步骤如下:实施例一:步骤一:抗菌原料制备,依次将质量比为2:1:2的金银花、黄连和蒲公英放入到切碎机2中进行切碎,切碎后的药材渣进入到研磨机3中进行研磨成药材粉,然后利用称重结构5称取一定量的药材粉并将药材粉输送到配液桶4中,接着向配液桶4投放一定量的清水,控制药材粉和清水的质量比为1:28,然后进行搅拌混合得到中药抗菌剂,得到中药抗菌剂,然后依次将涤纶纤维、粘胶纤维、竹炭纤维和聚丙烯腈纤维放入到浸泡池601中,按照中药抗菌剂、甲壳素抗菌剂和清水为10份:18份:400份的投放比例,依次开启甲壳素储存桶8和配液桶4上的控制阀和流量计801,接着开启搅拌结构7进行充分的搅拌,搅拌完成后利用分离结构将涤纶纤维、粘胶纤维、竹炭纤维和聚丙烯腈纤维与水分离,然后依次对涤纶纤维、粘胶纤维、竹炭纤维和聚丙烯腈纤维进行清洗和烘干;步骤二:织造、漂洗,将涤纶纤维、粘胶纤维、竹炭纤维和聚丙烯腈纤维依次经过给棉机、成卷机、梳棉机、并条机、粗纱机、细纱机、络筒工序处理,制得坯布,其中织造时1、2、5、6路为涤纶纤维、粘胶纤维;而3、4、7、8路为竹炭纤维和聚丙烯腈纤维,然后将坯布放入漂洗机进行漂洗;步骤三:染色、烘干,利用染色剂对坯布进行染色,染色完成后放入烘干机内进行烘干;步骤四:凉感、柔软同浴整理,将烘干后的坯布置于含有凉感整理剂和有机硅柔软剂中的整理液中,然后采用一浸一轧的方法对坯布进行整理,整理后再次烘干,其中凉感整理剂为50g/l,有机硅柔软剂为 25g/l,烘干时的温度为130摄氏度,烘干时间为6分钟。
32.步骤五:拉幅定型,将烘干后的坯布放入定型机中定型,然后将定型后的坯布进行预缩;步骤六:缝制、成品,对坯布进行缝制得到成品内裤。
33.实施例二:其步骤二至六的操作同实施例一,其步骤一中的部分参数设定不同,具体的,金银花、黄连和蒲公英的质量比调整为3:1.5:1,其他参数不变。
34.实施例三:其步骤二至六的操作同实施例一,其步骤一中的部分参数设定不同,具体的,金银花、黄连和蒲公英的质量比调整为1:1.5:2,其他参数不变。
35.实施例四:其步骤二至六的操作同实施例一,其步骤一中的部分参数设定不同,中药抗菌剂、甲壳素抗菌剂和清水的投放比例控制为15份:20份:400份的,其他参数不变。
36.实施例五:其步骤二至六的操作同实施例四,其步骤一中的部分参数设定不同,具体的,中药抗菌剂、甲壳素抗菌剂和清水的投放比例控制为25份:25份:400份的,其他参数不变。
37.实施例六:其步骤二至六的操作同实施例一,其步骤一中的部分参数设定不同,具体的投放混合时控制药材粉和清水的质量比为2:35,其他参数不变。
38.实施例七:其步骤二至六的操作同实施例六,其步骤一中的部分参数设定不同,具体的投放混合时控制药材粉和清水的质量比为1:45,其他参数不变。
39.对比例:采购市面上内衣面料:品牌:miiow/猫人,货号miiowm1220,再生纤维面料的抗菌内裤。
40.按照实施例一至七中的操作步骤制备抗菌内裤,并作为样本一至七,将对比例的抗菌内裤作为作为样本八,然后将样品一至八进行抗菌性能测试:采用国家标准gb/t20944.3-2008《纺织品抗菌性能的评价第3部分:振荡法》进行抗菌性定量测试,采用耐洗色牢度试验机洗涤方法,测试水洗30次后的抗菌面料抗菌性能,以金黄色葡萄球菌(atcc6538)为试验菌种。测试结果如表一。表一由表一可知,本发明的抗菌内裤相较于市面上的抗菌内裤,具有其抗菌性能更加优秀。
41.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1