水性透气压花手套革的制作方法
1.本实用新型涉一种合成革制造领域,特别是指一种水性透气压花手套革。
背景技术:
2.由手套革制作而成的手套广泛应用于生产加工和体育项目中,目前的手套革主要采用弹性织布含浸聚氨酯树脂形成湿法贝斯,然后在其表面通过辊涂等方式形成具有一定花纹的面层,最终形成具有一定耐磨性能和摩擦力的手套革,这种手套革透气性差,表面防滑性能不足,受力时容易发生打滑,且长期使用容易发生磨损,导致更易打滑,且这种手套革本身亲肤性和耐磨性也都不足,导致佩戴舒适性差,容易磨损,需要经常更换,使用过程手套对握持产品吸附力不足,容易滑落,影响使用效果。
技术实现要素:
3.为了克服上述缺陷,本实用新型提供一种水性透气压花手套革,采用该水性透气压花手套革制作的手套透气性好,耐磨、耐刮性能优,表面蜡感足,吸附力好。
4.本实用新型为了解决其技术问题所采用的技术方案:一种水性透气压花手套革,包括基布层、湿法贝斯层、耐磨耐刮层和湿蜡感表面处理层,所述湿法贝斯层固定复合于基布层表面,耐磨耐刮材料形成的耐磨耐刮层固定复合于湿法贝斯层表面,湿蜡感表面处理层固定复合于耐磨耐刮层表面。
5.作为本实用新型的进一步改进,所述耐磨耐刮层表面形成有凹凸起伏的花纹。
6.作为本实用新型的进一步改进,所述基布层为纺织纤维布。
7.作为本实用新型的进一步改进,所述耐磨耐刮层为耐磨耐刮材料通过网纹辊辊涂的方式形成于湿法贝斯层表面的网纹状膜层。
8.作为本实用新型的进一步改进,所述耐磨耐刮层为叠覆在一起的双层网纹状膜层。
9.本实用新型的有益效果是:本实用新型通过在湿法贝斯表面辊涂两层耐磨耐刮表面处理剂,使得手套革耐磨、耐刮性能大幅提高,在耐磨耐刮表面处理层表面进行压花处理,使得手套革表面凹凸不平,摩擦力增大,有利于防滑,更在其表面辊涂湿蜡感表面处理剂,使得手套革表面的蜡感足,提高了手套的吸附力,且湿蜡感表面处理剂还可以根据需要变化湿蜡感亮面处理剂与湿蜡感雾面处理剂改变产品光泽,使得手套革表面更美观,同时符合各种使用要求,采用本实用新型手套革制作的手套透气性好,耐磨、耐刮性性能优良,表面涂饰湿蜡感处理剂后,蜡感足、吸附力好,且该手套革具有更好的亲肤性,佩戴更加舒适。
附图说明
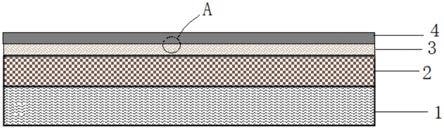
10.图1为本实用新型制备的水性透气压花手套革层间结构图;
11.图2为图1中a部放大图;
12.图3为水性透气压花手套革一种表面花纹示意图;
13.图4为水性透气压花手套革另一种表面花纹示意图。
14.基布层
‑‑‑
1湿法贝斯层
‑‑‑
2耐磨耐刮表面层
‑‑‑
3湿蜡感表面处理层
‑‑‑
4花纹
‑‑‑5具体实施方式
15.实施例:一种水性透气压花手套革,包括基布层1、湿法贝斯层2、耐磨耐刮层3和湿蜡感表面处理层4,所述湿法贝斯层2固定复合于基布层1表面,耐磨耐刮材料形成的耐磨耐刮层3固定复合于湿法贝斯层2表面,湿蜡感表面处理层4固定复合于耐磨耐刮层3表面。
16.所述耐磨耐刮层3表面形成有凹凸起伏的花纹5。
17.所述基布层1为纺织纤维布。
18.所述耐磨耐刮层3为耐磨耐刮材料通过网纹辊辊涂的方式形成于湿法贝斯层表面的网纹状膜层。
19.所述耐磨耐刮层3为叠覆在一起的双层网纹状膜层。
20.一种水性透气压花手套革的制作方法,具体步骤如下:
21.步骤一:湿法混合配料:
22.湿法料按下表进行备料:
[0023][0024]
a、将水性聚氨酯湿法树脂加入反应釜,然后加入分散剂,然后缓慢加入木粉,反应釜以400-600转/分钟的速度搅拌30分钟;
[0025]
b、水性聚氨酯湿法树脂和木粉充分搅拌均匀后,按配方加入发泡剂搅拌5分钟左右,搅拌转速降至300-400转/分钟,搅拌均匀后再加入水性色浆充分搅拌均匀,开始缓慢加入增稠剂,在增稠过程中注意观察分散情况来控制添加的速度,反应釜转速控制在500-600转/分钟;
[0026]
c、所有物料添加完毕后,待混合物增稠至23000-25000cps,过滤待用;
[0027]
步骤二 湿法贝斯生产:
[0028]
将基布经过温度为130度的热烫轮烫平,将过滤好的浆料通过发泡机发泡到1.6-1.7倍率,然后将发泡后的浆料涂刮在基布上,然后浸入质量百分浓度为4.5-5%的酸水溶液中进行凝固,然后经过至少一道轧水工序、再进行水洗和干燥后得到一种湿法贝斯,其中干燥温度为120-150℃,车速在 12-14米/min;
[0029]
步骤三:耐磨耐刮表面处理剂配料:
[0030]
耐磨耐刮表面处理剂按下表进行备料:
[0031][0032]
将水性耐磨耐刮处理剂、助剂和水性色浆在反应釜内混合,然后以300-500/分钟的转速进行搅拌10-15分钟,再加入增稠剂,增稠至2000-2500cps粘度。
[0033]
步骤四:耐磨耐刮表面处理:
[0034]
用配好的耐磨耐刮表面处理剂采用100-200目网纹辊对湿法贝斯表面进行辊涂处理两遍,然后采用烘箱烘干,得到成品,烘箱温度120-150℃,车速在15-18米/min;
[0035]
步骤五:压花:
[0036]
先将表处好的湿法贝斯加热到190-200℃,然后在有花型的压花辊中通过3-5℃的冷冻水,压花辊利用压力作用在被加热的表处好的湿法贝斯表面,得到一种花型饱满的半成品,车速10-12米/min;
[0037]
步骤六:湿蜡感表面处理剂配料:
[0038]
湿蜡感表面处理剂按下表进行备料:
[0039][0040]
按上表配比,将湿蜡感亮面处理剂与雾面处理剂按产品光泽要求进行配比混合搅均匀,加入水性色浆混合均匀后,加入增稠剂增稠至2000-2500cps;
[0041]
步骤七:湿蜡感表面处理:
[0042]
用120目-140目网纹辊将湿蜡感表面处理剂涂覆于压好花的湿法贝斯表面,经过120-150℃烘箱烘干得到成品,车速在15-18米/min;
[0043]
步骤八:成品检查,检查外观和手感。
[0044]
成品性能检测数据如下:
[0045]
1.采用22#砂轮负重1kg对水性透气压花手套革进行耐磨耐刮测试:
[0046]
成品性能检测数据如下:
[0047]
1.采用22#砂轮负重1kg对水性透气压花手套革进行耐磨耐刮测试:
[0048]
测试标准:1000转不破损为合格;
[0049]
本发明获得的水性透气压花手套革可以达到2000-2200 转不破损,远远高于合格标准。
[0050]
2.采用正杯氯化钙法对常规压花手套革和本发明获得的水性透气压花手套革进行测试,测试数据如下:
[0051]
常规压花手套革300g/m3·
24h;
[0052]
本发明获得的水性透气压花手套革800g/m3·
24h,本发明获得的水性透气压花手套革表面滴水后立即渗透。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1