一种亲水PET熔喷材料的制作方法与流程
一种亲水pet熔喷材料的制作方法
技术领域
1.本发明涉及一种亲水pet熔喷材料的制作方法。
背景技术:
2.熔喷法是将聚合物直接制备成网的非织造布加工技术,其作用原理主要为利用高速高温气流通过喷吹将聚合物熔体逐渐凝固成熔体细流进而获得超细纤维。熔喷法非织造材料具有高附着力、柔软亲肤的特点,主要用于复合材料、过滤材料、卫生用品及吸油材料等。传统熔喷材料一般采用 pp材料,其不足之处在于不亲水,价格较高,且不耐老化。现有技术公开的采用pet进行制作熔喷材料的方法,其成分和工艺均较为复杂。
3.鉴于此,本案发明人对上述问题进行深入研究,遂有本案产生。
技术实现要素:
4.本发明的目的在于提供一种工艺简单的亲水pet熔喷材料的制作方法,其制作的熔喷材料具有亲水性好、耐老化的优点。
5.为了达到上述目的,本发明采用这样的技术方案:
6.一种亲水pet熔喷材料的制作方法,包括如下步骤:
7.步骤a,选料,选用pet、聚乙二醇以及二氧化硅,以100重量份的pet 计,聚乙二醇的重量份为3-9份,二氧化硅的重量份为1-5份,二氧化硅的粒径在100纳米以下;
8.步骤b,将聚乙二醇和二氧化硅预先混合均匀形成混合料;
9.步骤c,将混合料和pet加入双螺杆挤出机进行共混熔融,形成熔融体;
10.步骤d,将熔融体送入熔喷模头,经过熔喷模头的喷丝板喷出,冷却,成网,形成熔喷布。
11.作为本发明的优选方式,所述pet的特性粘度为0.65-0.9dl/g。
12.作为本发明的优选方式,所述pet的含水率低于50ppm。
13.作为本发明的优选方式,所述聚乙二醇的分子量在10000以下。
14.作为本发明的优选方式,所述聚乙二醇为聚乙二醇-400或聚乙二醇
ꢀ‑
6000。
15.作为本发明的优选方式,步骤b中,聚乙二醇与二氧化硅预先混合后进行干燥,干燥后,混合料的含水率在500ppm以下。
16.作为本发明的优选方式,所述双螺杆挤出机的长径比为1:30至1:50。
17.作为本发明的优选方式,所述双螺杆挤出机的内腔温度为270至290℃。
18.作为本发明的优选方式,所述熔喷模头包括所述喷丝板、热风板以及冷风喷头,喷丝板上设有喷丝孔,喷丝孔具有物料进口端和物料出口端,热风板上形成热风通道,热风通道具有与热风源连接的热风进口端和热风出口端,热风出口端对应物料出口端设置,冷却喷头设置在热风出口端的下方,热风的温度为270至300℃,压力为0.05mpa-0.15mpa,冷却喷头喷出的冷风的温度为10至20℃。
19.作为本发明的优选方式,步骤c中,熔融体挤出后进行造粒形成粒子,再将粒子送
入熔喷模头进行熔喷。
20.采用本发明的技术方案后,通过加入聚乙二醇改变pet的熔融指数,通过加入二氧化硅提升pet亲水性能,本发明仅需包括三种组分即可,其制作工艺简单,能够降低成本,便于量产,在具有熔喷布优点的同时,具有亲水性好、耐老化的特点,能够用于一次性毛巾、湿纸巾等日常用品。
附图说明
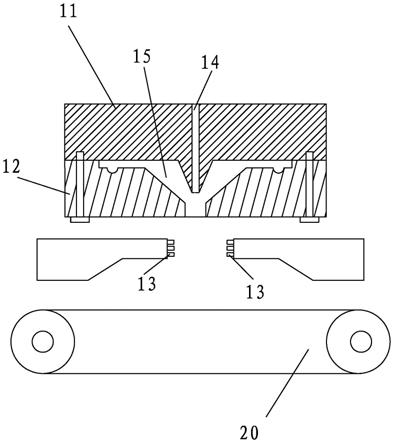
21.图1为本发明中熔喷喷头的结构示意图。
22.图2为本发明熔喷喷头的另一种结构示意图。
23.图3为图2中喷丝板的结构示意图。
24.图中:
25.喷丝板11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
热风板12
26.冷却喷头13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
喷丝孔14
27.热风通道15
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一喷丝孔141
28.第二喷丝孔142
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一喷丝孔组100
29.第二喷丝孔组200
30.成网设备20
具体实施方式
31.为了进一步解释本发明的技术方案,下面结合实施例进行详细阐述。
32.参照图1至3,一种亲水pet熔喷材料的制作方法,包括如下步骤:
33.步骤a,选料,选用pet、聚乙二醇以及二氧化硅,以100重量份的pet 计,聚乙二醇的重量份为3-9份,二氧化硅的重量份为1-5份,二氧化硅的粒径在100纳米以下;
34.步骤b,将聚乙二醇和二氧化硅预先混合均匀形成混合料;
35.步骤c,将混合料和pet加入双螺杆挤出机进行共混熔融,形成熔融体;
36.步骤d,将熔融体送入熔喷模头,经过熔喷模头的喷丝板11喷出,冷却,在成网设备20上成网,形成熔喷布。
37.作为本发明的优选方式,所述pet的特性粘度为0.65-0.9dl/g,本发明的pet为聚对苯二甲酸乙二醇酯,可以直接从市面上购买。
38.作为本发明的优选方式,所述pet的含水率低于50ppm。
39.作为本发明的优选方式,所述聚乙二醇的分子量在10000以下。
40.作为本发明的优选方式,所述聚乙二醇为聚乙二醇-400或聚乙二醇
ꢀ‑
6000,在实施例中,选用聚乙二醇-6000,可以直接从市面上购买,例如从江苏省海安石油化工厂直接采购.
41.作为本发明的优选方式,步骤b中,聚乙二醇与二氧化硅预先混合后进行干燥,干燥后,混合料的含水率在500ppm以下。
42.作为本发明的优选方式,所述双螺杆挤出机的长径比为1:30至1:50。
43.作为本发明的优选方式,所述双螺杆挤出机的内腔温度为270至290℃。
44.作为本发明的优选方式,所述熔喷模头包括所述喷丝板11、热风板12 以及冷风喷
头,喷丝板11上设有喷丝孔14,喷丝孔14具有物料进口端和物料出口端,热风板12上形成热风通道15,热风通道15具有与热风源连接的热风进口端和热风出口端,热风出口端对应物料出口端设置,冷却喷头13设置在热风出口端的下方,热风的温度为270至300℃,压力为 0.05mpa-0.15mpa,冷却喷头13喷出的冷风的温度为10至20℃。从喷丝孔 14出来熔融体通过热风通道15的热风吹散牵伸,再经过冷风进行冷却收缩并在成网设备上成网形成熔喷布。
45.本发明中,从双螺杆挤出机挤出后可以直接通过计量泵计量后,送至熔喷模头进行熔喷。也可以将从双螺杆挤出机挤出的熔融体进行造粒形成粒子,再将粒子送入熔喷模头进行熔喷。
46.本发明还对喷丝板11的结构进行了进一步改进,提出一种改进的喷丝板11,包括板体和设置在板体上的多个喷丝孔组,所述喷丝孔组包括第一喷丝孔141和第二喷丝孔142,第一喷丝孔141的孔径在0.3mm-0.6mm,第二喷丝孔142的孔径在0.1-0.25mm,在实施例中,第一喷丝孔141的孔径为0.5mm,第二喷丝孔142的孔径为0.15mm,第一喷丝孔141的轴线与第二喷丝孔142的轴线平行设置,第一喷丝孔141与第二喷丝孔142之间的间隔为0.1mm-0.2mm,本发明的间隔指第一喷丝孔141的周沿与第二喷丝孔142的周沿的最短距离。
47.作为本发明的一种优选方式,多个所述喷丝孔组沿所述喷丝板11 的长度方向排布。
48.作为本发明的一种优选方式,多个所述喷丝孔组包括沿所述喷丝板11的长度方向交替排布的第一喷丝孔组100和第二喷丝孔组200,第一喷丝孔组100的所述第一喷丝孔141对应第二喷丝孔组200的所述第二喷丝孔142设置,第一喷丝孔组100的所述第二喷丝孔142对应第二喷丝孔组200的所述第一喷丝孔141设置。各第一喷丝孔组100的第一喷丝孔141 的中心位于同一直线上,各第二喷丝孔组200的第二喷丝孔142的中心位于同一直线上。通过选用不同孔径的喷丝孔,两个喷丝孔为一组,并合理设置喷丝孔的孔径和间隔,在熔喷时,从第一喷丝孔和第二喷丝孔中喷出的熔融体可以形成不同流速和表面积,在冷却时形成不同的收缩程度,冷却过程中形成扭曲和抱合,喷丝板形成的单丝更加蓬松,可以提高熔喷布的孔隙率,起到更好的吸水效果。
49.本发明还提出一种熔喷模头,包括喷丝板11、热风板12以及冷风喷头,喷丝板11采用上述的喷丝板11。
50.在上述制作方法中,通过选用不同的物料配比和工艺参数,提供了5 个实施例,具体如表1,其中实施例1至实施例4中,采用相同的喷丝板。实施例4和实施例5采用不同的喷丝板结构,实施例4采用图1中的喷丝板,喷丝孔的孔径为0.325mm,实施例5采用图2和图3中的喷丝板,第一喷丝孔141的孔径为0.5mm,第二喷丝孔142的孔径为0.15mm。
51.表1
[0052][0053]
上述各实施例制作的熔喷布的亲水检测结果入下表:
[0054]
表2
[0055][0056]
本发明的产品形式并非限于本案实施例,任何人对其进行类似思路的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1