应用于自动化生产线上的自动换笼旋转装置的制作方法
应用于自动化生产线上的自动换笼旋转装置
【技术领域】
1.本实用新型属于织物自动化生产上脱水设备的技术领域,尤其涉及应用于自动化生产线上的自动换笼旋转装置。
背景技术:
2.现有织物自动化生产线上织布在染色或清洗后,都需要脱水处理,目前的自动化脱水站都是在织布旋转接入布笼后,通过机械手以及agv搬运小车对布笼进行运输至脱水装置上,同理在脱水后需要通过机械手搬运至搬运小车上,进行布笼的搬运,这样的脱水站虽然也是自动化,但是采用搬运小车的方式一来其效率低,对接时长较长,二来整体占地面积大,小车的移动路线固定,导致工作站需要占据较大的空间。
技术实现要素:
3.为解决上述布笼与脱水装置对接需要利用搬运小车导致效率低、占地大的问题,本实用新型提供了应用于自动化生产线上的自动换笼旋转装置。
4.本实用新型是通过以下技术方案实现的:
5.应用于自动化生产线上的自动换笼旋转装置,包括,
6.旋转座;
7.旋转台,设于旋转座上端可相对旋转座转动,所述旋转台上至少设有两个布笼安装位,且所述布笼安装位上设有转动支撑支架;
8.摆动转笼装置,设于旋转座上位于布笼安装位之间且可随旋转台相对旋转座转动,用于驱动布笼安装位上的布笼在旋转台上转动;
9.所述旋转台转动可使布笼切换不同的工序位置,且所述摆动转笼装置随旋转座转动后可相对旋转座摆动以驱动转动至指定工序位上的布笼转动。
10.如上所述的应用于自动化生产线上的自动换笼旋转装置,所述旋转台上设有两个水平相对设置且分别位于旋转台两端上的布笼安装位。
11.如上所述的应用于自动化生产线上的自动换笼旋转装置,所述旋转座上还设有到位检测开关。
12.如上所述的应用于自动化生产线上的自动换笼旋转装置,所述旋转座上设有驱动所述旋转台转动的驱动机构,所述旋转台上布笼安装位对应的两侧为弧形边,另外两侧边为检测直边,且所述旋转台台转动到位后,所述检测直边与到位检测开关相对。
13.如上所述的应用于自动化生产线上的自动换笼旋转装置,所述到位检测开关包括检测到检测直边后使旋转台减速转动的接近传感器、以及检测到检测直边后使旋转台停止转动的限位开关。
14.如上所述的应用于自动化生产线上的自动换笼旋转装置,所述摆动转笼装置包括设于旋转台上的转座、设于转座上的摆臂,设于摆臂上的驱动装置以及与驱动装置连接的转轮,所述驱动装置带动转轮转动,所述转轮与布笼安装位上的布笼表面接触从而带动布
笼转动,且所述转座带动所述摆臂在旋转台上摆动。
15.如上所述的应用于自动化生产线上的自动换笼旋转装置,所述旋转座下端设有延伸至旋转座上的摆动定位组件,所述摆动定位组件包括与摆臂同步转动的定位臂,所述旋转座上设有限位结构,所述定位臂摆动至与限位结构接触,所述转轮与布笼接触。
16.如上所述的应用于自动化生产线上的自动换笼旋转装置,所述限位结构为限位柱,对应到位检测开关的两侧上均设有所述限位柱。
17.如上所述的应用于自动化生产线上的自动换笼旋转装置,所述转动支撑支架包括设于旋转台上的转动部件。设于转动部件上的十字支撑架以及设于十字支撑架上的配合嵌入块。
18.与现有技术相比,本实用新型有如下优点:
19.1、本实用新型提供了应用于自动化生产线上的自动换笼旋转装置,其通过旋转平台带动其上的布笼进行转动换位,替代了采用小车搬运的方式,使得在一侧接布的同时,另一安装位上的布笼可以直接等待搬运至脱水装置或其他工序,大大提高效率,而且本方案解决了布笼需要自身转动接布的问题,利用摆动转笼装置实现旋转平台转动后可换向,始终保证与接布工位上的布笼配合,使其转动。
【附图说明】
20.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1为旋转平台的结构图;图2为旋转平台的结构图;
22.图3为为旋转平台的转动示意图;图4为旋转平台的底部示意图;
23.图5为图4的a部放大图;图6为旋转平台的结构爆炸图;
24.图7为自动化中央脱水工作站的示意图;
25.图8为自动化中央脱水工作站的结构示意图;
26.图9为搬运机械手的结构图;图10为搬运机械手的结构爆炸图;
27.图11为脱水装置的示意图;图12为脱水装置的开盖的示意图;
28.图13为脱水装置的结构爆炸图;图14为双层盖体的结构示意图;
29.图15为双层盖体的结构爆炸图;图16为双层盖体的半剖视图;
30.图17为图16的a部放大图(卡锁状态);
31.图18为图17的解锁状态示意图;
32.图19为图15的b部放大图;图20为图11的c部放大图。
【具体实施方式】
33.为了使本实用新型所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
34.本实用新型是通过以下技术方案实现的:
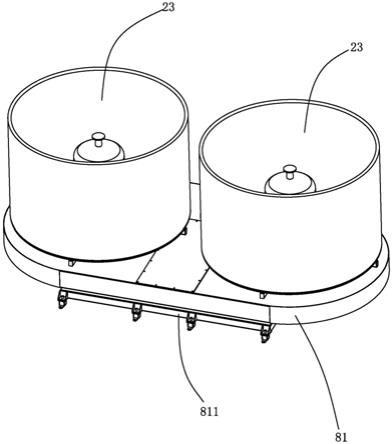
35.如图1至图6所示,应用于自动化生产线上的自动换笼旋转装置,包括,旋转座81111;旋转台81,设于旋转座81111上端可相对旋转座81111转动,所述旋转台81上至少设有两个布笼安装位801,且所述布笼安装位801上设有转动支撑支架802;摆动转笼装置82,设于旋转座811上位于布笼安装位801之间且可随旋转台81相对旋转座811转动,用于驱动布笼安装位801上的布笼23在旋转台81上转动;所述旋转台81转动可使布笼23切换不同的工序位置,且所述摆动转笼装置82随旋转座811转动后可相对旋转座811摆动以驱动转动至指定工序位上的布笼23转动。本实用新型提供了应用于自动化生产线上的自动换笼旋转装置,其通过旋转平台带动其上的布笼进行转动换位,替代了采用小车搬运的方式,使得在一侧接布的同时,另一安装位上的布笼可以直接等待搬运至脱水装置或其他工序,大大提高效率,而且本方案解决了布笼需要自身转动接布的问题,利用摆动转笼装置实现旋转平台转动后可换向,始终保证与接布工位上的布笼配合,使其转动。
36.进一步地,所述旋转台81上设有两个水平相对设置且分别位于旋转台81两端上的布笼安装位801。这样旋转台在转动180
°
后,即可使其上的布笼完成工位转换,在与接布工位上的布笼接布后,转动至等待脱水的工位上,而另一布笼则可以继续对接接布,大大提高效率。
37.本方案为了实现自动化,所述旋转座81111上还设有到位检测开关84。利用检测开关实现转动台的自动控制。具体地,所述旋转座81111上设有驱动所述旋转台81转动的驱动机构8111,所述旋转台 81上布笼安装位801对应的两侧为弧形边,另外两侧边为检测直边 8011,且所述旋转台81台转动到位后,所述检测直边8011与到位检测开关84相对。而且,所述到位检测开关84包括检测到检测直边 8011后使旋转台81减速转动的接近传感器841、以及检测到检测直边8011后使旋转台81停止转动的限位开关842。通过直边与弧边的设计,在转动过程中,检测开关与弧边的距离始终大于直边的距离,从而保证检测到直边后即为转动到位,使得结构更为简单,检测系统不复杂。而本方案采用接近传感器841以及限位开关842的配合,其自动化转动过程为:控制系统收到需要转动动作指令后,转动台开始转动,在转动接近180
°
时,接近传感器841检测到直边,使旋转台开始减速慢转,直到触发限位开关842,使旋转台停止,转动到位。且到位后,通过控制摆动转笼装置82摆动,使其摆向另一侧上的布笼,使其可转动继续接布。
38.又进一步地,摆动转笼装置的具体结构为:所述摆动转笼装置 82包括设于旋转台81上的转座821、设于转座821上的摆臂822,设于摆臂822上的驱动装置823以及与驱动装置连接的转轮824,所述驱动装置823带动转轮824转动,所述转轮824与布笼安装位801 上的布笼23表面接触从而带动布笼23转动,且所述转座821带动所述摆臂822在旋转台81上摆动。另外,所述旋转座81121下端设有延伸至旋转座81111上的摆动定位组件,所述摆动定位组件包括与摆臂822同步转动的定位臂825,所述旋转座81121上设有限位结构826,所述定位臂825摆动至与限位结构826接触,所述转轮824与布笼23接触。且本方案中,所述转轮824为胶轮,利用转轮与布笼表面接触,在转轮转动时靠摩擦力带动起转动,配合安装位上的转动支架,使布笼能够在旋转台上自转,实现接布。
39.而且,所述限位结构826为限位柱,对应到位检测开关84的两侧上均设有所述限位柱。在摆动转笼装置摆动时,利用下侧的限位柱与定位臂825配合,实现摆动到位的限位作用,其结构简单,
40.再进一步地,所述转动支撑支架802包括设于旋转台81上的转动部件。设于转动部件上的十字支撑架8021以及设于十字支撑架 8021上的配合嵌入块8022。其便于布笼安装,而且能够与布笼连接稳定,方便布笼转动。
41.如图7至图10所示,本技术还提供了自动化中央脱水工作站,包括,主框架1;搬运机械手11,设于所述主框架1上用于搬运布笼 23;脱水装置2,设于主框架1内,导入布笼23后可使布笼转动进行脱水;旋转平台8,设于主框架1内,且上至少设有两个布笼安装位801,且旋转平台可转动带动布笼23转动至与搬运机械手11的取放位置,所述旋转平台8上还设有用于带动其上的布笼23自转的摆动转笼装置82。其通过旋转平台带动其上的布笼进行转动换位,替代了采用小车搬运的方式,使得在一侧接布的同时,另一安装位上的布笼可以直接等待搬运至脱水装置或其他工序,大大提高效率。利用搬运机械手实现布笼在旋转平台以及脱水装置之间的搬运,使得整体占地空间小。而且本方案解决了布笼需要自身转动接布的问题,利用摆动转笼装置实现旋转平台转动后可换向,始终保证与接布工位上的布笼配合,使其转动。本发明提供了自动化中央脱水工作站,其通过旋转平台带动其上的布笼进行转动换位,替代了采用小车搬运的方式,使得在一侧接布的同时,另一安装位上的布笼可以直接等待搬运至脱水装置或其他工序,大大提高效率。利用搬运机械手实现布笼在旋转平台以及脱水装置之间的搬运,使得整体占地空间小。而且本方案解决了布笼需要自身转动接布的问题,利用摆动转笼装置实现旋转平台转动后可换向,始终保证与接布工位上的布笼配合,使其转动。
42.其控制方式为:与输布机对接的旋转平台其上布笼转动接布,在接布完毕后,控制系统是旋转平台转动,使得接布后的布笼与搬运位相对,而另一未接布的布笼转动至接布位上,通过摆动转笼装置换位,使未接布的布笼转动接布,与此同时,搬运机械手将搬运位上的布笼搬运至脱水装置上,进行脱水,在脱水以及接布的过程中,搬运机械手将另一空布笼搬运至旋转平台上,等待接布。如此,整个过程接布,脱水,补充布笼,无需暂停,都在工作站内完成,使得整个过高效自动化。
43.进一步地,所述主框架1内设有2套为位于脱水装置两侧的所述的旋转平台8,且所述主框架1上还设有位于2套所述的旋转平台8 之间的横向轨道101,所述搬运机械手11设于所述横向轨道101上。另一套旋转平台可对接已脱水布笼以及补充新的空布笼,提高效率。比如如图1所示,本方案中一侧旋转平台与软布机18对接,另一侧与翻布机19对接。
44.又进一步地,所述搬运机械手11包括设于横向轨道101上的横移座111,设于横移座111上的升降架112、以及设于升价架112下端的抓取部113,且所述升价架112下端还设有位于抓取部113下侧的导向结构114。另外,所述抓取部113包括套接件1131,所述套接件1131上设有可供布笼23上t型连接头伸入的套接孔,所述套接件 1131四周上铰接有多个伸入至套接孔内的摆臂卡勾1132。其抓取结构简单,配合布笼的结构,能够抓取牢固,将布笼抓取后上升,并横移至对应的工位上。
45.具体地,所述导向结构114为筒状,其包覆在套接件1131外周且向下延伸,其上设有可供布笼23中部套接柱伸入的导向孔,所述导向结构114与所述套接件1131同轴安装。其导向起到很好的对中效果,这样保证t型的连接头能够以中心的位置进入到套接孔内,待四周的摆臂卡勾1132转动既能将t型部抓牢。
46.如图11至图20所示,本方案中脱水装置的结构为:包括,外缸 21;内笼22,设于外
缸21内且可相对外缸21转动,内笼22内还设有布笼23;双层盖体3,铰接于外缸21上,所述双层盖体3包括外盖31以及设于所述外盖31下端的内盖32,且所述内盖32可相对所述外盖31转动;卡锁结构4,设于所述内盖32上,可使内盖32与内笼22连接使得内盖32可随内笼22一同转动;联动结构5,设于外盖31与内盖32之间,在双层盖体3盖合时联动卡锁结构4与内笼 22连接,且在双层盖体3打开时联动卡锁结构4脱离与内笼22的连接。其通过双层盖体,在盖合时外盖盖合外缸上端开口,而内盖盖合内笼的上端开口,而且内盖可随内笼一同转动,从而保证在脱水过程中,防止内部的织物甩飞至内笼与外缸之间的间隙上,而且采用卡锁结构使得内盖可与内笼随动,使得内盖与内笼的配合封口效果更好。
47.进一步地,所述卡锁结构4包括多根设于内盖32上且沿内盖32 径向方向延伸的卡爪,所述卡爪可沿内盖32径向移动从而可从内盖 32周侧面伸出,所述内笼22的上边缘内周侧上设有可供所述卡爪伸入的卡位或卡槽。在卡锁时,通过内盖上的卡爪伸入至内笼的卡槽内,即可实现将内盖与内笼进行连接的同时,实现内盖与内笼的随动,其结构简单,卡锁动作方便高效。具体地,本技术中,卡爪设置成长条形,位于内盖的上端面上,而内盖外周侧上设有向上凸起的边沿,所述边沿上设有供所述卡爪伸出的开口。
48.又进一步的,本技术中,内盖上设有多个卡爪,其沿内盖中心呈圆周分布,配合联动结构,实现盖合时多个卡爪一同伸出,联动多个卡爪同步动作。
49.而且,所述内盖32与外盖31之间留有间隙3011且所述内盖32 可相对外盖31上下移动,所述内盖32相对外盖31上移时,所述卡爪32从内盖32周侧外伸,所述内盖32相对外盖31下移时,所述卡爪32内缩与内盖内脱离与内笼22的连接。简单的结构,实现高效的联动动作。
50.联动结构的具体结构为:所述联动结构5包括设于外盖31上的固定座51、设于固定座51内且与所述内盖32连接的活动座52,所述活动座52可相对所述固定座51上下移动以及转动。通过活动座52带动内盖相对外盖上下移动以及转动。具体地,所述固定座51具有开口向下的空腔,所述活动座52设于空腔内且从空腔下端伸出,所述活动座52伸出端的外周上设有连接翼521,所述卡爪一端通过枢接块53与连接翼521连接。且本案中,固定座51与活动座52之间还设有轴承,且活动座52上端上还设有弹性连接件,这样使得在盖合时,通过弹性件顶压内盖,使得内盖始终保持一向下的压力,从而使得内盖的封口以及随动效果更好。而且通过环形的连接翼521结构,实现多个卡爪的同步联动。
51.再进一步地,所述固定座51下端设有连接外缘511,所述连接外缘511下端面上设有向下延伸的第一连接块512,所述卡爪后端上设有向上延伸的第二连接块41,所述枢接块53通过第一卡销510与第一连接块512铰接,通过第二卡销520与第二连接块41连接,所述枢接块53上还设有供所述连接翼521卡入的卡口531。通过枢接块53的铰接,连接翼521的上下移动带动铰接快后端上下移动,而其前端上部铰接在第一连接块512上,第一连接块固定,枢接块53 只能沿第一连接块转动,而下部通过与第二连接块41连接,从而带动卡爪水平移动。另外,所述第二连接块41上设有竖向设置的限位槽411,所述第二卡销520穿过所述限位槽411,所述卡口531的两侧为分别与连接翼521上端面接触的上卡脚5311和与连接翼521下端面接触的下卡脚5312,所述上卡脚5311和下卡脚5312内侧均设有向卡口方向凸起的凸部5313。
52.又进一步地,所述内笼22内侧上位于卡槽下方还设有在盖合时与所述内盖32下端
面接触的台阶221,且所述双层盖体3盖合时,所述台阶221将内盖31顶向外盖31。通过台阶221实现顶压内盖,实现盖体盖合时自动卡锁。
53.另外,所述内盖31下端面上还设有伸入至布笼23内的挡边301。挡边与布笼23的上卷边相对,形成封口,进一步保证织物在布笼内甩干时不会飞出布笼外。
54.另外,所述外缸21上还设有卡锁件6,所述卡锁件6包括设于外缸21外周面上的座体61、设于座体61上的摆臂62以及设于所述摆臂62上的卡块63,所述摆臂62可带动卡块63转动至盖合后的外盖31上方。起到盖合后压紧的效果,在甩干工作中保持稳定。
55.本实用新型提供了应用于自动化生产线上的自动换笼旋转装置,其通过旋转平台带动其上的布笼进行转动换位,替代了采用小车搬运的方式,使得在一侧接布的同时,另一安装位上的布笼可以直接等待搬运至脱水装置或其他工序,大大提高效率,而且本方案解决了布笼需要自身转动接布的问题,利用摆动转笼装置实现旋转平台转动后可换向,始终保证与接布工位上的布笼配合,使其转动。
56.如上所述是结合具体内容提供的一种或多种实施方式,并不认定本实用新型的具体实施只局限于这些说明。凡与本实用新型的方法、结构等近似、雷同,或是对于本实用新型构思前提下做出若干技术推演,或替换都应当视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1