一种刷花机刷头安装定位结构的制作方法
1.本实用新型涉及纺织设备技术领域,具体涉及一种刷花机刷头安装定位结构。
背景技术:
2.布料后整理是赋予面料以色彩效果、形态效果和实有效果的技术处理方式,在面料的后整理过程中,刷花是一种增进面料形态效果的常见工序。刷花机主要利用刷花刷头在布匹表面形成规则的花纹,使得布匹表面产生立体感。还可以在刷花刷头与布匹之间增加一个有一定镂空图案的刷花模板网筒,这样就可以刷出更加丰富的花纹,传统的刷花刷头的安装都是通过一根通轴穿过刷架上设置的轴承,然后通过人工调节的方式确定安装位置,最后通过锁紧装置固定,根据要求,通常刷架上要安装很多刷头,人工的定位安装方式很容易造成刷轴的定位精度不足,这样就会造成多个刷头无法在同一条直线上,这样刷花出的纹理就会深浅不一,造成加工不良,而且这种锁紧装置固定方式工作时间长了还会发生固定松动现象,进一步降低了刷花机的出品品质。
3.因此,需要一种能够精确定位安装刷花机刷头装置的结构以提高刷花机的出品品质。
技术实现要素:
4.为此,本实用新型提供一种刷花机刷头安装定位结构,旨在解决现有的刷花机刷头安装定位精度低,固定效果差的问题。
5.为了实现上述目的,本实用新型提供如下技术方案:一种刷花机刷头安装定位结构,包括刷架,刷架上间隔固定距离设置有若干通孔,各通孔的旋转轴线位于同一平面上,所述通孔为两端大中间小的三阶梯圆孔,两个大尺寸圆孔的尺寸一致,两个大尺寸圆孔作为孔口,所述通孔两孔口分别固定设置有1个轴承,所述通孔两孔口孔径等于轴承的外圈外径,通孔中间段孔径大于轴承内圈外径且小于轴承外圈外径;所述刷架还安装有若干刷轴,所述刷轴与通孔呈同轴设置,所述刷轴自左至右分别为刷头安装轴段,定位块,轴承及齿轮的安装轴段以及垫片安装槽,所述轴承及齿轮的安装轴段直径等于轴承内径,所述轴承及齿轮的安装轴段穿过通孔两侧的2个轴承并与轴承(内圈)固定连接,通过轴承与刷架相对转动,所述定位块直径大于靠近轴承及齿轮的安装轴段之间且定位块一侧与其中1个轴承外侧面呈零间隙贴合;所述轴承及齿轮的安装轴段还固定安装有传动齿轮,所述垫片安装槽固定安装有垫片,所述传动齿轮的一个侧面与远离定位块的轴承外侧面呈零间隙贴合,另一侧与垫片侧面呈零间隙贴合。
6.优选的,所述刷头安装轴段固定安装有刷头,刷头与刷头安装轴段通过刷头固定螺钉固定。
7.优选的,所述若干刷轴上安装的传动齿轮之间呈两两啮合设置。
8.优选的,所述传动齿轮与轴承及齿轮的安装轴段通过齿轮固定螺钉固定。
9.优选的,所述刷架上侧面设置有若干加油孔,所述加油孔对应通孔一一设置,每个
加油孔都连通对应通孔。
10.优选的,所述垫片为弹性轴用垫片。
11.与现有技术相比,本实用新型的有益效果是:
12.1.刷轴上固定设置有定位块,定位块的直径要大于轴承及齿轮的安装轴段的直径,当刷轴安装时轴承及齿轮的安装轴段穿过通孔设置的两个轴承就可以固定在机架上且刷轴通过轴承设置就可以进行旋转,将刷轴安装至定位块贴合在其中一个轴承外侧面时安装停止,根据设计的数据此时刷轴刚好为预定安装位置,然后在轴承及齿轮的安装轴段远离定位块的一侧安装传动齿轮,最后在刷轴外侧的垫片安装槽安装轴用弹性垫片完成刷轴安装,根据传动齿轮设计尺寸,安装后的传动齿轮恰好一侧贴合轴承外侧,另一侧贴合轴用弹性垫片,同时传动齿轮与刷轴之间还通过齿轮固定螺钉固定,这样就完成整个刷轴的安装,这样的设计作业者就不需要再通过肉眼或者其他方式来确定刷轴的安装是否到位,只需要将刷轴安装至定位块贴合轴承外侧面就可以完成准确定位,大大节省了定位调节的时间,同时轴上零件都是零间隙贴合固定,这样后期也不会发生窜动情况。
13.2.在刷架上设置与通孔相连的加油孔,可以方便地添加轴承油,在刷花刷头在高速高温的运行状态下可以保证轴承的润滑性,提高轴承的使用寿命,进而提高整个设备的稳定性。
附图说明
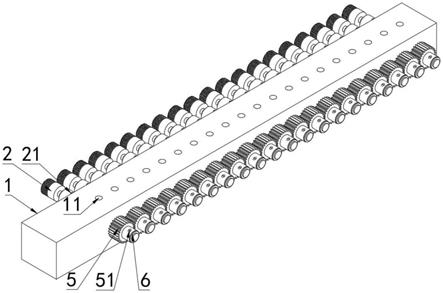
14.图1为本实用新型提供的一种刷花机刷头安装定位结构对应设备的整体布局示意图;
15.图2为本实用新型中刷轴刷头与刷架之间装配布局示意图;
16.图3为本实用新型提供的刷轴穿过刷架通孔安装的内部结构示意图;
17.图4为刷轴的结构示意图
18.图中:1、刷架,11、加油孔,2、刷头,21、刷头固定螺钉,3、刷轴,31,刷头安装轴段,32、定位块,33、轴承及齿轮的安装轴段,34、垫片安装槽,4、轴承,5传动齿轮,51、齿轮固定螺钉,6、轴用弹性垫片。
具体实施方式
19.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
20.实施例1,参照附图1~附图4,本实用新型提供的一种刷花机刷头安装定位结构,包括刷架1,刷架1上间隔固定距离设置有若干通孔,各通孔的旋转轴线位于同一平面上,通孔为两端大中间小的三阶梯圆孔,两个大尺寸圆孔的尺寸一致,两个大尺寸圆孔作为孔口,通孔两孔口分别固定设置有1个轴承4,通孔两孔口孔径等于轴承4的外圈外径,通孔中间段孔径大于轴承4内圈外径且小于轴承4外圈外径;刷架1还安装有若干刷轴3,刷轴3与通孔呈同轴设置,刷轴3自左至右分别为刷头安装轴段31,定位块32,轴承及齿轮的安装轴段33以及垫片安装槽34,轴承及齿轮的安装轴段33直径等于轴承4内径,轴承及齿轮的安装轴段33穿过通孔两侧的2个轴承4并与轴承(内圈)固定连接,通过轴承4与刷架1相对转动,所述定位块32直径大于轴承及齿轮的安装轴段33且定位块32一侧与其中1个轴承4外侧面呈零间
隙贴合;所述轴承及齿轮的安装轴段33还固定安装有传动齿轮5,若干刷轴3上安装的传动齿轮5之间呈两两啮合设置;所述垫片安装槽34固定安装有弹性轴用垫片,传动齿轮5的一个侧面与远离定位块32的轴承4外侧面呈零间隙贴合,另一侧与垫片侧面呈零间隙贴合,若干刷轴3上安装的传动齿轮5之间呈两两啮合设置,刷头安装轴段31固定安装有刷头2,刷头2与刷头安装轴段31通过刷头固定螺钉21固定,这样就可以保证所有刷头2都同步旋转。刷架1上侧面设置有若干加油孔,所述加油孔11对应通孔一一设置,每个加油孔11都连通对应通孔。
21.本实用新型的装配工作原理如下:
22.刷轴3上固定设置有定位块32,定位块32的直径要大于轴承4及齿轮安装轴段33的直径,当刷轴3安装时轴承及齿轮的安装轴段33穿过通孔设置的两个轴承4就可以固定在轴承4上且刷轴3通过轴承4设置就可以进行旋转,将刷轴3安装至定位块32贴合在其中一个轴承4外侧面时安装停止,根据设计的数据此时刷轴3刚好为预定安装位置,然后在轴承及齿轮的安装轴段33远离定位块32的一侧安装传动齿轮5,最后在刷轴3外侧的垫片安装槽34安装轴用弹性垫片6完成刷轴3安装,根据传动齿轮5设计尺寸,安装后的传动齿轮5恰好一侧贴合轴承4外侧,另一侧贴合轴用弹性垫片6,同时传动齿轮5与刷轴3之间还通过齿轮固定螺钉51固定,这样就完成整个刷轴3的安装,这样的设计作业者就不需要再通过肉眼或者其他方式来确定刷轴3的安装是否到位,只需要将刷轴3安装至定位块32贴合轴承4外侧面就可以完成准确定位,大大节省了定位调节的时间,同时轴上零件都是零间隙贴合固定,这样后期也不会发生窜动情况。在刷架1上增加设置与通孔相连的加油孔11,可以方便地添加轴承油,在刷花刷头2在高速高温的运行状态下可以保证轴承4的润滑性,提高轴承4的使用寿命,进而提高整个设备的稳定性。
23.以上,仅是本实用新型的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本实用新型加以修改或将其修改为等同的技术方案。因此,依据本实用新型的技术方案所进行的任何简单修改或等同置换,尽属于本实用新型要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1