一种自动送料机机及自动送衣料方法与流程
1.本发明涉及服装加工设备技术领域,尤其涉及一种自动送料机机及自动送衣料方法。
背景技术:
2.服装在缝制过程中通过人工或半人工的形式进行,其过程中往往需要许多设备,如订扣机、平眼机、圆头锁眼机等,但是其对衣料的输送通常都是人工处理,即人工将拿着衣料在订扣机的工作台上加工,同时在加工前还需人工手动进行度量,如钉扣时需要先用粉块等在衣料上标记钮扣的位置,再进行加工,衡量时亦容易出现误差偏差,使得衣料加工质量不能得到保障,如此加工速度慢不够精准,而且加工效率低。
技术实现要素:
3.因此,针对上述的问题,本发明提出一种结构简单合理、使用方便、加工效率高、无需人工即可实现自动输送衣料加工的自动送料机机及自动送衣料方法。
4.为解决此技术问题,本发明采取以下方案:一种自动送衣料方法,包括以下步骤:s1、设置自动送衣料装置,自动送衣料装置包括控制器、可调节间距适用衣料大小号需求的可调节左夹持手和右夹持手可用于夹持衣料输送、水平横向移动机构和水平纵向移动机构,将水平横向移动机构和水平纵向移动机构叠加设置形成xy轴移动机构设于机架上,将可调节左夹持手和右夹持手设置于xy轴移动机构上由xy轴移动机构带动可调节左夹持手和右夹持手整体水平横向x轴移动和水平纵向y轴移动,将xy轴移动机构和可调节左夹持手和右夹持手均与控制器连接并受控于控制器;s2、设置编码器于纺织机器工作台的送布装置传动机构处,并将编码器与自动送衣料装置的控制器输入端相连接,设定控制器在上衣料处和纺织机器的工作台之间往返的行程为上衣料行程和下衣料行程,开始时控制器进行上衣料行程动作将衣料夹持送至纺织机器的工作台,再由控制器根据读取的编码器的脉冲信号后控制xy轴移动机构移动可调节左夹持手和右夹持手使其夹持的衣料跟随纺织机器带动的衣料移动方向跟随动作完成相应缝纫作业,之后控制器进行下衣料行程将纺织机器完成缝纫加工后的衣料送出,如此反复,实现纺织机器的衣料自动跟随输送。
5.进一步的,所述自动送衣料装置的可调节左夹持手和右夹持手中的左夹持手或右夹持手还设置有可动态调节右夹持手与左夹持手之间间距的张力调节机构。
6.一种自动送料机机,包括机架、编码器、控制器、左夹持手、右夹持手、支撑板、第一移动机构、第二移动机构、第三移动机构、左拖板、右拖板和连接板,所述左夹持手和右夹持手分别设于左拖板和右拖板上且左夹持手和右夹持手分别位于机架左部和右部夹持衣料的左部和右部,所述第一移动机构和第二移动机构并行设于支撑板上且第一移动机构的底座与支撑板可水平横向往返滑动地设于支撑板上,所述左拖板设于第一移动机构上且第一移动机构带动左拖板水平横向往返移动,所述右拖板设于第二移动机构上且第二移动机构
带动右拖板水平横向往返移动,所述第二移动机构带动右拖板滑动的滑动座还经连接板与第一移动机构相连接带动第一移动机构于支撑板上水平横向移动,所述支撑板经第三移动机构可水平纵向往返移动地设于机架上,所述左夹持手、右夹持手、第一移动机构、第二移动机构和第三移动机构均连接并受控于控制器,所述编码器设于纺织机器工作台的送布装置传动机构处且编码器与自动送衣料装置的控制器输入端相连接。
7.进一步的,还包括张力调节机构,所述右夹持手经张力调节机构设于右拖板上用于动态调节右夹持手与左夹持手之间的间距。更进一步的,所述张力调节机构包括张力气缸、挡板、滑轨和第二滑动座,所述滑轨设于右拖板上,所述第二滑动座可滑动地设于滑轨上,所述右夹持手固设于第二滑动座上,所述张力气缸经挡板固定于右拖板上且张力气缸的输出轴连接并带动第二滑动座于滑轨上水平横向往返滑动。
8.进一步的,所述左夹持手和右夹持手均包括驱动机构、上夹板、下夹板和支撑块,所述下夹板的安装部经支撑块固设于左拖板或右拖板上,所述驱动机构的输出轴穿过下夹板安装部一端且驱动机构的输出轴与上夹板的安装部相连接带动上夹板的夹持部下压与下夹板夹持部夹紧或带动上夹板夹持部上抬与下夹板夹持部分开。
9.更进一步的,所述驱动机构为气缸或液压缸。
10.进一步的,所述第一移动机构、第二移动机构和第三移动机构均为电机丝杆传动机构。
11.进一步的,所述控制器为plc控制器或cnc控制器。
12.通过采用前述技术方案,本发明的有益效果是:通过设计左夹持手和右夹持手平稳地夹持衣料并且结合第二移动机构和第三移动机构可进行水平横向和水平纵向移动便于衣料可跟随加工设备如订扣机、平眼机等加工时衣料可在控制器的控制下进行xy轴平面坐标式跟随移动,即设置编码器于订扣机、平眼机等纺织机器工作台的送布装置传动机构处,并将编码器与自动送衣料装置的控制器输入端相连接,设定控制器在上衣料处和纺织机器的工作台之间往返的行程为上衣料行程和下衣料行程,开始时控制器进行上衣料行程动作将衣料夹持送至纺织机器的工作台,再由控制器根据读取的编码器的脉冲信号后控制xy轴移动机构移动可调节左夹持手和右夹持手使其夹持的衣料跟随纺织机器带动的衣料移动方向跟随动作完成相应缝纫作业,之后控制器进行下衣料行程将纺织机器完成缝纫加工后的衣料送出,如此反复,实现纺织机器的衣料自动跟随输送左夹持手和右夹持手夹紧衣料,按下控制器的启动后把衣料送入纺织机器工作台,然后启动纺织机器,在第二移动机构和第三移动机构的xy轴移动机构带动下左夹持手和右夹持手平稳夹持衣料跟随纺织机器送布工作台运动,自动精准定位加工无需人工画线定位,纺织机器一个动作结束后,本发明的送衣料机自动走设定间隔距离后纺织机器再动作,纺织机器动作结束后,控制器进行下衣料行程将纺织机器完成缝纫加工后的衣料送出,重复上述跟随动作到设定工作数量结束,无需人工控制,自动方便,结构简单合理、使用方便、加工效率高、无需人工即可实现自动跟随定位输送衣料跟随加工,通过进一步的设置,即张力调节机构的设置,便于在加工具有弹性的衣料时通过张力调节机构在夹持后进行适当拉紧衣料,使得衣料不会因弹性衣料变的夹持松弛,有效地保障衣料的平稳加工,提高加工效率以及使用范围,左夹持手和右夹持手采用驱动机构、上夹板、下夹板和支撑块配合构成,机构简单,使用又可有效夹紧布料,
应用更加便利,可广泛推广应用。
附图说明
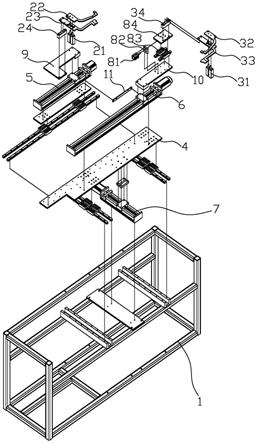
13.图1是本发明实施例的结构示意图;图2是本发明实施例的部分分解结构示意图;图3是本发明实施例的另一部分分解结构示意图。
具体实施方式
14.现结合附图和具体实施方式对本发明进一步说明。
15.参考图1-图3,优选的本发明的自动送衣料机,包括机架1、控制器、左夹持手2、右夹持手3、支撑板4、第一移动机构5、第二移动机构6、第三移动机构7、张力调节机构8、左拖板9、右拖板10和连接板11,所述第一移动机构5、第二移动机构6和第三移动机构7均为电机丝杆传动机构,所述左夹持手2和右夹持手3均包括驱动机构21、31、上夹板22、32、下夹板23、33和支撑块24、34,所述下夹板23、33的安装部经支撑块24、34固设于左拖板9或右拖板10上,所述驱动机构21、31为气缸,所述驱动机构21、31的输出轴穿过下夹板23、33安装部一端且驱动机构21、31的输出轴与上夹板22、32的安装部相连接带动上夹板22、32的夹持部下压与下夹板23、33夹持部夹紧或带动上夹板22、32夹持部上抬与下夹板23、33夹持部分开,所述左夹持手2和右夹持手3分别设于左拖板9和右拖板10上且左夹持手2和右夹持手3分别位于机架1左部和右部夹持衣料的左部和右部,所述张力调节机构8包括张力气缸81、挡板82、滑轨83和第二滑动座84,所述滑轨83设于右拖板10上,所述第二滑动座84可滑动地设于滑轨83上,所述右夹持手3固设于第二滑动座84上,所述张力气缸81经挡板82固定于右拖板10上且张力气缸81的输出轴连接并带动第二滑动座84于滑轨83上水平横向往返滑动,所述右夹持手3经张力调节机构8设于右拖板10上用于动态调节右夹持手3与左夹持手2之间的间距,所述第一移动机构5和第二移动机构6并行设于支撑板4上且第一移动机构5的底座与支撑板4可水平横向往返滑动地设于支撑板4上,所述左拖板9设于第一移动机构5上且第一移动机构5带动左拖板9水平横向往返移动用于根据衣料大小型号宽度的不同需求调整左夹持手2和右夹持手3之间的间距,所述右拖板10设于第二移动机构6上且第二移动机构6带动右拖板10水平横向往返移动,所述第二移动机构6带动右拖板10滑动的滑动座61还经连接板11与第一移动机构5相连接带动第一移动机构5于支撑板4上水平横向移动,所述支撑板4经第三移动机构7可水平纵向往返移动地设于机架1上,所述控制器为plc控制器,所述左夹持手2的驱动机构21、右夹持手3的驱动机构31、张力调节机构8的张力气缸81、第一移动机构5、第二移动机构6和第三移动机构7均连接并受控于控制器。
16.结合上述自动送衣料机的一种自动送衣料方法,包括以下步骤:s1、设置自动送衣料装置,自动送衣料装置包括控制器、可调节间距适用衣料大小号需求的可调节左夹持手和右夹持手可用于夹持衣料输送、水平横向移动机构和水平纵向移动机构,即左夹持手和右夹持手通过控制器控制第一移动机构根据输送的衣料大小号进行间距的自动调整,将水平横向移动机构和水平纵向移动机构叠加设置形成xy轴移动机构设于机架上,即第二移动机构和第三移动机构配合叠加设置配合形成xy轴移动机构实现可水平横向和水平纵向进行x轴调节和y轴调节的坐标式行程移动,将可调节左夹持手和右夹
持手设置于xy轴移动机构上由xy轴移动机构带动可调节左夹持手和右夹持手整体水平横向x轴移动和水平纵向y轴移动,将xy轴移动机构和可调节左夹持手和右夹持手均与控制器连接并受控于控制器;s2、设置编码器于纺织机器工作台的送布装置传动机构处,并将编码器与自动送衣料装置的控制器输入端相连接,设定控制器在上衣料处和纺织机器的工作台之间往返的行程为上衣料行程和下衣料行程,开始时控制器进行上衣料行程动作将衣料夹持送至纺织机器的工作台,再由控制器根据读取的编码器的脉冲信号后控制xy轴移动机构移动可调节左夹持手和右夹持手使其夹持的衣料跟随纺织机器带动的衣料移动方向跟随动作完成相应缝纫作业,之后控制器进行下衣料行程将纺织机器完成缝纫加工后的衣料送出,如此反复,实现纺织机器的衣料自动跟随输送。
17.上述的自动送衣料装置的可调节左夹持手和右夹持手中的左夹持手或右夹持手还可设置有可动态调节右夹持手与左夹持手之间间距的张力调节机构。
18.本发明中控制器还可为cnc控制器,张力调节机构不设置亦可,张力调节机构的设置是便于弹性衣料的夹持输送便于加工时消除弹性产生的松弛,驱动机构还可为液压缸。将本发明的自动送衣料装置配合设置于订扣机、平眼机等纺织机器上即可实现此类纺织机器设备的配套自动输送衣料,有效提高加工效率、无需人工操作,同时还可将本发明的自动送衣料装置的控制器与纺织机器的控制系统相结合实现统一操控,使得使用更加便捷。
19.本发明通过设计左夹持手和右夹持手平稳地夹持衣料并且结合第二移动机构和第三移动机构可进行水平横向和水平纵向移动便于衣料可跟随加工设备如订扣机、平眼机等加工时衣料可在控制器的控制下进行xy轴平面坐标式跟随移动,即设置编码器于订扣机、平眼机等纺织机器工作台的送布装置传动机构处,并将编码器与自动送衣料装置的控制器输入端相连接,设定控制器在上衣料处和纺织机器的工作台之间往返的行程为上衣料行程和下衣料行程,开始时控制器进行上衣料行程动作将衣料夹持送至纺织机器的工作台,再由控制器根据读取的编码器的脉冲信号后控制xy轴移动机构移动可调节左夹持手和右夹持手使其夹持的衣料跟随纺织机器带动的衣料移动方向跟随动作完成相应缝纫作业,之后控制器进行下衣料行程将纺织机器完成缝纫加工后的衣料送出,如此反复,实现纺织机器的衣料自动跟随输送左夹持手和右夹持手夹紧衣料,按下控制器的启动后把衣料送入纺织机器工作台,然后启动纺织机器,在第二移动机构和第三移动机构的xy轴移动机构带动下左夹持手和右夹持手平稳夹持衣料跟随纺织机器送布工作台运动,自动精准定位加工无需人工画线定位,纺织机器一个动作结束后,本发明的送衣料机自动走设定间隔距离后纺织机器再动作,纺织机器动作结束后,控制器进行下衣料行程将纺织机器完成缝纫加工后的衣料送出,重复上述跟随动作到设定工作数量结束,无需人工控制,自动方便,结构简单合理、使用方便、加工效率高、无需人工即可实现自动跟随定位输送衣料跟随加工,通过进一步的设置,即张力调节机构的设置,便于在加工具有弹性的衣料时通过张力调节机构在夹持后进行适当拉紧衣料,使得衣料不会因弹性衣料变的夹持松弛,有效地保障衣料的平稳加工,提高加工效率以及使用范围,左夹持手和右夹持手采用驱动机构、上夹板、下夹板和支撑块配合构成,机构简单,使用又可有效夹紧布料,应用更加便利,可广泛推广应用。
20.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对
本发明做出各种变化,均为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1