针织圆机出针棱角块以及棱角座的制作方法
1.本实用新型涉及纺织机械领域,尤其是涉及一种针织圆机出针棱角块以及棱角座。
背景技术:
2.针织空气层面料以手感舒适、蓬松柔软、排汗保暖以及吸湿透气等性能得到了消费者的广泛青睐。而“五文治”型针织空气层面料的出现极大地丰富了针织空气层面料的使用性能,拓宽了针织空气面料的使用范围。尽管“五文治”型针织空气层面料具有优良的性能,但是在加工“五文治”型针织空气面料时,传统的针织设备得到的面料表面容易出现针痕、漏丝等问题,这样会导致面料的表面品质大幅降低。
技术实现要素:
3.基于此,有必要提供一种针织圆机出针棱角块以及棱角座,所述针织圆机出针棱角块能够有效降低面料表面出现针痕、漏丝等问题的风险,提高面料的表面品质。
4.为了解决以上技术问题,本实用新型的技术方案为:
5.一种针织圆机出针棱角块,包括出针基座、第一出针限位件以及第二出针限位件;所述第一出针限位件和所述第二出针限位件均凸出于所述出针基座,所述第一出针限位件和所述第二出针限位件之间具有间隙以用于形成供织针通过的织针轨道;
6.所述第一出针限位件具有依次排布的第一出针导入部、第一出针抬升部、第一出针平缓部、第一出针再升部以及第一出针下降部;
7.所述第二出针限位件具有依次排布的第二出针导入部、第二出针抬升部、第二出针平缓部、第二出针再升部以及第二出针下降部;
8.所述第一出针导入部和所述第二出针导入部配合形成出针导入轨道,所述第一出针抬升部和所述第二出针抬升部配合形成出针抬升轨道,所述第一出针平缓部和所述第二出针平缓部配合形成出针平缓轨道,所述第一出针再升部和所述第二出针再升部配合形成出针再升轨道,所述第一出针下降部和所述第二出针下降部配合形成出针导出轨道。
9.在其中一个实施例中,所述第一出针导入部具有第一出针导入曲面,所述第一出针导入曲面朝向所述第二出针导入部;所述第一出针抬升部具有第一出针抬升曲面,所述第一出针抬升曲面朝向所述第二出针抬升部;所述第一出针平缓部具有第一出针平缓平面,所述第一出针平缓平面朝向所述第二出针平缓部;所述第一出针再升部具有第一出针再升曲面,所述第一出针再升曲面朝向所述第二出针再升部;所述第一出针下降部具有第一出针下降曲面,所述第一出针下降曲面朝向所述第二出针下降部;
10.所述第二出针导入部具有第二出针导入曲面,所述第二出针导入曲面朝向所述第一出针导入部;所述第二出针抬升部具有第二出针抬升曲面,所述第二出针抬升曲面朝向所述第一出针抬升部;所述第二出针平缓部具有第二出针平缓平面,所述第二出针平缓平面朝向所述第一出针平缓部;所述第二出针再升部具有第二出针再升曲面,所述第二出针
再升曲面朝向所述第一出针再升部;所述第二出针下降部具有第二出针下降曲面,所述第二出针下降曲面朝向所述第一出针下降部。
11.在其中一个实施例中,在沿导入方向上,所述第一出针导入曲面和所述第二出针导入曲面之间的距离逐渐变小。
12.在其中一个实施例中,所述第一出针导入部和所述第二出针导入部在导入口的位置呈八字形。
13.在其中一个实施例中,所述第一出针抬升曲面与所述第二出针抬升曲面平行,所述第一出针平缓平面与所述第二出针平缓平面平行,所述第一出针再升曲面与所述第二出针再升曲面平行,所述第一出针下降曲面与所述第二出针下降曲面平行。
14.在其中一个实施例中,所述第一出针下降曲面的导出端与所述第一出针平缓平面平齐,所述第二出针下降曲面的导出端与所述第二出针平缓平面平齐。
15.在其中一个实施例中,所述第一出针再升曲面的始端和末端之间的高度差为4.5cm~5.5cm。
16.在其中一个实施例中,所述针织圆机出针棱角块还包括安装孔,所述安装孔贯穿所述棱角块以用于安装所述出针棱角块。
17.在其中一个实施例中,所述安装孔与所述织针轨道错位设置。
18.一种针织圆机棱角座,包括上述任一实施例中所述的出针棱角块。
19.上述出针棱角块中,通过第一出针限位件和第二出针限位件的配合,在沿织针运动方向上,依次形成出针导入轨道、出针抬升轨道、出针平缓轨道、出针再升轨道以及出针导出轨道。通过对出针棱角块的结构进行设计,在出针棱角块上形成多个高低不同的轨道,这样在针织过程中,在出针阶段,通过各轨道的配合,织针出针轨迹的调整能够有效改善纱线张力,有效降低面料表面出现针痕、漏丝等问题的风险,提高面料的表面品质。
附图说明
20.图1为本实用新型一实施例中针织圆机集圈压纱片的结构示意图;
21.图2为本实用新型一实施例中针织圆机成圈压纱片的结构示意图;
22.图3为本实用新型一实施例中压纱装置的结构示意图;
23.图4为本实用新型一实施例中针织圆机含针棱角块的结构示意图;
24.图5为本实用新型另一实施例中针织圆机含针棱角块的结构示意图;
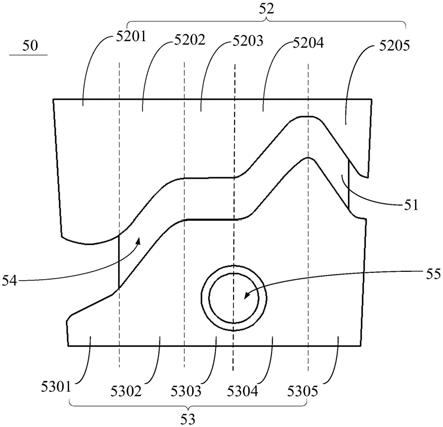
25.图6为本实用新型一实施例中针织圆机出针棱角块的结构示意图;
26.图7为本实用新型一实施例中针织圆机平针棱角块的结构示意图;
27.图8为本实用新型一实施例中针织圆机棱角组的结构示意图;
28.图9为本实用新型一实施例中针织圆机的结构示意图;
29.图10为图9对应的针织圆机的主视图;
30.图11为图9对应的针织圆机的俯视图;
31.图12为图9中a处的局部放大图;
32.图13为图10中b处的局部放大图;
33.图14为图11中c处的局部放大图;
34.图15为图9对应的针织圆机的上针盘和下针盘的配合示意图;
35.图16为“三文治”型针织空气层面料的结构示意图;
36.图17为“五文治”型针织空气层面料的结构示意图。
37.图中标记说明:
38.10、集圈压纱片;11、集圈压纱部;1101、集圈压纱平面;1102、端面;12、集圈导入部;1201、集圈导入曲面;13、集圈压纱片安装部;1301、通孔。
39.20、成圈压纱片;21、成圈压纱部;2101、第一子压纱平面;2102、过渡曲面;2103、第二子压纱平面;2104、端面;22、成圈压纱片安装部;2201、通孔;23、成圈导入部;2301、成圈导入曲面。
40.30、压纱装置;31、压纱片基座;32、第一子基座;33、第二子基座;34、第三子基座;35、第四子基座。
41.40、含针棱角块;41、含针基座;42、第一含针限位件;4201、第一含针导入部;42011、第一含针导入曲面;4202、第一含针导出部;42021、第一含针导出平面;4203、第一含针过渡部;42031、第一含针过渡曲面;43、第二含针限位件;4301、第二含针导入部;43011、第二含针导入曲面;4302、第二含针导出部;43021、第二含针导出平面;4303、第二含针过渡部;43031、第二含针过渡曲面;44、织针轨道;45、安装孔。
42.50、出针棱角块;51、出针基座;52、第一出针限位件;5201、第一出针导入部;5202、第一出针抬升部;5203、第一出针平缓部;5204、第一出针再升部;5205、第一出针下降部;53、第二出针限位件;5301、第二出针导入部;5302、第二出针抬升部;5303、第二出针平缓部;5304、第二出针再升部;5305、第二出针下降部;54、织针轨道;55、安装孔。
43.60、上盘平针棱角块;61、平针基座;62、第一平针限位件;6201、第一平针导入部;6202、第一平针导出部;6203、让位槽;63、第二平针限位件;6301、第二平针导入部;6302、第二平针导出部;64、平针导出轨道;65、安装孔。
44.70、针织圆机棱角组;71、上盘棱角座;7101、第一上盘含针棱角块;7102、第二上盘含针棱角块;7103、第一上盘出针棱角块;7104、第三上盘含针棱角块;7105、第二上盘出针棱角块;7106、第四上盘含针棱角块;7107、上盘平针棱角块;7108、上盘引导平针棱角块;72、下盘棱角座;7201、第一下盘含针棱角块;7202、第二下盘含针棱角块;7203、第一下盘平针棱角块;7204、第二下盘平针棱角块;7205、下盘出针棱角块;7206、第三下盘含针棱角块;7207、第四下盘含针棱角块;7208、第五下盘含针棱角块;7209、下盘引导平针棱角块。
45.80、针织圆机;81、上针盘;82、下针盘;83、集圈压纱片;84、第一成圈压纱片;85、第二成圈压纱片。
具体实施方式
46.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
47.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
48.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
49.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
50.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
51.请参阅图1,本实用新型一实施例提供了一种针织圆机集圈压纱片10。该集圈压纱片10包括集圈压纱部11、集圈导入部12以及集圈压纱片安装部13,集圈压纱部11和集圈导入部12位于集圈压纱片安装部13的同一端;集圈压纱部11远离集圈压纱片安装部13的一面形成集圈压纱平面1101,集圈导入部12远离集圈压纱片安装部13的一面形成集圈导入曲面1201,集圈导入曲面1201朝向集圈压纱片安装部13弯曲,集圈压纱平面1101与集圈导入曲面1201平滑连接。
52.在本实施例的集圈压纱片10中,主要通过集圈导入部12和集圈压纱部11的配合,可以在集圈过程中,将纱线的运动轨迹进行限定,降低出现线圈浮起的风险。具体地,通过集圈导入曲面1201和集圈压纱平面1101的配合,纱线沿导入曲面1201平滑过渡到压纱平面1101,在压纱平面的作用下保持稳定的位置状态,有利于对纱线的位置进行良好地控制,降低出现线圈浮起的风险,提高织物的品质。
53.进一步地,本实施例中的集圈压纱片10在使用过程中,集圈压纱部11、集圈导入部12以及集圈压纱片安装部13相互配合支撑,在加工过程中不易变形,能够保持稳定的结构,有利于提高集圈的稳定性。
54.可以理解的是,本实用新型中的“平面”与“曲面”表示两种形态的表面。“平面”可理解为表面各处的斜率相等,“曲面”可以理解为表示具有一定弯曲的表面。
55.在一个具体的示例中,集圈压纱片10由集圈压纱部11、集圈导入部12以及集圈压纱片安装部13构成,集圈压纱部11和集圈导入部12位于集圈压纱片安装部13的同一端;集圈压纱部11远离集圈压纱片安装部13的一面形成集圈压纱平面1101,集圈导入部12远离集圈压纱片安装部13的一面形成集圈导入曲面1201,集圈导入曲面1201朝向集圈压纱片安装部13弯曲,集圈压纱平面1101与集圈导入曲面1201平滑连接。
56.在一个具体的示例中,集圈压纱平面1101与集圈导入曲面1201相切。此时集圈压
纱平面1101与集圈导入曲面1201能够更好地平滑过渡,使纱线沿集圈压纱平面1101与集圈导入曲面1201平滑运动,进一步提高集圈的品质。
57.请再次参阅图1,集圈压纱部11朝集圈压纱片安装部13的一侧伸出,集圈导入部12朝集圈压纱片安装部13的另一侧伸出。此时,集圈压纱部11的伸出端与集圈压纱片安装部13之间形成让位区,集圈导入部12的伸出端与集圈压纱片安装部13之间形成让位区。这样可以提高安装的整齐度,避免针织圆机中其他部件对集圈压纱片10进行干涉。
58.进一步地,集圈压纱部11远离集圈压纱片安装部13的一端与集圈压纱片安装部13之间的距离为5cm~10cm。即在图1中表示为a表示的距离范围为5cm~10cm。在该距离范围内,集圈压纱片10与集圈纱线的长度更好地适配,保持稳定集圈。可选地,集圈压纱部11远离集圈压纱片安装部13的一端与集圈压纱片安装部13之间的距离为5cm、6cm、7cm、8cm、9cm或10cm。
59.更进一步地,集圈压纱部11远离集圈压纱片安装部13的一端的端面1102与集圈压纱平面1101垂直。
60.在一个具体的示例中,集圈导入部12远离集圈压纱片安装部13的一端与集圈压纱片安装部13之间的距离为2cm~5cm。即在图1中表示为b表示的距离范围为2cm~5cm。在该距离范围内,集圈导入部12对纱线进行稳定的导入,进一步提高集圈的稳定性。可选地,集圈导入部12远离集圈压纱片安装部13的一端与集圈压纱片安装部13之间的距离为2cm、2.5cm、3cm、3.5cm、4cm、4.5cm或5cm。
61.可选地,集圈压纱部11的伸出端与集圈压纱片安装部13平滑连接,集圈导入部12的伸出端与集圈压纱片安装部13平滑连接。这样可以有效分散纱线对集圈压纱部11的作用力,使集圈压纱片10保持更好的结构稳定性。
62.进一步地,集圈压纱部11靠近集圈压纱片安装部13的一面与集圈导入部12靠近集圈压纱片安装部13的一面平齐。
63.在一个具体的示例中,集圈压纱片安装部13上设有通孔1301,通孔1301用于安装针织圆机集圈压纱片10。比如,通过通孔1301将集圈压纱片10安装到针织圆机上。
64.进一步地,通孔1301具有让位空间,以用于调整针织圆机集圈压纱片10的安装位置。通孔1301设置让位空间,可以方便地将集圈压纱片10的安装位置进行控制。
65.在一个具体的示例中,集圈压纱部11、集圈导入部12以及集圈压纱片安装部13为一体成型的结构。此时便于加工成型,同时有利于保持集圈压纱片10的稳定结构。可选地,集圈压纱部11为硬质集圈压纱部11,集圈导入部12为硬质集圈导入部12。
66.在一个具体的示例中,集圈压纱部11的厚度为0.5cm~1cm,集圈导入部12的厚度为0.5cm~1cm。比如,集圈压纱部11的厚度可以是但不限定为0.5cm、0.6cm、0.7cm、0.8cm、0.9cm或1cm。集圈导入部12的厚度可以是但不限定为0.5cm、0.6cm、0.7cm、0.8cm、0.9cm或1cm。进一步地,集圈压纱部11的厚度与集圈导入部12的厚度相等。更进一步地,集圈压纱部11的厚度、集圈导入部12的厚度以及集圈压纱片安装部13的厚度均相等。此时,集圈压纱片10保持整体均匀的厚度。
67.在一个具体的示例中,集圈压纱平面1101为光滑平面,集圈导入曲面1201为光滑曲面。
68.本实用新型还有一实施例提供了一种压纱装置,该压纱装置包括集圈压纱片10。
69.本实用新型还有一实施例提供了一种针织圆机,该针织圆机包括集圈压纱片10。
70.请参阅图2,本实用新型一实施例提供了一种针织圆机成圈压纱片20。该成圈压纱片20包括成圈压纱部21和成圈压纱片安装部22,成圈压纱部21位于成圈压纱片安装部22的一端;成圈压纱部21远离成圈压纱片安装部22的一面形成依次连接的第一子压纱平面2101、过渡曲面2102以及第二子压纱平面2103,第一子压纱平面2101与第二子压纱平面2103平行,第一子压纱平面2101凸出于第二子压纱平面2103,第一子压纱平面2101和第二子压纱平面2103分别与过渡曲面2102平滑连接。
71.在本实施例的成圈压纱片20中,主要通过第一子压纱平面2101、过渡曲面2102以及第二子压纱平面2103的配合,将纱线的运动轨迹进行限定。这样在成圈过程中,纱线的轨迹以及成圈路径能够得到良好地缓冲,通过过渡曲面2102对纱线的轨迹进行一定地调整,适当释放纱线的张力,这样能够在提高成圈稳定性的同时,有效避免在成圈过程中织物出现破洞的问题,提高织物的良率和织物的品质。
72.在一个具体的示例中,第一子压纱平面2101凸出于第二子压纱平面2103的高度为1mm~9mm。即在图2中表示为c表示的距离范围为1mm~9mm。可选地,第一子压纱平面2101凸出于第二子压纱平面2103的高度为1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm或9mm。第一子压纱平面2101凸出于第二子压纱平面2103的高度过小时难以起到良好的过渡效果,而该高度过大时则可能导致纱线位移过大给成圈带来不利影响。
73.在一个具体的示例中,第一子压纱平面2101与过渡曲面2102相切,第二子压纱平面2103与过渡曲面2102相切。此时,纱线在第一子压纱平面2101与过渡曲面2102之间、过渡曲面2102与第二子压纱平面2103之间能够更加平滑地过渡,有效保证纱线的成圈品质。
74.进一步地,成圈压纱部21远离成圈压纱片安装部22的一端与成圈压纱片安装部22之间的距离为5cm~10cm。即在图2中表示为d表示的距离范围为5cm~10cm。在该距离范围内,成圈压纱片20与成圈纱线的长度更好地适配,保持稳定成圈。可选地,成圈压纱部21远离成圈压纱片安装部22的一端与成圈压纱片安装部22之间的距离为5cm、6cm、7cm、8cm、9cm或10cm。
75.更进一步地,成圈压纱部21远离成圈压纱片安装部22的一端的端面2104与第一子压纱平面2101垂直。
76.在一个具体的示例中,成圈压纱片20还包括成圈导入部23,成圈导入部23和成圈压纱部21位于成圈压纱片安装部22的同一端;成圈导入部23远离成圈压纱片安装部22的一面形成成圈导入曲面2301,成圈导入曲面2301朝向成圈压纱片安装部22弯曲;成圈导入曲面2301与第一子压纱平面2101平滑连接。通过成圈导入部23的设置,使纱线更加稳定地进入到成圈压纱片20的压纱位,提高成圈的稳定性。可选地,成圈导入曲面2301与第一子压纱平面2101相切。
77.在一个具体的示例中,成圈压纱部21朝成圈压纱片安装部22的一侧伸出,成圈导入部23朝成圈压纱片安装部22的另一侧伸出。此时,成圈压纱部21的伸出端与成圈压纱片安装部22之间形成让位区,成圈导入部23的伸出端与成圈压纱片安装部22之间也形成让位区,便于成圈压纱片20的安装和与其他部件的配合。
78.进一步地,成圈导入部23远离成圈压纱片安装部22的一端与成圈压纱片安装部22之间的距离为2cm~5cm。即在图2中表示为e表示的距离范围为2cm~5cm。在该距离范围内,
成圈导入部23对纱线进行稳定的导入,进一步提高成圈的稳定性。可选地,成圈导入部23远离成圈压纱片安装部22的一端与成圈压纱片安装部22之间的距离为2cm、2.5cm、3cm、3.5cm、4cm、4.5cm或5cm。
79.在一个具体的示例中,成圈压纱部21的伸出端与成圈压纱片安装部22平滑连接,成圈导入部23的伸出端与成圈压纱片安装部22平滑连接。这样可以有效分散纱线对成圈压纱部21的作用力,使成圈压纱部21保持更好地稳定性。
80.进一步地,成圈压纱部21靠近成圈压纱片安装部22的一面与成圈导入部23靠近成圈压纱片安装部22的一面平齐。
81.在一个具体的示例中,成圈压纱片安装部22上设有通孔2201,通孔2201用于安装针织圆机成圈压纱片20。比如,通过通孔2201将成圈压纱片20安装到针织圆机上。
82.进一步地,通孔2201具有让位空间,以用于调整针织圆机成圈压纱片20的安装位置。通孔2201设置让位空间,可以方便地将成圈压纱片20的安装位置进行控制。
83.在一个具体的示例中,成圈压纱部21、成圈导入部23以及成圈压纱片安装部22为一体成型的结构。此时便于加工成型,同时有利于保持成圈压纱片20的稳定结构。可选地,成圈压纱部21为硬质成圈压纱部21,成圈导入部23为硬质成圈导入部23。
84.在一个具体的示例中,成圈压纱部21的厚度为0.5cm~1cm,成圈导入部23的厚度为0.5cm~1cm。比如,成圈压纱部21的厚度可以是但不限定为0.5cm、0.6cm、0.7cm、0.8cm、0.9cm或1cm。成圈导入部23的厚度可以是但不限定为0.5cm、0.6cm、0.7cm、0.8cm、0.9cm或1cm。进一步地,成圈压纱部21的厚度与成圈导入部23的厚度相等。更进一步地,成圈压纱部21的厚度、成圈导入部23的厚度以及成圈压纱片安装部22的厚度均相等。此时,成圈压纱片20保持整体均匀的厚度。
85.在一个具体的示例中,第一子压纱平面2101为光滑平面,第二子压纱平面2103为光滑平面,过渡曲面2102为光滑曲面,成圈导入曲面2301为光滑曲面。
86.本实用新型还有一实施例提供了一种压纱装置30,该压纱装置30包括成圈压纱片20。
87.请参阅图3,在一个具体的示例中,压纱装置30包括压纱片基座31、集圈压纱片10以及成圈压纱片20,集圈压纱片10和成圈压纱片20分别活动连接于压纱片基座31。
88.进一步地,集圈压纱片10和成圈压纱片20平行设置。可选地,集圈压纱片10和成圈压纱片20水平设置。可选地,集圈压纱片10和成圈压纱片20位于同一高度。
89.更进一步地,集圈压纱部11的压纱平面1101、成圈压纱部21的第一子压纱平面2101以及成圈压纱部21的第二子压纱平面2103位于同一平面。
90.在一个具体的示例中,压纱装置30还包括第一子基座32、第二子基座33、第三子基座34以及第四子基座35。第一子基座32和第二子基座33活动连接于压纱片基座31,第一子基座32和第二子基座33能够分别在压纱片基座31上沿第一方向运动。第三子基座34活动连接于第一子基座32,第三子基座34能够在第一子基座32上沿第二方向运动。第四子基座35活动连接于第二子基座33,第四子基座35能够在第二子基座33上沿第二方向运动。集圈压纱片10活动连接于第三子基座34,集圈压纱片10能够在第三子基座34上沿第三方向运动。成圈压纱片20活动连接于第四子基座35,成圈压纱片20能够在第四子基座35上沿第三方向运动。
91.进一步地,第一方向、第二方向以及第三方向两两垂直。可选地,第一方向为x轴方向,第二方向为y轴方向,第三方向为z轴方向。
92.更进一步地,第一子基座32上设有第一通槽,第三子基座34通过第一通槽安装在第一子基座32上;第二子基座33上设有第二通槽,第四子基座35通过第二通槽安装在第二子基座33上;第三子基座34上设有第三通槽,集圈压纱片10通过第三通槽安装在第三子基座34上;第四子基座35上设有第四通槽,成圈压纱片20通过第四通槽安装在第四子基座35上。
93.本实用新型还有一实施例提供了一种针织圆机,该针织圆机包括成圈压纱片20。
94.本实用新型还有一实施例提供了一种针织圆机,该针织圆机包括压纱装置30。
95.请参阅图4和5,本实用新型一实施例提供了一种针织圆机含针棱角块40。该含针棱角块40包括含针基座41、第一含针限位件42以及第二含针限位件43;第一含针限位件42和第二含针限位件43均凸出于含针基座41,第一含针限位件42和第二含针限位件43之间具有间隙以用于形成供织针通过的织针轨道44。
96.第一含针限位件42具有第一含针导入部4201和第二含针导出部4302,第二含针限位件43具有第二含针导入部4301和第二含针导出部4302;第一含针导入部4201和第二含针导入部4301配合形成含针导入轨道,第一含针导出部4202和第二含针导出部4302配合形成含针导出轨道,第一含针导出部4202具有第一含针导出平面42021,第一含针导出平面42021朝向第二含针导出部4302,第二含针导出部4302具有第二含针导出平面43021,第二含针导出平面43021朝向第一含针导出部4202,第一含针导出平面42021和第二含针导出平面43021平行。
97.针织空气层面料以手感舒适、蓬松柔软、排汗保暖以及吸湿透气等性能得到了消费者的广泛青睐,广泛应用于运动服饰、休闲服饰以及职业装的制备。目前使用较多的是“三文治”型针织空气层面料,如图16所示。在图16示出的“三文治”针织空气层面料中,中层的纱支通过集圈的结构将表层和里层连接起来,形成“三文治”型针织空气层面料。
98.虽然“三文治”型针织空气层面料具有较好的质感,但是在使用过程中,中层的纱支容易钻出里层和表层,出现漏丝、起球等问题,导致面料表面不平整。基于“三文治”型针织空气层面料存在这些缺陷,“五文治”型针织空气层面料随之出现。如图17所示的“五文治”型针织空气层面料,由表及里依次形成表层、次表层、中空层、次里层以及里层,这样的设计可以对“三文治”型针织空气面料的表面性能进行一定的改善。然而传统的针织设备难以在保持“三文治”含针结构的基础上,继续形成“五文治”型针织空气层面料的表层和里层。
99.在本实施例的含针棱角块40中,通过第一含针限位件42和第二含针限位件43的配合,第一含针导入部4201和第二含针导入部4301配合形成含针导入轨道,第一含针导出部4202和第二含针导出部4302配合形成含针导出轨道,第一含针导出部4202具有第一含针导出平面42021,第二含针导出部4302具有第二含针导出平面43021,且第一含针导出平面42021和第二导出平面平行。此时,当使用该含针棱角块40时,织针在该导出轨道上的引导下,可以使纱线既不退圈也不成圈,这样较为顺利地在“三文治”含针结构的基础上,继续形成“五文治”型针织空气层面料的表层和里层,提高面料的品质。
100.在一个具体的示例中,第一含针导入部4201具有第一含针导入曲面42011,第一含
针导入曲面42011朝向第二含针导入部4301,第二含针导入部4301具有第二含针导入曲面43011,第二含针导入曲面43011朝向第一含针导入部4201,在沿导入方向上,第一含针导入曲面42011和第二含针导入曲面43011之间的距离逐渐变小。这样可以使织针更加顺利地导入到含针棱角块40中。
101.进一步地,第一含针导入部4201和第二含针导入部4301在导入口的位置呈八字形。
102.请再次参阅图4,在一个具体的含针棱角块40中,在沿导入方向上,含针导出轨道的导出端低于含针导入轨道的导入端。具体地,含针导出轨道水平设置。更具体地,在沿导入方向上,第一含针导入曲面42011的斜率为负值。第一含针导出平面42021的斜率为0。第二含针导出平面43021的斜率为0。
103.在一个具体的示例中,第一含针导出平面42021水平设置,第二含针导出平面43021水平设置。
104.请再次参阅图5,在另一个具体的示例中,含针棱角块40中,在沿导入方向上,含针导出轨道的导出端高于含针导入轨道的导入端。具体地,含针导出轨道水平设置。更具体地,第一含针导入曲面42011的斜率为正值。第一含针导出平面42021的斜率为0。第二含针导出平面43021的斜率为0。
105.在一个具体的示例中,第一含针导出平面42021水平设置,第二含针导出平面43021水平设置。
106.在一个具体的示例中,第一含针导入曲面42011和第一含针导出平面42021平滑连接,第二含针导入曲面43011和第二含针导出平面43021平滑连接。
107.请再次参阅图4或图5,第一含针限位件42还具有第一含针过渡部4203,第二含针限位件43还具有第二含针过渡部4303,第一含针过渡部4203的两端分别连接第一含针导入部4201和第一含针导出部4202,第二含针过渡部4303的两端分别连接第二含针导入部4301和第二含针导出部4302。
108.具体地,第一含针过渡部4203具有第一含针过渡曲面42031,第一含针过渡曲面42031朝向第二含针过渡部4303,第二含针过渡部4303具有第二含针过渡曲面43031,第二含针过渡曲面43031朝向第一含针过渡部4203;第一含针过渡曲面42031的两端分别与第一含针导入曲面42011和第一含针导出平面42021平滑连接,第二含针过渡曲面43031的两端分别与第二含针导入曲面43011和第二含针导出平面43021平滑连接。
109.更具体地,第一含针过渡曲面42031和第二含针过渡曲面43031平行。这样可以有效提高织针在轨道中运动的稳定性。
110.在一个具体的示例中,含针棱角块40还包括安装孔45,安装孔45贯穿棱角块以用于安装含针棱角块40。可选地,安装孔45与织针轨道44错位设置。进一步地,安装孔45开设在第二限位件上。
111.本实用新型还有一实施例提供了一种针织圆机棱角座。该针织圆机棱角座包括上述含针棱角块40。
112.本实用新型还有一实施例提供了一种针织圆机棱角组。该针织圆机棱角组包括上述含针棱角块40。
113.本实用新型还有一实施例提供了一种针织圆机。该针织圆机包括上述含针棱角块
40。
114.请参阅如6,本实用新型还有一实施例提供了一种针织圆机出针棱角块50。该出针棱角块50包括出针基座51、第一出针限位件52以及第二出针限位件53;第一出针限位件52和第二出针限位件53均凸出于出针基座51,第一出针限位件52和第二出针限位件53之间具有间隙以用于形成供织针通过的织针轨道54。
115.第一出针限位件52具有依次排布的第一出针导入部5201、第一出针抬升部5202、第一出针平缓部5203、第一出针再升部5204以及第一出针下降部5205。第二出针限位件53具有依次排布的第二出针导入部5301、第二出针抬升部5302、第二出针平缓部5303、第二出针再升部5304以及第二出针下降部5305。
116.第一出针导入部5201和第二出针导入部5301配合形成出针导入轨道,第一出针抬升部5202和第二出针抬升部5302配合形成出针抬升轨道,第一出针平缓部5203和第二出针平缓部5303配合形成出针平缓轨道,第一出针再升部5204和第二出针再升部5304配合形成出针再升轨道,第一出针下降部5205和第二出针下降部5305配合形成出针导出轨道。
117.加工“五文治”型针织空气面料时,传统的针织设备得到的面料表面容易出现针痕、漏丝等问题,这样会导致面料的表面品质大幅降低。在本实施例的出针棱角块50中,通过第一出针限位件52和第二出针限位件53的配合,在沿织针运动方向上,依次形成出针导入轨道、出针抬升轨道、出针平缓轨道、出针再升轨道以及出针导出轨道。通过对出针棱角块50的结构进行设计,在出针棱角块50上形成多个高低不同的轨道,这样在针织过程中,在出针阶段,通过各轨道的配合,织针出针轨迹的调整能够有效改善纱线张力,有效降低面料表面出现针痕、漏丝等问题的风险,提高面料的表面品质。
118.在一个具体的示例中,第一出针导入部5201具有第一出针导入曲面,第一出针导入曲面朝向第二出针导入部5301;第一出针抬升部5202具有第一出针抬升曲面,第一出针抬升曲面朝向第二出针抬升部5302;第一出针平缓部5203具有第一出针平缓平面,第一出针平缓平面朝向第二出针平缓部5303;第一出针再升部5204具有第一出针再升曲面,第一出针再升曲面朝向第二出针再升部5304;第一出针下降部5205具有第一出针下降曲面,第一出针下降曲面朝向第二出针下降部5305。第二出针导入部5301具有第二出针导入曲面,第二出针导入曲面朝向第一出针导入部5201;第二出针抬升部5302具有第二出针抬升曲面,第二出针抬升曲面朝向第一出针抬升部5202;第二出针平缓部5303具有第二出针平缓平面,第二出针平缓平面朝向第一出针平缓部5203;第二出针再升部5304具有第二出针再升曲面,第二出针再升曲面朝向第一出针再升部5204;第二出针下降部5305具有第二出针下降曲面,第二出针下降曲面朝向第一出针下降部5205。通过曲面和平面的设计,得到更加适于织针出针的织针轨道54,使织针在轨道中能够稳定、平滑地移动,有利于改善出针稳定性,进一步提高面料的表面品质。
119.进一步地,在沿导入方向上,第一出针导入曲面和第二出针导入曲面之间的距离逐渐变小。这样可以使织针更加顺利地导入到出针棱角块50中。
120.更进一步地,第一出针导入部5201和第二出针导入部5301在导入口的位置呈八字形。
121.在一个具体的示例中,第一出针抬升曲面与第二出针抬升曲面平行,第一出针平缓平面与第二出针平缓平面平行,第一出针再升曲面与第二出针再升曲面平行,第一出针
下降曲面与第二出针下降曲面平行。此时能够使各对应面之间保持均匀的距离,可以将织针更加稳定地限制在织针轨道54内。
122.进一步地,第一出针导入曲面、第一出针抬升曲面、第一出针平缓平面、第一出针再升曲面以及第一出针下降曲面依次平滑连接;第二出针导入曲面、第二出针抬升曲面、第二出针平缓平面、第二出针再升曲面以及第二出针下降曲面依次平滑连接。
123.在一个具体的示例中,第一出针下降曲面的导出端与第一出针平缓平面平齐,第二出针下降曲面的导出端与第二出针平缓平面平齐。此时,出针导出轨道的导出端与平缓轨道位于同一高度,可以使织针更加稳定地导出出针棱角块50。同时,使织针的导出高度与平缓轨道位于同一高度,避免纱线在出针棱角块50内进行额外的针织,可以进一步改善面料的表面品质。
124.在一个具体的示例中,第一出针再升曲面的始端和末端之间的高度差为4.5cm~5.5cm。可选地,第一出针再升曲面的始端和末端之间的高度差为4.5cm、4.6cm、4.7cm、4.8cm、4.9cm、5.0cm、5.1cm、5.2cm、5.3cm、5.4cm或5.5cm。
125.可以理解的是,第二出针再升曲面的始端和末端之间的高度差为4.5cm~5.5cm。可选地,第二出针再升曲面的始端和末端之间的高度差为4.5cm、4.6cm、4.7cm、4.8cm、4.9cm、5.0cm、5.1cm、5.2cm、5.3cm、5.4cm或5.5cm。
126.在一个具体的示例中,出针棱角块50还包括安装孔55,安装孔55贯穿棱角块以用于安装出针棱角块50。可选地,安装孔55与织针轨道54错位设置。进一步地,安装孔55开设在第二限位件上。
127.本实用新型还有一实施例提供了一种针织圆机棱角座。该针织圆机棱角座包括上述出针棱角块50。
128.本实用新型还有一实施例提供了一种针织圆机棱角组。该针织圆机棱角组包括上述出针棱角块50。
129.本实用新型还有一实施例提供了一种针织圆机。该针织圆机包括上述出针棱角块50。
130.请参阅图7,本实用新型还有一实施例提供了一种针织圆机上盘平针棱角块60。该上盘平针棱角块60包括平针基座61、第一平针限位件62和第二平针限位件63;第一平针限位件62和第二平针限位件63均凸出于平针基座61,第一平针限位件62和第二平针限位件63之间具有间隙以用于形成供织针通过的织针轨道。第一平针限位件62的两端分别形成第一平针导入部6201和第一平针导出部6202,第二平针限位件63的两端分别形成第二平针导入部6301和第二平针导出部6302;第一平针导入部6201和第二平针导入部6301配合形成平针导入轨道,第一平针导出部6202和第二平针导出部6302配合形成平针导出轨道64。在沿出针方向上,平针导出轨道64的导出端位于平针导出轨道64的导入端的前方。
131.平针是纺织过程中的一个较为常用的针织阶段,在平针阶段,织针主要起到勾住纱线并保持纱线的形状,以促进针织的顺利进行。目前,虽然平针针织已经较为成熟,能够基本满足纺织过程对平针的要求。但是在传统的平针过程中,由于织针棱角块的结构设计制约,纱线形状的稳定性欠佳,容易出现线圈松散的问题,进而导致面料的品质降低。
132.在本实施例的上盘平针棱角块60中,通过对棱角块的结构进行设计,使第一平针限位件62和第二平针限位件63相配合,对织针的运动轨迹进行引导,使织针稳定运动,有效
保持纱线的形状。具体地,第一平针限位件62的两端分别形成第一平针导入部6201和第一平针导出部6202,第二平针限位件63的两端分别形成第二平针导入部6301和第二平针导出部6302;第一平针导入部6201和第二平针导入部6301配合形成平针导入轨道,第一平针导出部6202和第二平针导出部6302配合形成平针导出轨道64。织针在导入轨道和导出轨道内稳定运动,保持纱线的形状。另外,在沿出针方向上,平针导出轨道64的导出端位于平针导出轨道64的导入端的前方。通过将导出轨道的导出端设置于平针导出轨道64的导入端的前方,可以进一步保持纱线的形状,尤其是保持纱线成圈弧线的稳定外形,有效避免出现线圈松散的问题,提高面料的品质。
133.进一步地,在本实施例的上盘平针棱角块60中,将上盘平针棱角集成为整块棱角块,能够进一步保持织针运行的流畅性,进一步提高纱线形状的稳定性,进而提高面料的品质。
134.在一个具体的示例中,第一平针导入部6201具有第一平针导入曲面,第一平针导入曲面朝向第二平针导入部6301;第一平针导出部6202具有第一平针导出曲面,第一平针导出曲面朝向第二平针导出部6302;第二平针导入部6301具有第二平针导入曲面,第二平针导入曲面朝向第一平针导入部6201;第二平针导出部6302具有第二平针导出曲面,第二平针导出曲面朝向第一平针导出部6202;第一平针导出曲面与第二平针导出曲面平行。
135.进一步地,第一平针导出曲面为圆弧面,第二平针导出曲面为圆弧面。此时,可以使织针的运动更加顺畅,进一步提高针织效果。
136.在一个具体的示例中,第一平针限位件62的远离织针轨道的一侧具有让位槽6203,让位槽6203用于安装压纱片。通过让位槽6203的设置,可以在让位槽6203内安装压纱片,进而对针织过程中纱线的位置起到一定的限制作用,降低织针过程出现线圈浮起等缺陷的风险。
137.请再次参阅图7,在一个具体的示例中,让位槽6203位于织针轨道的外侧。在图7所示的棱角块中,让位槽6203位于第一平针限位件62上。
138.在一个具体的示例中,在沿导入方向上,第一平针导入曲面和第二平针导入曲面之间的距离逐渐变小。
139.进一步地,第一平针导入部6201和第二平针导入部6301在导入口的位置呈八字形。
140.更进一步地,第一平针导入曲面与第一平针导出曲面平滑连接;第二平针导入曲面与第二平针导出曲面平滑连接。
141.在一个具体的示例中,上盘平针棱角块60还包括安装孔65,安装孔65贯穿棱角块以用于安装上盘平针棱角块60。可选地,安装孔65与织针轨道错位设置。进一步地,安装孔65开设在第一限位件上。更进一步地,安装孔65有多个,多个安装孔65分布在第一限位件上以用于将上盘平针棱角块60稳定安装。如图7所示的上盘平针棱角块60中,安装孔65有2个,2个安装孔65分别位于第一限位件的两端。
142.本实用新型还有一实施例提供了一种针织圆机棱角座。该针织圆机棱角座包括上述上盘平针棱角块60。
143.本实用新型还有一实施例提供了一种针织圆机棱角组。该针织圆机棱角组包括上述上盘平针棱角块60。
144.本实用新型还有一实施例提供了一种针织圆机。该针织圆机包括上述上盘平针棱角块60。
145.请参阅图8,本实用新型还有一实施例提供了一种针织圆机棱角组70。该针织圆机棱角组70包括上盘棱角座71和下盘棱角座72。上盘棱角座71和下盘棱角座72配合分别用于导入上盘织针和下盘织针;上盘棱角座71的织针导入端与下盘棱角座72的织针导入端齐平。
146.在沿织针导入方向上,上盘棱角座71包括依次排布的第一上盘含针棱角块7101、第二上盘含针棱角块7102、第一上盘出针棱角块7103、第三上盘含针棱角块7104、第二上盘出针棱角块7105、第四上盘含针棱角块7106以及上盘平针棱角块7107。
147.在沿织针导入方向上,下盘棱角座72包括依次排布的第一下盘含针棱角块7201、第二下盘含针棱角块7202、第一下盘平针棱角块7203、第二下盘平针棱角块7204、下盘出针棱角块7205、第三下盘含针棱角块7206、第四下盘含针棱角块7207以及第五下盘含针棱角块7208。
148.第一上盘含针棱角块7101的宽度与第一下盘含针棱角块7201的宽度相等;第二上盘含针棱角块7102的宽度与第二下盘含针棱角块7202的宽度相等;第一上盘出针棱角块7103和第三上盘含针棱角块7104的宽度之和与第一下盘平针棱角块7203的宽度相等;第二上盘出针棱角块7105和第四上盘含针棱角块7106的宽度之和与第二下盘平针棱角块7204的宽度相等;第一下盘出针棱角块7205、第三下盘含针棱角块7206、第四下盘含针棱角块7207以及第五下盘含针棱角块7208的宽度之和与上盘平针棱角块7107的宽度相等。
149.本实施例中的针织圆机棱角组70中通过对上盘棱角座71和下盘棱角座72进行设置,使得针织圆机棱角组70更加适用于“五文治”型空气针织面料的编织。具体地,通过分别对上盘棱角座71和下盘棱角座72进行设置,将含针棱角块、出针棱角块以及平针棱角块进行合理排布,同时使上盘棱角座71的棱角块与下盘棱角座72的棱角块对应。采用该针织圆机棱角组70进行“五文治”型空气针织面料的编织时,能够形成稳定地“五文治”结构,提高“五文治”型空气针织面料的品质。
150.具体地,第一上盘含针棱角块7101包括第一含针基座、第一含针限位件以及第二含针限位件;第一含针限位件和第二含针限位件均凸出于第一含针基座,第一含针限位件和第二含针限位件之间具有间隙以用于形成供织针通过的织针轨道。第一含针限位件具有第一含针导入部和第一含针导出部,第二含针限位件具有第二含针导入部和第二含针导出部;第一含针导入部和第二含针导入部配合形成含针导入轨道,第一含针导出部和第二含针导出部配合形成含针导出轨道,第一含针导出部具有第一含针导出平面,第一含针导出平面朝向第二含针导出部,第二含针导出部具有第二含针导出平面,第二含针导出平面朝向第一含针导出部,第一含针导出平面和第二含针导出平面平行;在沿导入方向上,第一上盘含针棱角块7101的导出轨道的导出端低于导入轨道的导入端。
151.通过对第一上盘含针棱角块7101的结构进行设计,能够较为顺利地在“三文治”含针结构的基础上,继续形成“五文治”型针织空气层面料的表层和里层,进一步提高面料的品质。
152.可以理解的是,第一上盘含针棱角块7101的织针轨道的形状与图5对应的含针棱角块的织针轨道的形状呈镜像对称。
153.进一步地,第二上盘含针棱角块7102包括第二含针基座、第三含针限位件以及第四含针限位件;第三含针限位件和第四含针限位件均凸出于第二含针基座,第三含针限位件和第四含针限位件之间具有间隙以用于形成供织针通过的织针轨道。第三含针限位件具有第三含针导入部和第三含针导出部,第四含针限位件具有第四含针导入部和第四含针导出部;第三含针导入部和第四含针导入部配合形成含针导入轨道,第三含针导出部和第四含针导出部配合形成含针导出轨道,第三含针导出部具有第三含针导出平面,第三含针导出平面朝向第四含针导出部,第四含针导出部具有第四含针导出平面,第四含针导出平面朝向第三含针导出部,第三含针导出平面和第四含针导出平面平行;在沿导入方向上,第二上盘含针棱角块7102的导出轨道的导出端高于导入轨道的导入端。
154.可以理解的是,第二上盘含针棱角块7102的织针轨道的形状与图4对应的含针棱角块的织针轨道的形状呈镜像对称。
155.在一个具体的示例中,第三上盘含针棱角块7104的织针轨道的形状与第二上盘含针棱角块7102的织针轨道的形状相同,第四上盘含针棱角块7106的织针轨道的形状与第二上盘含针棱角块7102的织针轨道的形状相同。
156.在一个具体的示例中,第一下盘含针棱角块7201的织针轨道的形状与第二上盘含针棱角块7102的织针轨道的形状相同,第二下盘含针棱角块7202的织针轨道的形状与第一上盘含针棱角块7101的织针轨道的形状相同,第三下盘含针棱角块7206的织针轨道的形状与第二下盘含针棱角块7202的织针轨道的形状相同,第四下盘含针棱角块7207的织针轨道的形状与第一下盘含针棱角块7201的织针轨道的形状相同,第五下盘含针棱角块7208的织针轨道的形状与第二下盘含针棱角块7202的织针轨道的形状相同。
157.可以理解的是,第一下盘含针棱角块7201可以为图5所示的含针棱角块。第二下盘含针棱角块7202可以是图4所示的含针棱角块。
158.在一个具体的示例中,第一上盘出针棱角块7103包括出针基座、第一出针限位件以及第二出针限位件;第一出针限位件和第二出针限位件均凸出于出针基座,第一出针限位件和第二出针限位件之间具有间隙以用于形成供织针通过的织针轨道。第一出针限位件具有依次排布的第一出针导入部、第一出针抬升部、第一出针平缓部、第一出针再升部以及第一出针下降部。第二出针限位件具有依次排布的第二出针导入部、第二出针抬升部、第二出针平缓部、第二出针再升部以及第二出针下降部。
159.第一出针导入部和第二出针导入部配合形成出针导入轨道,第一出针抬升部和第二出针抬升部配合形成出针抬升轨道,第一出针平缓部和第二出针平缓部配合形成出针平缓轨道,第一出针再升部和第二出针再升部配合形成出针再升轨道,第一出针下降部和第二出针下降部配合形成出针导出轨道。
160.通过对第一上盘出针棱角块7103的结构进行设计,在第一上盘出针棱角块7103形成多个高低不同的轨道,这样在针织过程中,在出针阶段,通过各轨道的配合,织针出针轨迹的调整能够有效改善纱线张力,有效降低面料表面出现针痕、漏丝等问题的风险,提高面料的表面品质。
161.进一步地,第二上盘出针棱角块7105的织针轨道的形状与第一上盘出针棱角块7103的织针轨道的形状相同,下盘出针棱角块7205的织针轨道的形状与第一上盘出针棱角块7103的织针轨道的形状呈镜像对称。
162.可以理解的是,下盘出针棱角块7205可以是图6所示的出针棱角块。
163.在一个具体的示例中,上盘平针棱角块7107包括平针基座、第一平针限位件和第二平针限位件;第一平针限位件和第二平针限位件均凸出于平针基座,第一平针限位件和第二平针限位件之间具有间隙以用于形成供织针通过的织针轨道。第一平针限位件的两端分别形成第一平针导入部和第一平针导出部,第二平针限位件的两端分别形成第二平针导入部和第二平针导出部;第一平针导入部和第二平针导入部配合形成平针导入轨道,第一平针导出部和第二平针导出部配合形成平针导出轨道。在沿出针方向上,平针导出轨道的导出端位于平针导出轨道的导入端的前方。
164.通过对上盘平针棱角块7107的结构进行设计,将导出轨道的导出端设置于平针导出轨道的导入端的前方,可以进一步保持纱线的形状,尤其是保持纱线成圈弧线的稳定外形,有效避免出现线圈松散的问题,提高面料的品质。进一步地,在本实施例的上盘平针棱角块7107中,将上盘平针棱角集成为整块棱角块,能够进一步保持织针运行的流畅性,进一步提高纱线形状的稳定性,进而提高面料的品质。
165.可以理解的是,上盘平针棱角块7107可以是图7所示的上盘平针棱角块7107。
166.在一个具体的示例中,第一下盘平针棱角块7203具有织针轨道,织针轨道分为导入段和平滑段;在沿导入方向上,导入段的开口逐渐缩小,平滑段的开口大小不变。可选地,平滑段水平设置。
167.进一步地,第二下盘平针棱角的织针轨道的形状与第一下盘平针棱角块7203的织针轨道的形状相同。
168.在一个具体的示例中,上盘棱角座71还包括上盘引导平针棱角块7108,在沿织针导入方向上,上盘引导平针棱角块7108位于第一上盘含针棱角块7101的前端;上盘引导平针棱角块7108具有织针轨道,上盘引导平针棱角块7108的织针轨道的形状与第一下盘平针棱角块7203的织针轨道的形状呈镜像对称。
169.在一个具体的示例中,下盘棱角座72还包括下盘引导平针棱角块7209,在沿织针导入方向上,下盘引导平针棱角块7209位于第一下盘含针棱角块7201的前端;下盘引导平针棱角块7209具有织针轨道,下盘引导平针棱角块7209的织针轨道的形状与第一下盘平针棱角块7203的织针轨道的形状相同。
170.可以理解的是,在针织圆机棱角组70中,上盘棱角座71和下盘棱角座72可以分别是多个,根据针织要求选择和设定。在图8所示的针织圆机棱角组70中,上盘棱角座71有2个,下盘棱角座72有3个。
171.请参阅图9~图15,本实用新型一实施例提供了一种针织圆机80。该针织包括上针盘81、下针盘82以及上述针织圆机棱角组70;上盘棱角座71位于上针盘81,下盘棱角座72位于下针盘82,上针盘81和下针盘82配合进行针织。
172.在一个具体的示例中,针织圆机80还包括集圈压纱片83和第一成圈压纱片84,集圈压纱片83和第一成圈压纱片84均设于下盘棱角座72;集圈压纱片83自下盘棱角座72伸出,且集圈压纱片83的压纱平面能够抵接于第一上盘出针棱角块7103内织针带出的纱线;第一成圈压纱片84自下盘棱角座72伸出,且第一成圈压纱片84的第一子压纱平面、第二子压纱平面以及过渡曲面能够抵接于第二上盘出针棱角块7105内织针带出的纱线。集圈压纱片83包括集圈压纱部、集圈导入部以及集圈压纱片83安装部,集圈压纱部和集圈导入部位
于集圈压纱片83安装部的同一端;集圈压纱部远离集圈压纱片83安装部的一面形成压纱平面,集圈导入部远离集圈压纱片83安装部的一面形成集圈导入曲面,集圈导入曲面朝向集圈压纱片83安装部弯曲,压纱平面与集圈导入曲面平滑连接。第一成圈压纱片84包括成圈压纱部和成圈压纱片安装部,成圈压纱部位于成圈压纱片安装部的一端;成圈压纱部远离成圈压纱片安装部的一面形成依次连接的第一子压纱平面、第二子压纱平面以及过渡曲面,第一子压纱平面与第二子压纱平面平行,第一子压纱平面凸出于第二子压纱平面,第一子压纱平面和第二子压纱平面分别与过渡曲面平滑连接。
173.可以理解的是,集圈压纱片83可以是图1所示的集圈压纱片83。第一成圈压纱片84可以是图2所示的成圈压纱片。
174.在一个具体的示例中,针织圆机80还包括压纱片安装座,压纱片基座设于下盘棱角座72;集圈压纱片83和第一成圈压纱片84分别活动连接于压纱片安装座,集圈压纱片83在压纱片安装座上的位置可调,第一成圈压纱片84在压纱片安装座上的位置可调。此时可以实现集圈压纱片83在压纱片安装座上沿x轴、y轴以及z轴方向上运动。同时也可以实现第一成圈压纱片84在压纱片安装座上沿x轴、y轴以及z轴方向上运动。
175.进一步地,集圈压纱片83和第一成圈压纱片84平行设置。
176.可以理解的是,集圈压纱片83、第一成圈压纱片84以及压纱片安装座构成压纱装置。压纱装置可以是图3所示的压纱装置30。
177.在一个具体的示例中,针织圆机80还包括第二成圈压纱片85,第二成圈压纱片85设于上盘棱角座71,第二成圈压纱片85自上盘棱角座71伸出,且第二成圈压纱片85的第一子压纱平面、第二子压纱平面以及过渡曲面能够抵接于下盘出针棱角块7205内织针带出的纱线。第二成圈压纱片85包括成圈压纱部和成圈压纱片安装部,成圈压纱部位于成圈压纱片安装部的一端;成圈压纱部远离成圈压纱片安装部的一面形成依次连接的第一子压纱平面、第二子压纱平面以及过渡曲面,第一子压纱平面与第二子压纱平面平行,第一子压纱平面凸出于第二子压纱平面,第一子压纱平面和第二子压纱平面分别与过渡曲面平滑连接。
178.可以理解的是,第二成圈压纱片85可以是图2所示的成圈压纱片。
179.进一步地,第二成圈压纱片85与第一成圈压纱片84相同。
180.在一个具体的示例中,上针盘81的外径为828mm~829mm。请再次参阅如15,上针盘81的外径为828.8mm。
181.在一个具体的示例中,上针盘81的内径为603mm~604mm。请再次参阅如15,上针盘81的内径为603.5mm。
182.在一个具体的示例中,下针盘82的外径为839mm~840mm。请再次参阅如15,下针盘82的外径为839.6mm。
183.在一个具体的示例中,下针盘82的内径为790mm~791mm。请再次参阅如15,下针盘82的内径为790.2mm。
184.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
185.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技
术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准,说明书及附图可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1